ねじ穴ガイドライン
ねじ穴ガイドライン
現在、実際の生産現場ではねじ部品に関連する多くの問題が発生している。設計上の欠陥に起因するものもあれば、規格基準の問題に関わるものもある。これらの問題をより明確に整理・説明するため、ねじに関する以下の課題をまとめた。
ねじ加工はCNC加工センターにおける重要な加工工程であり、ねじ加工の品質と効率は部品加工の品質および加工センターの生産効率に直接影響する。
ねじとは、円筒体または円錐体の表面に螺旋状に形成された、特定の断面形状を持つ連続した隆起部を指す。ねじは、被加工体上の位置関係に基づき、雄ねじと雌ねじに分類される。断面形状(歯形)によって、矩形、三角形、台形、鋸歯状、その他の特殊形状に分類される。一般的に使用されるねじには三角ねじと台形ねじがある。ねじ関連の問題に対処する際には、これらの異なるねじ形状を考慮し、実際の要求に基づいて選択・適用することが不可欠である。
1. 底穴とねじ
底穴とは、タップで内ねじを切る前に確保される穴の直径を指します。一般に、ワークピース内の内側円形穴、最下部または最上部の円形穴を指し、底穴と呼ばれます。では、製造時にねじと底穴の間に公差を必要とするのはなぜでしょうか?
1-1. 底穴の小さすぎるサイズや適合による手直しや工具損傷の防止:
例えば、2D図面でねじがM3*0.5と指定されている場合、底穴径が≤2.3mmだと底穴が小さすぎてタップ加工ができず、底穴の再加工が必要になる。一方、底穴径が≥2.8mmでねじ径に近いか同一の場合、タップが詰まり、タップ破損のリスクが生じる。
1-2. 底穴径過大によるねじ山剥離の防止:
例えば、2D図面でねじがM3*0.5と指定され、底穴径が2.8mmの場合、片側の有効ねじ深さはわずか0.1mmとなる。この小さなねじ接触面積はねじ山剥離を引き起こす可能性がある。一部のねじインサートで対応可能だが、一般的には推奨されない。
説明:
*ねじ山剥離:ねじ接続において、過大な力などの原因で接続点のねじ山が摩耗し、ねじ山が噛み合わなくなる現象。この状態ではねじ接続を締め付けることが不可能となる。
2 ねじ参照表
3. スレッドインサート
前述のように、底面の穴が大きすぎる場合、その状況を改善する方法の一つがスレッドインサートの使用です。では、スレッドインサートとは具体的に何でしょうか?CNC機械加工において、スレッドインサートとは下図に示すようなねじ切りブッシュを指します。これらはタップ加工後にねじ山に追加できます。スレッドインサートを使用することにはどのような利点があるのでしょうか?部品に悪影響はありますか?
ねじインサートは、締結強度の向上、耐摩耗性・耐食性の強化、緩みの防止、衝撃吸収性を提供することで、ねじの寿命を延ばします。ねじは締結点として頻繁な回転運動を受けるため、経時的に損傷が生じ、ねじ山が削れたり締め付け不能になる可能性があります。経験豊富な設計者は設計段階でこの状況を予測し、図面にインサートが必要なねじを明記します。目的はねじの使用可能期間を延長し、結果として製品全体のライフサイクルを延ばすことです。
例えば、2D図面でねじがM3*0.5と指定され、底穴径が3.0mmの場合、M3ねじインサートを使用することで対応できます。
4. ねじインサート寸法表
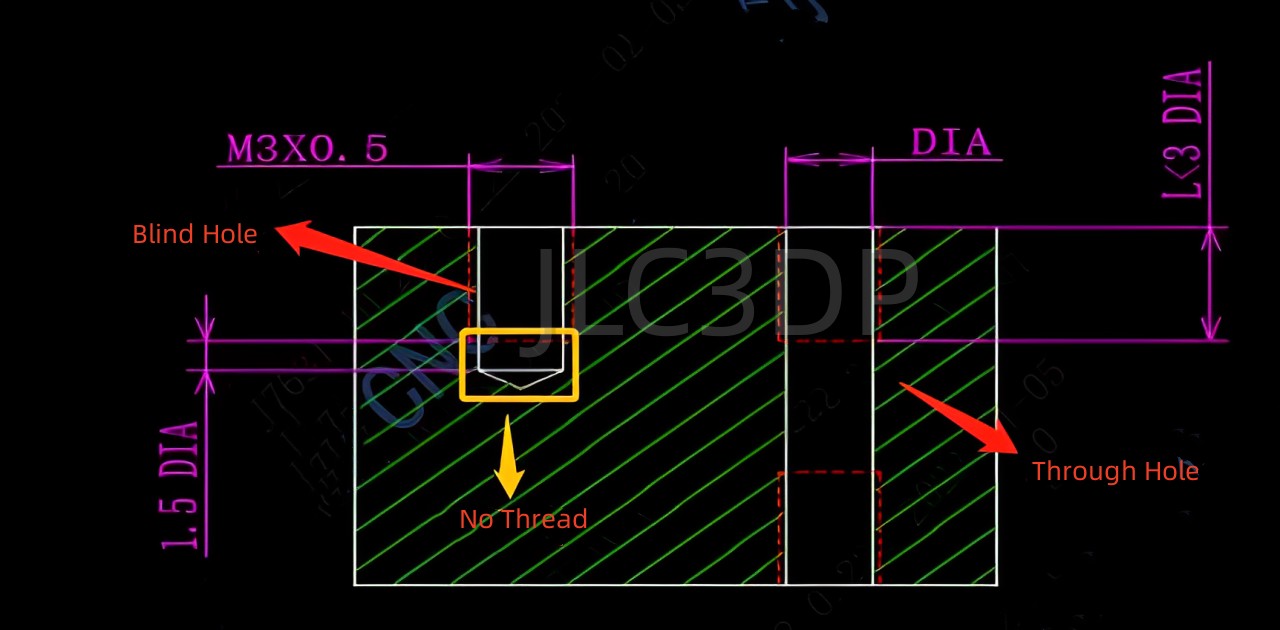
5. 有効ねじ深さ
ねじの深さは一般的にねじの有効長を指します。通常、ねじ切り用の底穴の深さはねじの有効長よりも大きくする必要があります。底穴を加工する際、ドリルビットは先端が尖っているのに対し、タップは平らな頭部を持っています。平頭タップは底穴の最深部と完全に接触できないため、盲孔設計時には穴径の少なくとも半径分の非ねじ長さを確保することが推奨される。長いねじ穴の場合、特殊工具が必要となり加工時間とコストが増加する。したがって、有効ねじ長は穴径の3倍を超えないことが望ましい。
6. 2次元図面におけるねじ注記基準
解釈:
- 形状コード:ねじの種類を表す。例:Mは標準ねじを示す。
- サイズコード:呼び径×ピッチを表す。例:3*0.5(3は呼び径、0.5はピッチ)。
- 公差帯コード:公差等級コード(数字)と基本偏差コード(外ねじは小文字、内ねじは大文字)で構成。例:6H。
- 有効長コード:ねじの有効長を表すコード L(長)、N(中)、S(短)で示される。ねじの有効長が中である場合、Nは省略される。
- 方向記号:右ねじは指定なし、左ねじはLHを指定。
上記表記が複雑すぎる場合、下図に示す簡略化手法を採用可能。
解釈:
:直径4.2mmの底面穴8個、M5ねじ切り、有効ねじ深さ10mm、内ねじ公差6H。
:A 部品を貫通する直径14の貫通穴。
: 深さを示す。
7. ねじ穴の位置
ねじ穴は部品内部に配置すべきである。ねじ穴が部品端面に近すぎる場合、加工時にねじが部品を貫通して端面破損を引き起こし、部品の完全性を損なう恐れがある。
最終更新日: Sep 30,2025
 再びお越しいただき誠にありがとうございます。ご用件はありますか?
再びお越しいただき誠にありがとうございます。ご用件はありますか?