Directrices de estándares de apariencia JLCCNC
Última actualización el May 20, 2026
Este artículo tiene como objetivo proporcionar un conjunto claro y unificado de normas y directrices para la inspección del aspecto visual de los productos. Mediante la definición de distintos niveles de requisitos estéticos, buscamos garantizar la funcionalidad del producto al mismo tiempo que se cumplen las exigencias estéticas y de calidad en diversos escenarios. Este documento detalla los criterios específicos de aceptación para los problemas de acabado más habituales, como puntos de sujeción, arañazos, variaciones de color, marcas de herramienta, entre otros. Ofrecemos dos niveles de especificaciones: "Requisitos estéticos estándar" y "Requisitos estéticos estrictos". Además, el artículo concluye con notas especiales sobre procesos como el granallado con microesferas (bead blasting) y el anodizado, con el fin de ayudar al personal correspondiente a minimizar posibles riesgos del proceso y garantizar la máxima calidad del producto.
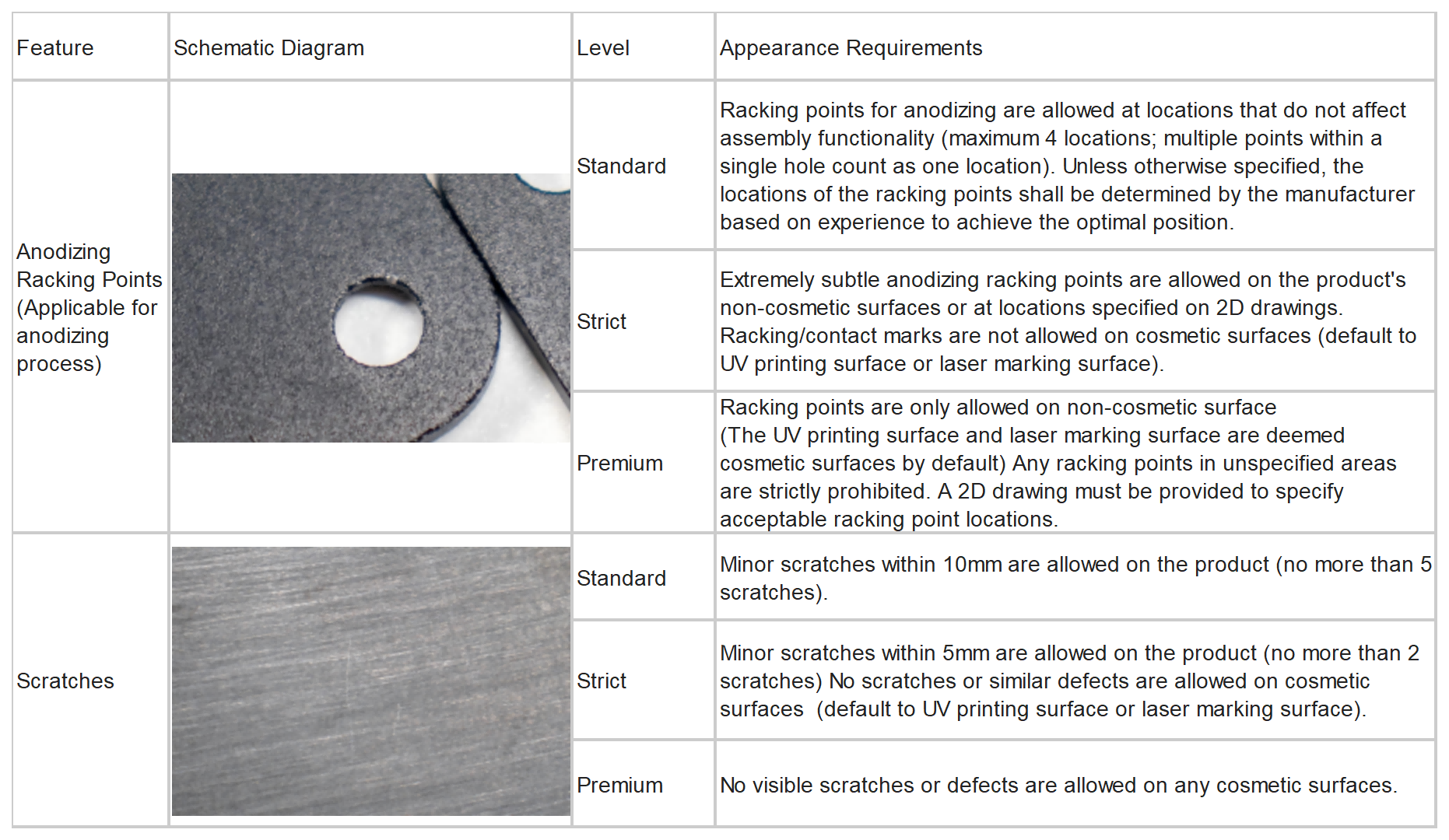
Detalles de acabado
Requisitos estéticos estándar: Adecuado para aplicaciones donde la funcionalidad estructural tiene prioridad.
Requisitos estéticos estrictos: Adecuado para productos de uso importante con altas exigencias estéticas. Para materiales de aluminio, seleccione “granallado con microesferas + tratamiento de anodizado” para garantizar una textura superficial uniforme y cumplir con los requisitos de apariencia sin defectos visibles.
Requisitos estéticos premium: Adecuado para aplicaciones de exposición de alta gama. Para piezas de aleación de aluminio, deberá aplicarse “granallado con microesferas + anodizado” para garantizar una textura superficial uniforme y cumplir con los requisitos de acabado impecable.
Notas
Proceso de granallado con microesferas
• Riesgo de deformación en piezas de paredes delgadas: Las piezas excesivamente finas pueden sufrir deformaciones importantes debido al impacto del granallado con microesferas. Por ello, si se requiere este tratamiento, se recomienda aumentar el grosor de pared por encima de 1,5 mm o, alternativamente, seleccionar un proceso sin granallado.
• Riesgo de pérdida de piezas pequeñas: En piezas pequeñas (longitud < 5 mm, peso < 1 g o estructuras ligeras/delgadas), el área de contacto de sujeción es limitada. Durante el granallado y el anodizado, la proyección a alta presión y la agitación del baño de anodizado pueden provocar que las piezas se suelten o desprendan, lo que conlleva un riesgo relativamente alto de pérdida. Por ello, no se recomienda el granallado ni el anodizado para piezas de muy pequeño tamaño.
• Tratamiento de orificios roscados: El material abrasivo del granallado puede quedar atrapado en roscas finas, lo que puede afectar al uso de orificios roscados inferiores a M5. Para evitarlo, se utilizarán tapones de goma de protección y los orificios roscados inferiores a M5 no recibirán tratamiento de anodizado. Tenga en cuenta esta disposición del proceso. Si necesita requisitos especiales de anodizado, comuníquenoslo con antelación.
Proceso de anodizado
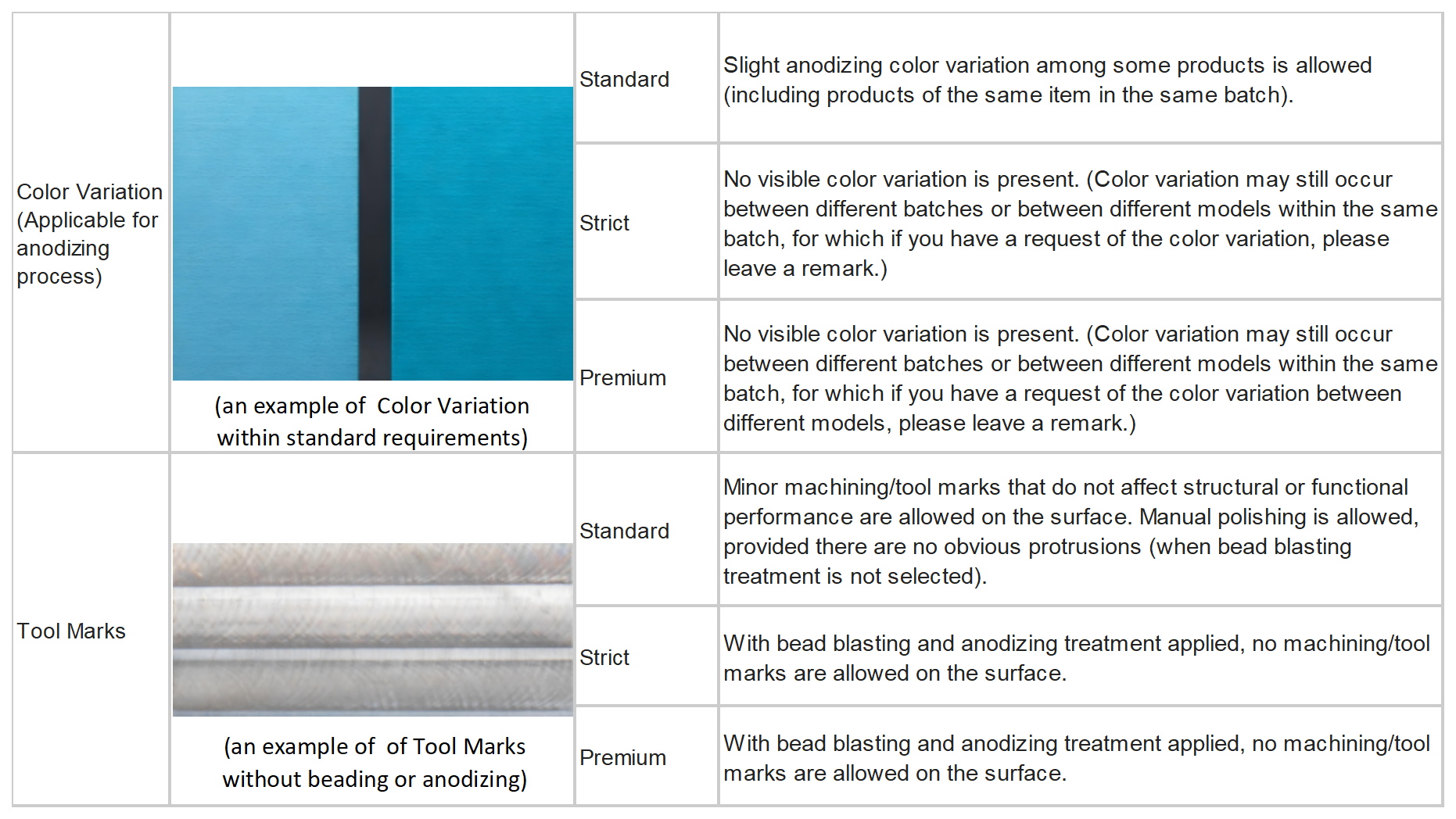
• Diferencias en los acabados de mecanizado: Piezas fabricadas con la misma materia prima, pero con distintos acabados de mecanizado (por ejemplo, superficie cortada por hilo, fresada o pulida), pueden presentar variaciones de color tras el anodizado.
• Diferencias en la posición de suspensión: Las piezas suspendidas a diferentes alturas dentro del mismo tanque de anodizado pueden mostrar ligeras diferencias de color tras el tratamiento superficial.
• Diferencias entre lotes: Pueden producirse variaciones de color relativamente visibles tras el anodizado en piezas procedentes de diferentes lotes de pedido o de distintos pedidos dentro del mismo lote.