Directives de normes d'apparence JLCCNC
Dernière mise à jour le Mar 27, 2026
Directives des Normes d'Apparence JLCCNC
Cet article vise à fournir un ensemble clair et unifié de normes et de directives pour l'inspection de l'apparence des produits. En définissant différents niveaux d'exigences esthétiques, nous espérons garantir la fonctionnalité du produit tout en répondant aux exigences esthétiques et de qualité dans divers scénarios. Ce document élabore les critères d'acceptation spécifiques pour les problèmes d'apparence courants tels que les points de racking, les rayures, les variations de couleur, les traces d'outils, etc. Nous offrons deux niveaux de spécifications : "Exigences d'Apparence Standard" et "Exigences d'Apparence Strictes". De plus, l'article se termine par des notes spéciales concernant des processus comme le sablage à la perle et l'anodisation, destinées à aider le personnel concerné à atténuer les risques potentiels liés au processus et à garantir la qualité ultime du produit.
Détails de l'Apparence
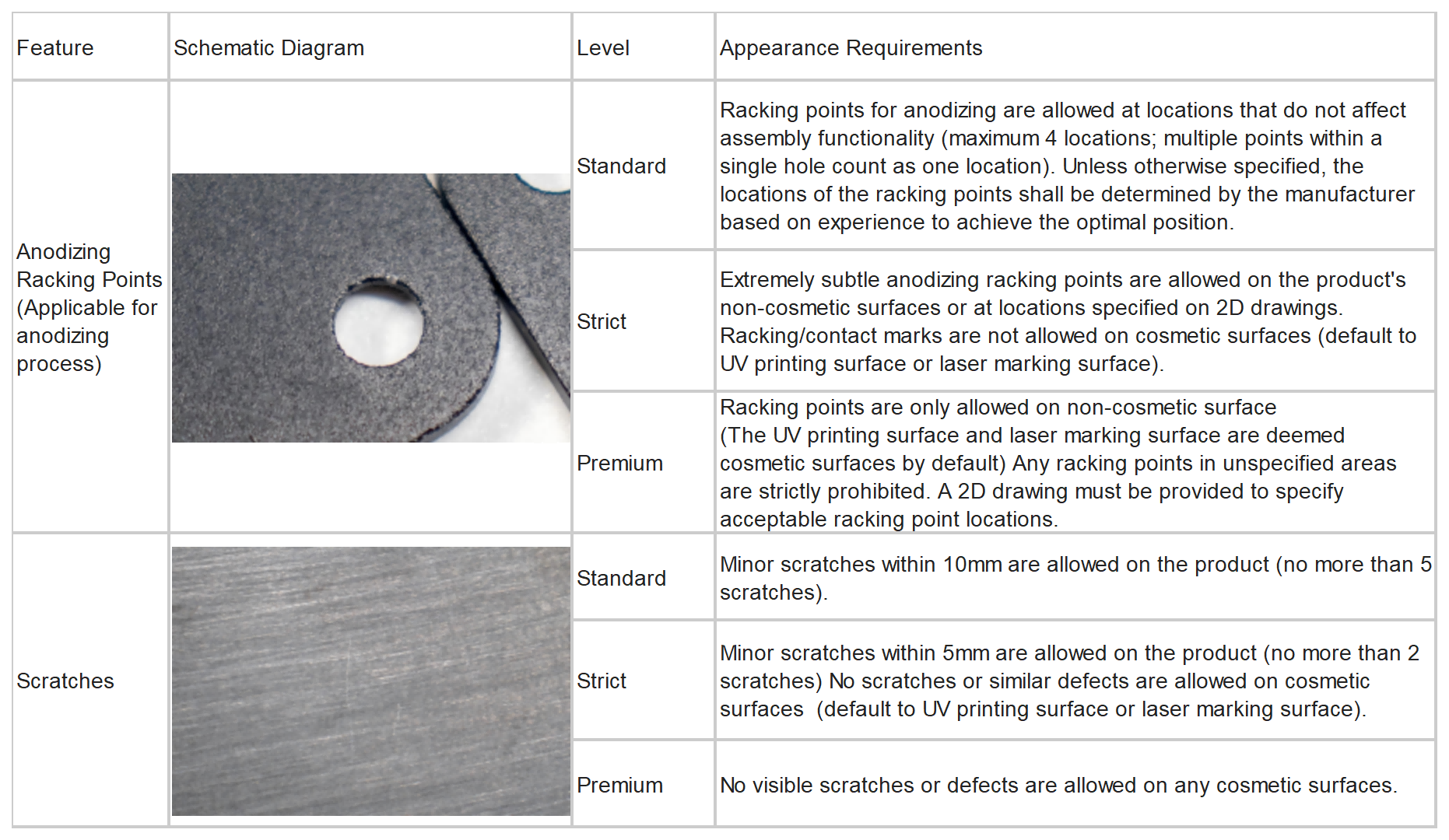
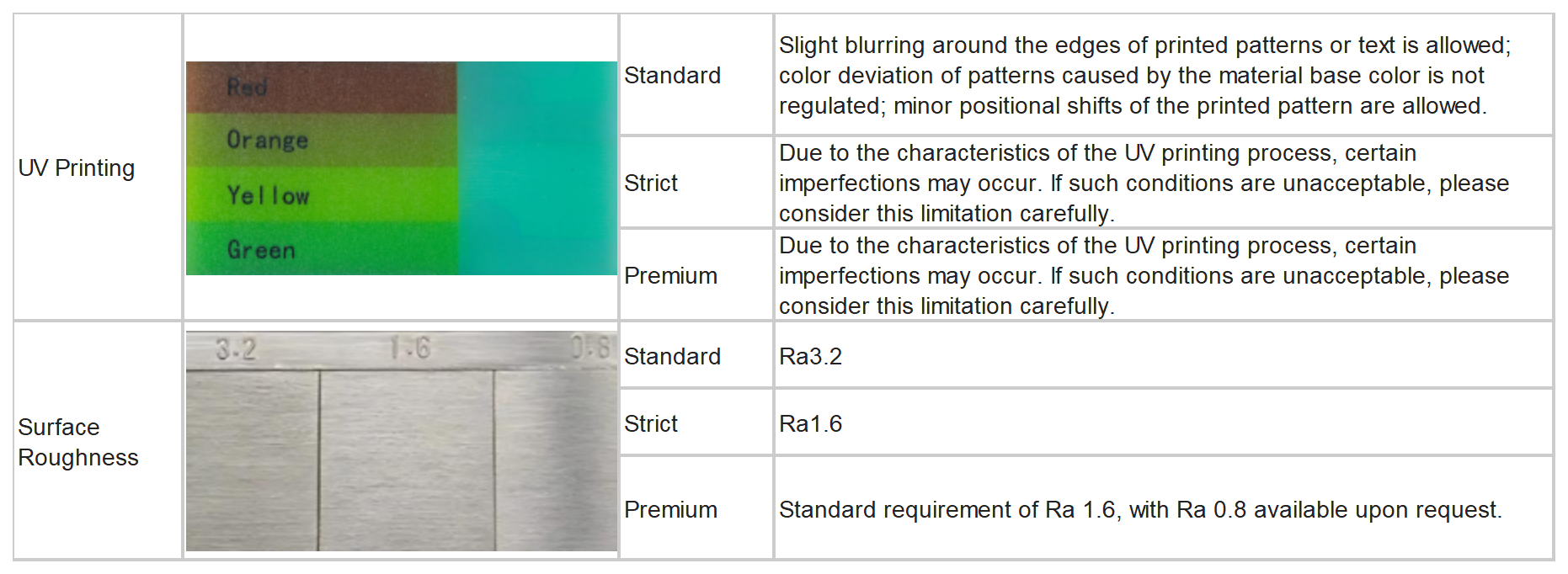
Exigences d'Apparence Standard : Convient aux scénarios où la fonctionnalité structurelle prime.
Exigences d'Apparence Strictes : Convient aux produits à usage important avec des exigences strictes d'apparence. Pour les matériaux en aluminium, veuillez sélectionner "Sablage à la perle + Traitement anodique" afin d'assurer une texture de surface uniforme et répondre aux exigences d'apparence sans défauts évidents.
Exigences d'Apparence Premium : Convient aux scénarios d'exposition haut de gamme. Pour les pièces en alliage d'aluminium, le "sablage à la perle + anodisation" doit être adopté pour garantir une texture de surface uniforme et répondre aux exigences d'apparence sans défauts.
Notes
Processus de Sablage à la Perle
• Risque de Déformation des Pièces à Parois Minces : Les pièces excessivement fines peuvent subir une déformation importante sous l'impact du sablage à la perle. Par conséquent, si le sablage à la perle est requis, il est recommandé d'augmenter l'épaisseur de la paroi à plus de 1,5 mm, ou de choisir un processus sans sablage.
• Risque de Perte de Petites Pièces : Pour les petites pièces (longueur < 5 mm, poids < 1 g, ou structures légères/fines), la surface de contact de la pince est limitée. Pendant le sablage à la perle et l'anodisation, le sablage à haute pression et l'agitation du bain d'anodisation peuvent provoquer le desserrage ou la chute des pièces, entraînant un risque relativement élevé de perte de pièces. Par conséquent, le sablage à la perle et l'anodisation ne sont pas recommandés pour les très petites pièces.
• Traitement des Trous Filetés : Les médias de sablage à la perle peuvent se coincer dans les filets fins, ce qui pourrait affecter l'utilisabilité des trous filetés inférieurs à M5. Pour éviter cela, des bouchons en caoutchouc protecteurs seront utilisés, et les trous filetés inférieurs à M5 ne subiront pas de traitement anodique. Veuillez prendre en compte cette disposition du processus ; si des exigences particulières d'anodisation sont nécessaires, veuillez nous en informer à l'avance.
Processus d'Anodisation
• Différences dans les Finitions de Machinage : Les pièces avec les mêmes matières premières mais des finitions de machinage différentes (par exemple, surface découpée au fil, surface fraisée, surface polie) peuvent entraîner des variations de couleur après anodisation.
• Différences dans les Positions de Suspension : Les pièces suspendues à différentes hauteurs dans le même bain d'anodisation peuvent présenter de légères différences de couleur après le traitement de surface.
• Différences de Lot : Des variations de couleur relativement évidentes peuvent apparaître après anodisation pour des pièces provenant de lots de commandes différents ou de commandes différentes dans les mêmes lots.