JLCCNC 外觀標準指南
最近更新在 Mar 27, 2026
本文旨在提供一套清晰且統一的產品外觀檢驗標準與指引。透過定義不同等級的外觀要求,我們期望在確保產品功能的同時,也能滿足各種情境下的美觀與品質需求。本文件詳細說明常見外觀問題(如髒污、刮傷、色差、刀紋等)的具體允收標準,並提供「標準外觀要求」與「嚴格外觀要求」兩種規格。此外,文章最後亦針對噴砂與陽極等製程提出特別注意事項,協助相關人員降低潛在製程風險,確保最終產品品質。
外觀細節
標準外觀要求:適用於結構功能優先的情境。
嚴格外觀要求:適用於外觀要求嚴格的重要用途產品。鋁材請選擇「噴砂+陽極處理」,以確保產品表面紋理均勻,達到無瑕疵、無明顯缺陷的外觀要求。
高級外觀要求:適用於高端展示情境。鋁合金零件須採用「噴砂+陽極」工藝,確保表面紋理一致,並滿足無瑕疵的外觀要求。
注意事項
噴砂製程
• 薄壁件變形風險:過薄的工件在噴砂衝擊力下可能產生明顯變形。因此若需噴砂,建議將壁厚增加至 1.5 mm 以上,或改選無噴砂工藝。
• 小零件掉落風險:對於小型零件(長度 < 5 mm、重量 < 1 g 或輕薄結構),因夾持接觸面積有限,在噴砂與陽極過程中,高壓噴射與陽極槽攪拌可能導致零件鬆脫或掉落,零件遺失風險相對較高。因此,極小零件不建議進行噴砂與陽極處理。
• 螺紋孔處理:噴砂砂材可能殘留於細牙螺紋內,影響 M5 以下螺紋孔之使用性。為避免此情況,將使用防護橡膠塞,且 M5 以下螺紋孔將不做陽極處理。請留意此製程安排;若有特殊陽極需求,請提前告知。
陽極製程
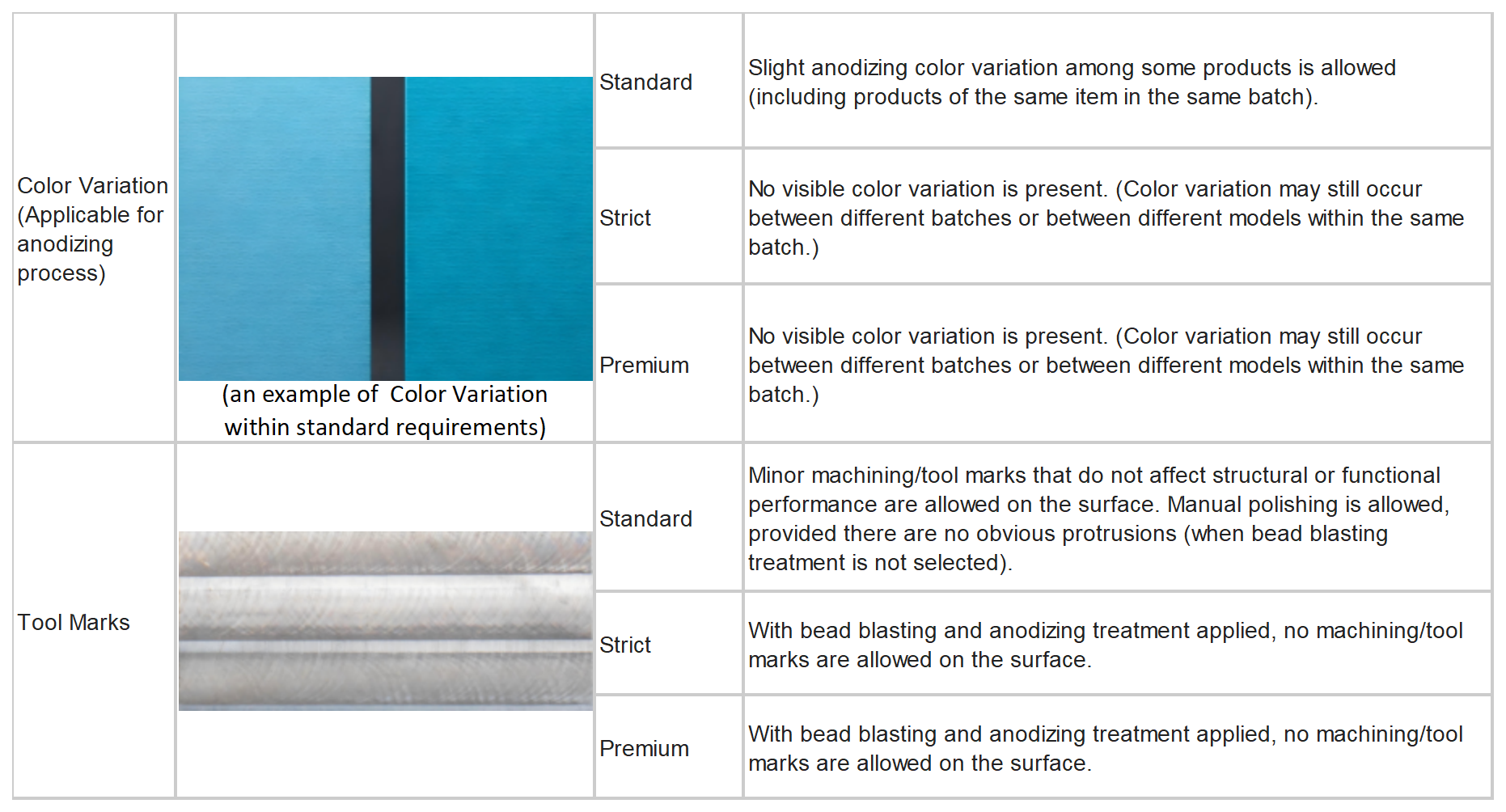
• 加工面差異:相同原料但不同加工面(如線割面、銑削面、拋光面)在陽極後可能出現色差。
• 掛點位置差異:同一陽極槽內,掛於不同高度的零件在表面處理後可能呈現輕微色差。
• 批次差異:不同訂單批次或同批次不同訂單的零件,於陽極後可能出現較明顯的色差。