JLCCNC-Richtlinien für den Erscheinungsbildstandard
Zuletzt aktualisiert am Mar 27, 2026
JLCCNC Erscheinungsstandards Richtlinien
Dieser Artikel hat zum Ziel, einen klaren und einheitlichen Satz von Standards und Richtlinien für die Inspektion der Produktoptik bereitzustellen. Durch die Definition verschiedener Erscheinungsanforderungen auf unterschiedlichen Ebenen möchten wir sicherstellen, dass die Produktfunktionalität gewährleistet ist, während ästhetische und qualitätsbezogene Anforderungen in verschiedenen Szenarien erfüllt werden. Dieses Dokument erläutert spezifische Abnahmekriterien für häufige Erscheinungsprobleme wie Auflagepunkte, Kratzer, Farbabweichungen, Werkzeugmarken usw. Wir bieten zwei Spezifikationsstufen an: "Standard-Erscheinungsanforderungen" und "Strenge Erscheinungsanforderungen". Darüber hinaus schließt der Artikel mit besonderen Hinweisen zu Prozessen wie Sandstrahlen und Anodisieren ab, die dazu dienen, das relevante Personal bei der Minimierung potenzieller Prozessrisiken zu unterstützen und eine letztendliche Produktqualität zu gewährleisten.
Erscheinungsdetails
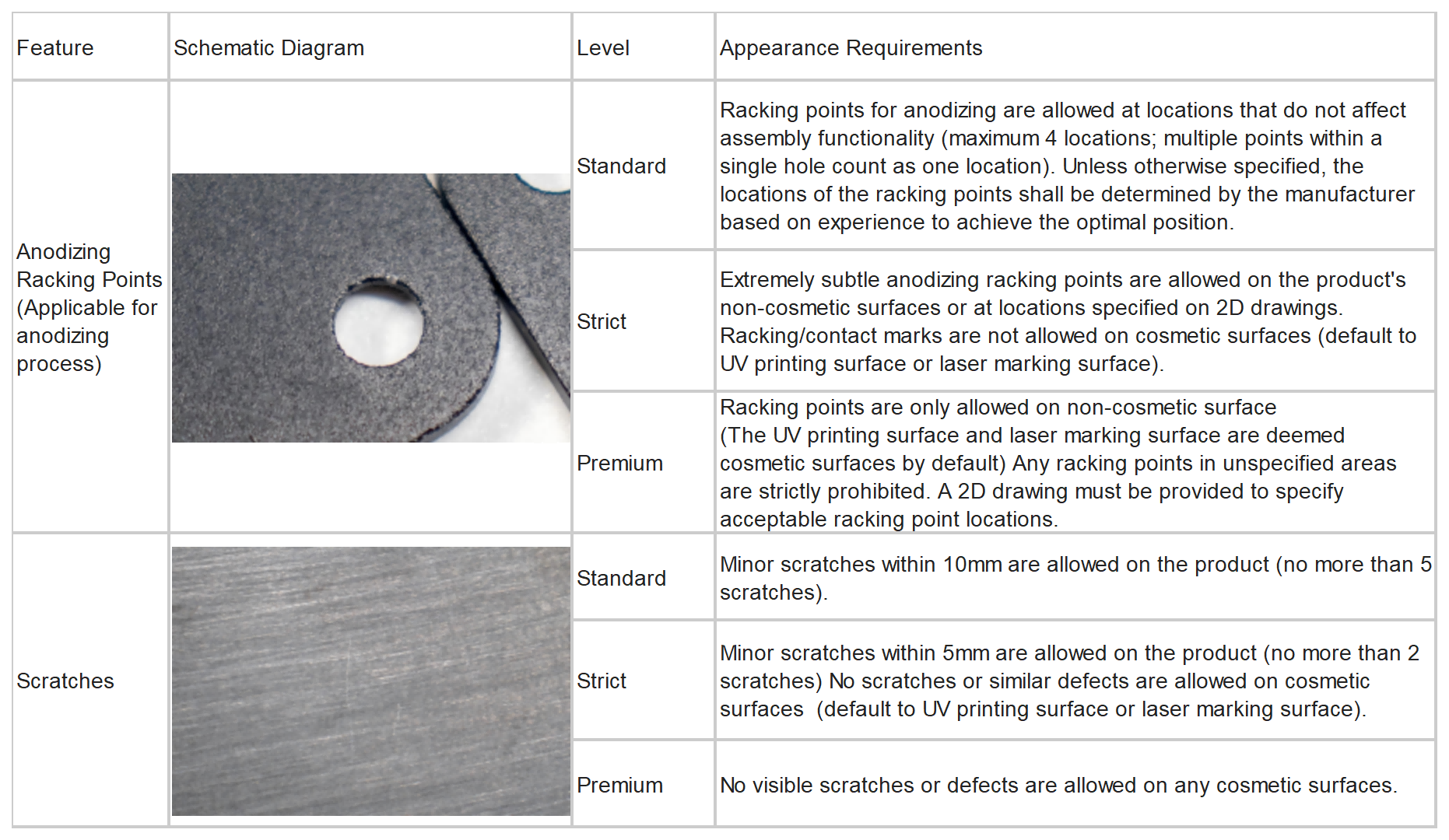
Standard-Erscheinungsanforderungen: Geeignet für Szenarien, in denen die strukturelle Funktionalität Vorrang hat.
Strenge Erscheinungsanforderungen: Geeignet für Produkte mit wichtiger Funktion und strengen Anforderungen an das Aussehen. Für Aluminiummaterialien wählen Sie bitte „Sandstrahlen + Anodisierungsbehandlung“, um eine gleichmäßige Oberflächenstruktur des Produkts zu gewährleisten und die Anforderungen an ein makelloses Aussehen ohne offensichtliche Mängel zu erfüllen.
Premium-Erscheinungsanforderungen: Geeignet für High-End-Display-Szenarien. Für Aluminiumlegierungsteile sollte „Sandstrahlen + Anodisierung“ angewendet werden, um eine gleichmäßige Oberflächenstruktur zu gewährleisten und die Anforderungen an ein fehlerfreies Aussehen zu erfüllen.
Hinweise
Sandstrahlprozess
• Verformungsrisiko bei dünnwandigen Teilen: Übermäßig dünne Werkstücke können unter der Aufprallkraft des Sandstrahlens eine erhebliche Verformung erfahren. Daher wird empfohlen, bei Bedarf das Wanddickenmaß auf mehr als 1,5 mm zu erhöhen oder einen Prozess ohne Sandstrahlen zu wählen.
• Risiko von Verlust kleiner Teile: Bei kleinen Teilen (Länge < 5 mm, Gewicht < 1 g oder leichte/dünne Strukturen) ist die Fläche für den Klemmschutz begrenzt. Während des Sandstrahlens und Anodisierens kann der Hochdruckstrahl und die Bewegung des Anodisierbads dazu führen, dass Teile sich lockern oder abfallen, was ein relativ hohes Risiko für den Verlust von Teilen bedeutet. Daher wird das Sandstrahlen und Anodisieren für sehr kleine Teile nicht empfohlen.
• Behandlung von Gewindelöchern: Sandstrahlmedien können sich in feinen Gewinden festsetzen, was die Nutzbarkeit von Gewindelöchern unter M5 beeinträchtigen kann. Um dies zu verhindern, werden schützende Gummistopfen verwendet, und Gewindelöcher unter M5 werden nicht anodisiert. Bitte berücksichtigen Sie diese Prozessregelung; falls spezielle Anodisierungsanforderungen bestehen, informieren Sie uns bitte im Voraus.
Anodisierungsprozess
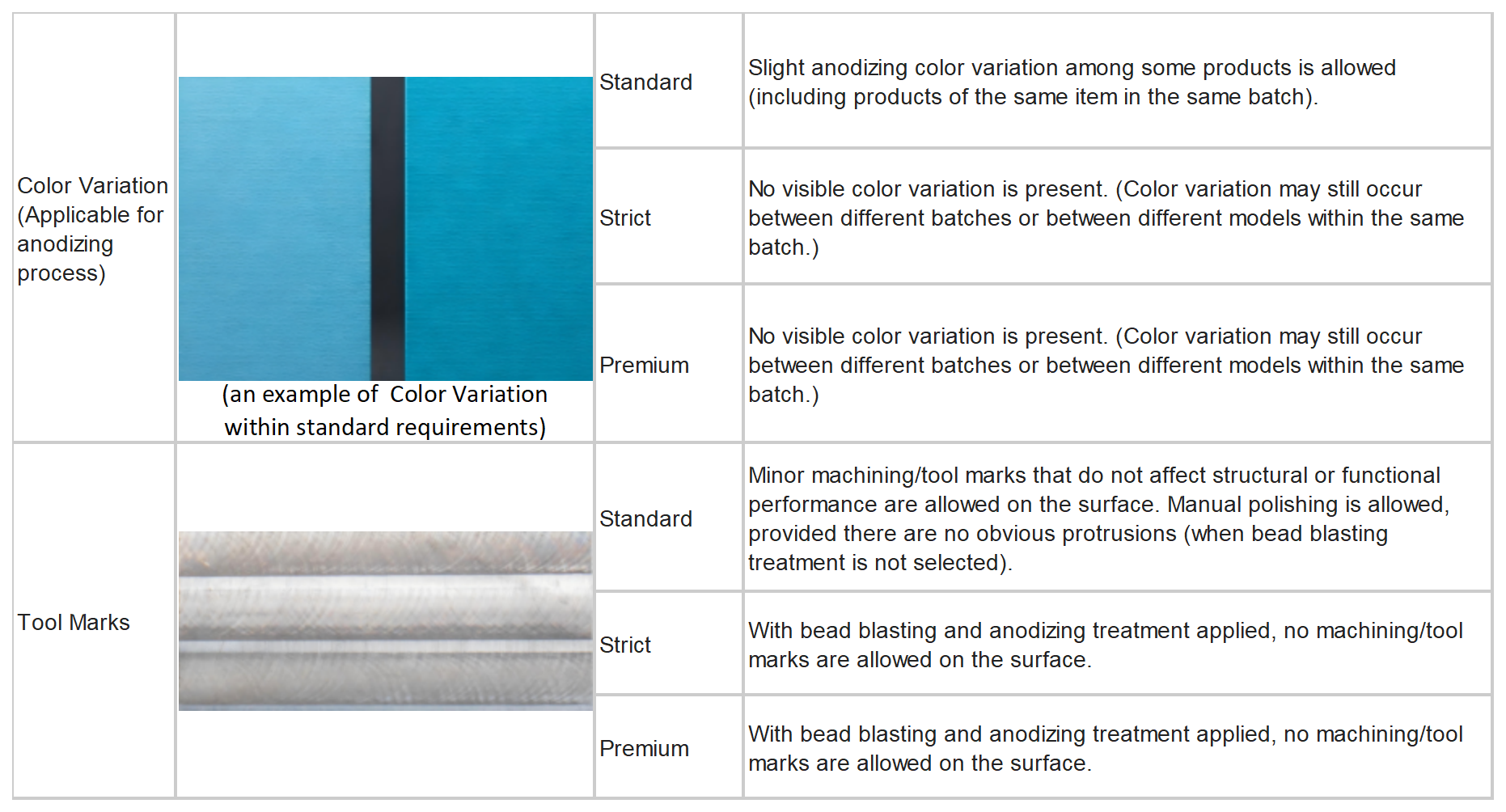
• Unterschiede in den Bearbeitungsoberflächen: Teile mit denselben Rohmaterialien aber unterschiedlichen Bearbeitungsoberflächen (z. B. Drahtschneidoberfläche, gefräste Oberfläche, polierte Oberfläche) können nach der Anodisierung Farbabweichungen aufweisen.
• Unterschiede in den Aufhängungspositionen: Teile, die in verschiedenen Höhen im selben Anodisierungsbad aufgehängt werden, können nach der Oberflächenbehandlung leichte Farbabweichungen aufweisen.
• Unterschiede zwischen Chargen: Deutliche Farbabweichungen können nach der Anodisierung für Teile aus verschiedenen Bestellchargen oder aus unterschiedlichen Bestellungen innerhalb derselben Charge auftreten.