ABS vs Polycarbonate: Which Plastic Is Better for CNC Machining?
13 min
- ABS vs Polycarbonate for CNC Machining — Quick Definition
- Quick Comparison: ABS vs PC for CNC Machining
- ABS and Polycarbonate Material Overview
- CNC Machinability and Stability: ABS vs Polycarbonate
- Recommended Tolerances and Drawing Notes
- H2:ABS vs PC Cost in CNC Machining
- Transparency and Aesthetic Considerations
- Typical Applications: When ABS Wins vs When PC Wins
- Which Should You Choose for Your Part?
- CNC Machining ABS and Polycarbonate at JLCCNC
- FAQ
● Choose ABS for lower cost, faster machining, and stable tolerances (non-transparent parts).
● Choose PC for impact resistance and transparency, but expect higher machining risk and cost.
● For thin walls + tight tolerances, ABS is usually safer.
● For clear guards/windows, PC is the only practical option (often needs polishing).
This guide compares ABS and polycarbonate specifically from a CNC machining perspective, helping engineers select the right plastic based on machining behavior, tolerance risk, and end-use requirements.
ABS vs Polycarbonate for CNC Machining — Quick Definition
ABS is a cost-effective, easy-to-machine thermoplastic widely used for CNC-machined housings, brackets, and functional parts where dimensional stability and surface finish are more important than transparency or extreme impact strength.
Polycarbonate (PC) is a high-impact, transparent engineering plastic used for CNC-machined guards, covers, and structural components, requiring stricter control of heat and cutting stress to avoid distortion or cracking.
Quick Comparison: ABS vs PC for CNC Machining
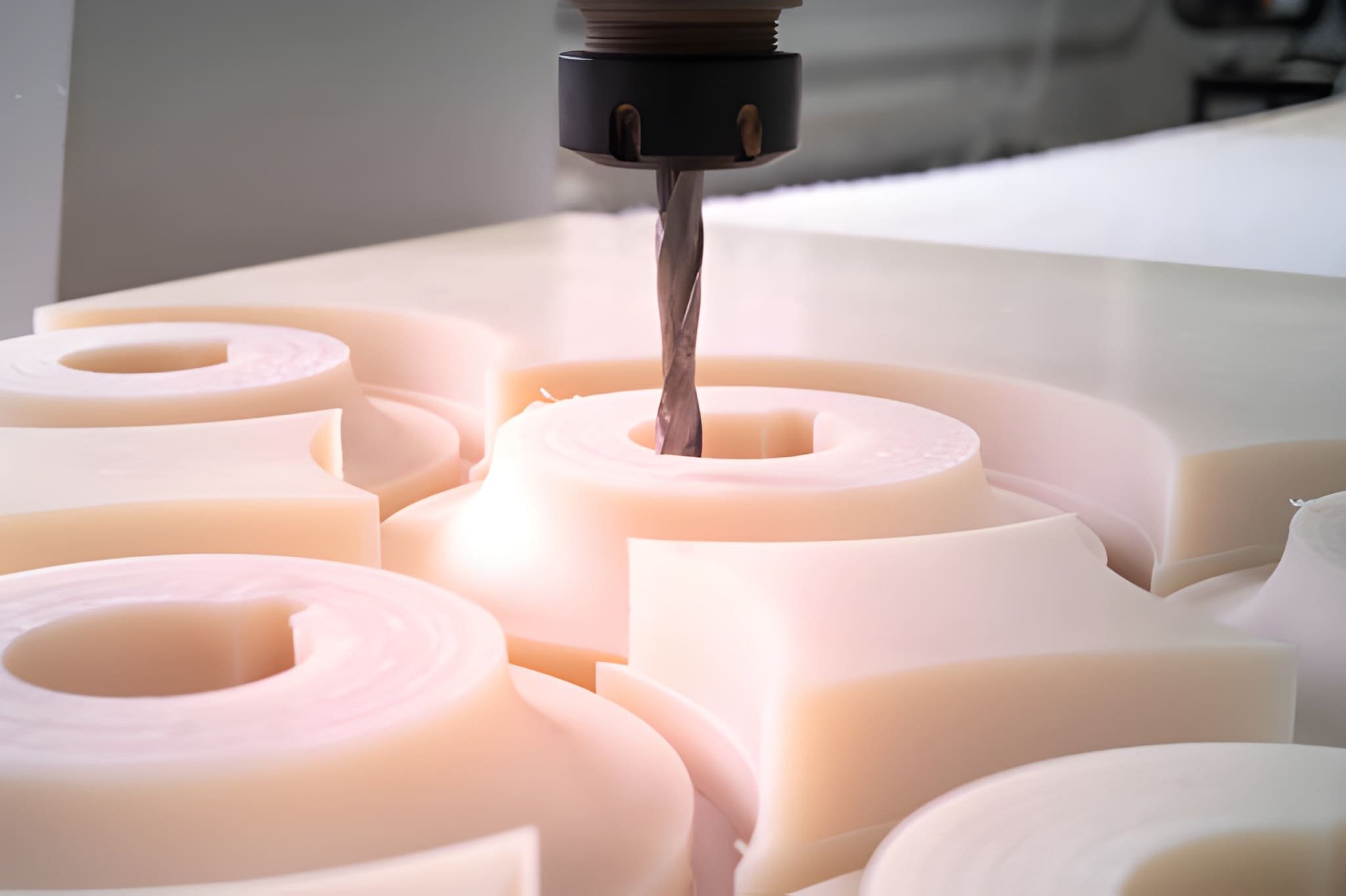
Milling machine carving precise holes in ABS material. Source: iStock
Quick Takeaways:
ABS: Lower cost, easier machining, and better dimensional stability for most non-transparent parts.
Polycarbonate (PC): Higher impact resistance and optical transparency, but more prone to stress whitening, cracking, and heat-related distortion if parameters are not controlled.
Choose ABS when: cost, speed, and stable tolerances are the priority.
Choose PC when: transarency or impact resistance is a hard requirement, and the process can support more conservative cutting and fixturing.
The table below summarizes the key CNC machining differences between ABS and polycarbonate, focusing on machinability, tolerance control, surface finish, and cost impact.
ABS vs Polycarbonate for CNC Machining: Comparative Analysis
If machining speed and cost dominate, ABS usually wins.
If impact resistance or transparency is non-negotiable, PC becomes necessary despite the higher machining risk.
| Factor | ABS | Polycarbonate (PC) |
| Machinability | Easy to cut and stable | Harder to cut, higher cutting forces |
| Tool Wear | Low, forgiving on tools | Higher wear with aggressive settings |
| Heat Sensitivity | Softens if the feeds are too slow | Builds internal stress from heat |
| Risk During Machining | Smearing and edge melt | Cracking, stress whitening |
| Surface Finish | Smooth, matte finish | Clear or glossy but harder to polish |
| Tolerance Control | Good for general tolerances | Challenging for thin or tight features |
| Cost Sensitivity | Lower material and machining costs | Higher material and processing cost |
| Typical CNC Use | Housings, brackets, prototypes | Guards, covers, impact-resistant parts |
ABS is the go-to when machining speed and low cost matter—especially for projects using JLCCNC CNC machining service. ABS works well for prototype housings and parts that need a clean surface but will not take heavy loads. Polycarbonate is better for strong or clear parts. It needs careful cutting and smart design to avoid cracking or scraping.
ABS and Polycarbonate Material Overview
What Is ABS in CNC Machining

A close-up view of precision-machined off-white ABS parts. Source: weerg.com
ABS CNC machining is widely used for enclosures, fixtures, brackets, and functional prototypes. It supports fast roughing and finishing cycles and maintains consistent dimensions across repeated operations.
ABS parts are well-suited for designs that require clean cosmetic surfaces without complex post-processing. The material performs reliably during iterative machining and design adjustments, making it a practical choice for prototyping and low- to medium-volume production.
Need other options besides ABS and PC? See our plastic CNC machining materials list.
What Is Polycarbonate in CNC Machining

A milling cutter cuts polycarbonate sheet on a robotized production line. Source: iStock
Polycarbonate CNC machining is commonly used for impact-resistant and transparent components. Typical applications include safety guards, protective covers, and structural parts that require both strength and visibility.
To achieve consistent results, polycarbonate machining requires controlled cutting parameters and careful feature design. It is best suited for parts where mechanical performance or transparency is more important than machining speed.
Vibration or heat shows up immediately. Clear parts often need light polishing or buffing to meet visual or optical standards. Polycarbonate is usually used for guard covers and impact-resistant parts.
CNC Machinability and Stability: ABS vs Polycarbonate
CNC Machining Behavior
ABS and polycarbonate behave very differently under CNC cutting forces and heat, which directly affects machining stability and process reliability.
ABS is generally forgiving during machining. It tolerates higher cutting speeds and more aggressive toolpaths with a lower risk of stress cracking. Chips evacuate cleanly, cutting forces remain stable, and the material dissipates heat relatively evenly. This makes ABS suitable for complex geometries and repeated production runs without tight process tuning.
Polycarbonate is more sensitive to localized heat and stress concentration. During CNC machining, internal stress tends to accumulate rather than dissipate, especially near sharp internal corners or thin sections. If feeds, speeds, or tool geometry are not carefully controlled, polycarbonate may show edge whitening, surface cracking, or post-machining distortion.
As a result, machining polycarbonate typically requires reduced cutting speeds, sharp tools, conservative depths of cut, and carefully planned toolpaths to maintain consistency and avoid damage.
Dimensional Stability After Machining
Dimensional stability refers to a machined part’s ability to maintain its intended geometry after cutting forces are removed and clamping is released. Loss of dimensional stability typically manifests as warping, bowing, or delayed deformation after machining.
ABS generally maintains dimensional stability well. Its lower sensitivity to residual stress allows parts to relax more uniformly once unclamped, reducing the risk of warping in thin walls or large flat areas.
Polycarbonate, while mechanically stronger, is more prone to internal stress buildup during machining. If cutting heat, tool pressure, or uneven clamping is not well controlled, this internal stress can release after machining, leading to warping, edge curl, or stress whitening. Proper fixturing, conservative cutting parameters, and uniform wall thickness are essential to minimize these risks.
Surface Finish, Cosmetic Quality, and Cracking Risk
Surface appearance and cosmetic expectations differ significantly between ABS and polycarbonate.
ABS supports aggressive finishing passes and produces smooth, matte surfaces with minimal post-processing. It machines cleanly and is well-suited for visible housings, enclosures, and painted or textured parts. Minor tool marks are easy to remove with light finishing.
Polycarbonate requires more controlled finishing, especially for clear or optical parts. Tool marks, scratches, or stress whitening are more visible due to transparency. Clear polycarbonate often needs careful polishing, buffing, or coating to meet cosmetic or optical standards.
While both materials can show surface defects if machining parameters are incorrect, polycarbonate demands tighter control to preserve clarity and long-term appearance.
Recommended Tolerances and Drawing Notes

Various black plastic components on display in an industrial setting. Source: iStock
It is critical to specify realistic tolerances and clear drawing notes. These plastics respond differently to heat, tool pressure, and clamping. Scrap can be reduced, less rework can be minimized, and the quality of parts can be enhanced by engineers who offer special instructions about the drawings.
Typical Tolerances for ABS CNC Machining
ABS is relatively forgiving, but understanding its behavior ensures consistent results
● General features: ±0.10 mm is achievable for most holes, pockets, and profiles
● Critical features: ±0.05 mm is possible with proper fixturing
● Wall thickness: Uniform walls improve dimensional stability
● Flatness: ABS holds flatness well after unclamping
Practical tip: Focus on tight tolerances on functional features only. Trying to control non-critical areas increases machining time and inspection effort.
Typical Tolerances for Polycarbonate CNC Machining
Polycarbonate is more sensitive to heat and internal stress, so tolerances should be planned with care.
● General features: ±0.10 mm is realistic under controlled conditions
● Critical features: ±0.05 mm is achievable with reduced depths of cut and staged machining
● Thin walls: Thin walls below ~2 mm increase the risk of warping and stress whitening in PC; use uniform thickness and add radii where possible.
● Large surfaces: Expect minor spring-back after release
Practical tip: Reserve tight tolerances for functional interfaces only. Remove less material per pass and allow stress relief time to maintain dimensional stability.
Drawing Notes to Reduce Machining Risk
Good drawing notes prevent unnecessary failures and optimize production efficiency:
● Specify minimum internal radii to reduce stress concentration
● Clearly identify cosmetic vs functional surfaces
● Avoid aggressive press fits in polycarbonate
● Reserve tight tolerances for functional interfaces only
Practical tip: Avoid “tight everywhere” notes. Focus on what matters functionally—this reduces risk and improves yield.
H2:ABS vs PC Cost in CNC Machining
ABS vs polycarbonate cost in CNC machining is not just about raw material price. Total cost typically comes from four buckets:
● Material: ABS usually has a lower sheet/rod price, while polycarbonate (PC) is higher, especially for clear, high-quality grades.
● Cycle time: ABS generally supports higher feeds/speeds and more aggressive toolpaths, which reduces machining time. PC often needs more conservative cutting to control heat and stress.
● Scrap and rework: ABS is more forgiving, so yield is often higher. PC is more likely to show stress whitening, cracking, or warping—raising scrap risk if setup and parameters are not optimized.
● Finishing: ABS often meets cosmetic needs with light deburring or sanding (and paint if needed). Clear PC frequently requires extra polishing/buffing or coating to reach visual or optical standards.
Practical tip: If your part has thin walls, sharp internal corners, or high cosmetic requirements, PC’s cost is more likely to rise due to slower machining and additional finishing.
Transparency and Aesthetic Considerations
Choosing between ABS and polycarbonate goes beyond strength. It also changes how the part will look. Understanding transparency surface marks and finishing helps engineers set expectations that match what comes off the machine.
Transparency When Polycarbonate Is the Only Option
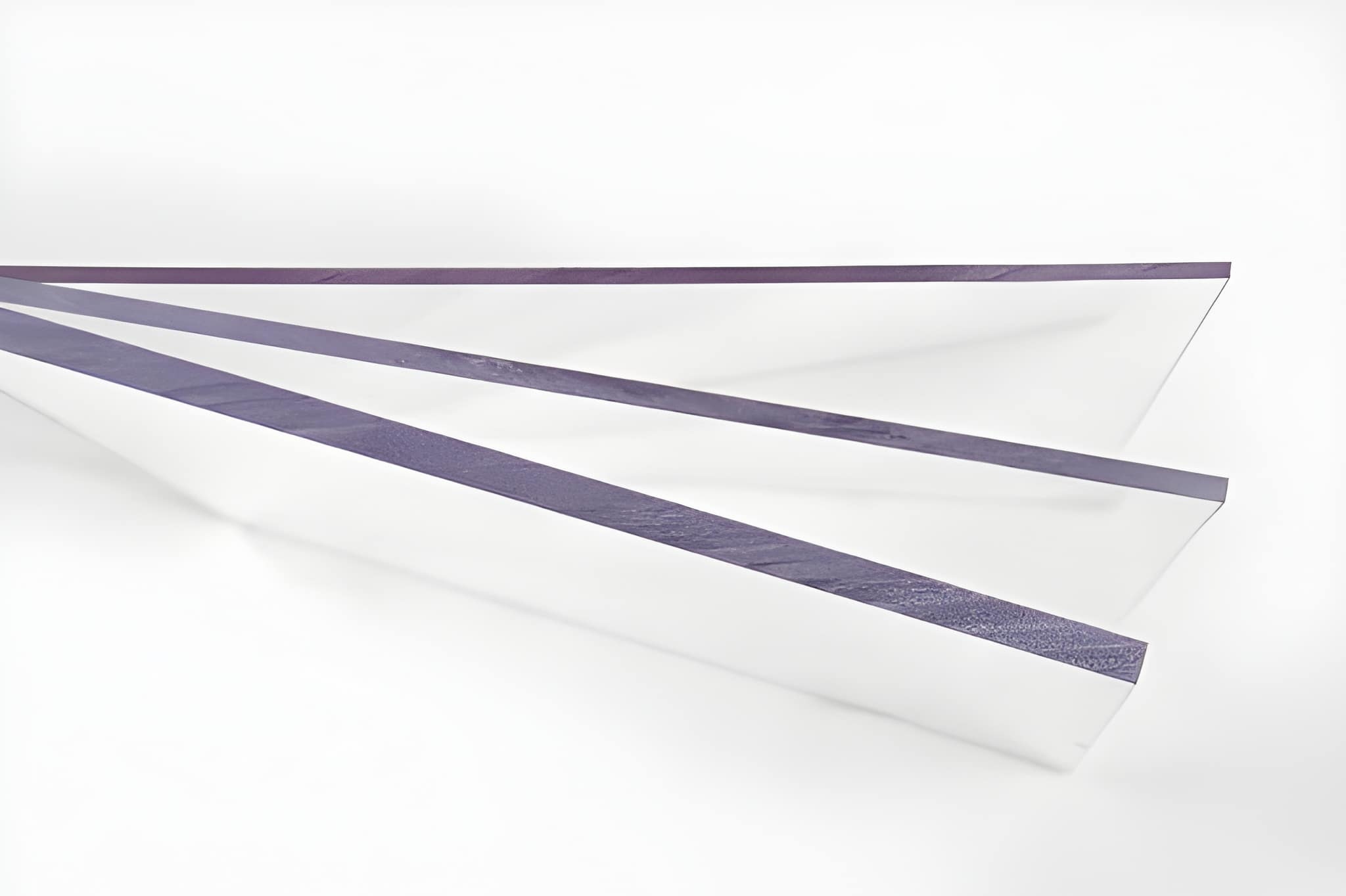
The image depicts three clear polycarbonate sheets placed side by side. Source: iStock
Polycarbonate is clear, and that makes it the first choice for lens guards or display windows. ABS is not optically transparent like polycarbonate and is typically opaque or translucent. If the part needs to be see-through, polycarbonate is the safe option.
Surface Marks, Scratches, and Post Finishing Options
Both ABS and polycarbonate can show tool marks if feeds and speeds are off. Polycarbonate scratches easily. ABS can get small burn marks if the cut is too hot. Light sanding, polishing, or vapor smoothing works well for ABS, while polycarbonate requires careful buffing or coating to maintain optical clarity.
Color, Texture, and Cosmetic Expectations for ABS vs PC

Various ABS sheets with vibrant colours are displayed. Source: iStock
ABS is easy to work with. You can paint it or make textured surfaces. Polycarbonate is mostly left natural to stay clear. Colored grades exist, but the transparency is slightly reduced. Sharp edges, thin walls, and high-stress areas in polycarbonate can yellow or scratch if not handled carefully during machining and finishing.
Typical Applications: When ABS Wins vs When PC Wins
ABS and polycarbonate serve different CNC machining applications based on performance priorities.
Typical ABS CNC Machining Applications

Small rectangular grey ABS plastic enclosure box for electronics with mounting tabs and a cap. Source: iStock
ABS is strong and easy to machine. It offers decent chemical resistance for many common environments, but solvent compatibility should be checked. It works best for parts that don’t need transparency but require toughness and finishability. Examples of CNC-machined ABS parts:
● Enclosures for electronics
● Control panels
● Automotive interior components
● Tool handles and grips
● Functional prototypes
● Appliance housings
● Machine covers
Typical Polycarbonate CNC Machining Applications
Polycarbonate offers high impact resistance, heat stability, and transparency. Use it when parts must be durable or clear. Examples of CNC-machined polycarbonate parts:
● Machine guards and safety shields
● Transparent covers and windows
● Light diffusers and lenses
● High-strength mechanical components
● Medical device housings
● Aerospace interior components
● Protective equipment and helmets
Which Should You Choose for Your Part?
Choose ABS when machining speed, dimensional stability, surface finish, and cost efficiency are priorities for non-transparent parts.
Choose polycarbonate when impact resistance, thermal performance, or transparency is required, and the machining process can accommodate stricter control and higher risk.
The optimal choice depends on the part function, tolerance requirements, and production conditions.
Practical Selection Guidelines:
Choose ABS if:
● Part geometry is simple or moderately detailed
● Operating loads are low to moderate
● Machining speed and lower tool wear are priorities
● Surface finish and paintability matter more than transparency or high strength
Choose Polycarbonate if:
● The part must resist impact or bending
● Thermal resistance is required
● Transparency or optical clarity is needed
● Machining can accommodate slower feeds and careful tool path planning

CNC Machining ABS and Polycarbonate at JLCCNC
At JLCCNC, we handle ABS and polycarbonate with hands-on precision. We set feeds, speeds, and clamping carefully to keep parts stable and avoid stress build-up. Our goal is to deliver components that hold their dimensions and surface finish while reducing scrap and rework. We pay attention to common issues like warping, cracking, or surface marks so your parts come off the machine ready to use.
JLCCNC ABS CNC Machining Capabilities
At JLCCNC, our engineers ensure your ABS parts come out consistent and strong. Key points:
● Good for prototypes and medium-strength parts like brackets, housings, or gears.
● Typical machining tolerance range: ±0.05–0.10 mm depending on geometry and size; tighter tolerances may require controlled machining and inspection.
● Smooth surface finishes suitable for functional or cosmetic use.
● Guidance on design, such as wall thickness and rounded edges to prevent weak spots.
JLCCNC Polycarbonate CNC Machining Capabilities
JLCCNC can machine clear or strong polycarbonate parts without cracking. Key points:
● Ideal for impact-resistant parts like shields, covers, and guards.
● Typically ±0.05–0.10 mm depending on geometry; tighter tolerances available with controlled machining.
● Smooth and clear finishes are possible with controlled cutting and speeds.
● Expert advice on setup to reduce the risk of stress cracks or warping.
FAQ
Is ABS better than polycarbonate for CNC machining?
It depends on the part requirements. ABS is easier to machine, more forgiving, and usually more cost-effective for non-transparent parts. Polycarbonate is chosen when impact resistance or transparency is required, despite a higher machining risk.
Which is stronger, ABS or polycarbonate?
Polycarbonate is significantly stronger in terms of impact resistance and toughness. ABS is less stiff but offers better machinability and dimensional stability during CNC machining.
Why does polycarbonate crack or whiten during CNC machining?
Polycarbonate is sensitive to heat and localized stress. Aggressive cutting, sharp internal corners, or uneven clamping can cause stress concentration, leading to cracking or stress whitening during or after machining.
Is polycarbonate harder to CNC machine than ABS?
Yes. Polycarbonate typically requires lower cutting speeds, sharp tools, and carefully planned toolpaths. ABS tolerates a wider range of machining parameters and is less prone to post-machining distortion.
When should ABS be chosen over polycarbonate?
ABS is preferred when machining speed, cost efficiency, and cosmetic finish matter more than impact resistance or transparency. It is commonly used for enclosures, brackets, and functional prototypes.
When is polycarbonate the better choice despite higher machining risk?
Polycarbonate should be used when parts must withstand impact, maintain transparency, or operate in higher-stress environments, and when the machining process can accommodate stricter control.
Keep Learning
Polycarbonate CNC Machining: Properties, Design Guidelines, and Manufacturing Considerations
Key Takeaways About Polycarbonate CNC Machining Polycarbonate is used for clear guards, covers, housings, and inspection parts where visibility and protection matter in use, not just on drawings. Different machining materials or grades behave differently during cutting and show up mainly in surface clarity and edge condition. Heat from cutting affects surface marks more than the strength of the material itself. Thin walls and wide flat areas are where most surface issues start during machining. Tool s......
Polycarbonate vs Acrylic for CNC Parts: Strength, Machining & Material Selection
Quick Comparison: Polycarbonate vs Acrylic Property Polycarbonate Acrylic Tensile strength 55–75 MPa 70–80 MPa Impact resistance 600–900 J/m (notched Izod) 15–30 J/m Flexural modulus 2.1–2.5 GPa 3.0–3.3 GPa Light transmission 88–90% 92–93% Heat deflection temp approximately 110–130°C depending on grade and test condition 75–100°C Chemical resistance Moderate. attacked by solvents Good. resists most common chemicals Machinability Good. tends to melt at edges Excellent. clean chips, sharp edges UV resis......
What Is Bakelite? Properties, Manufacturing Process, and CNC Machining Guide
(AI generated) Vintage bakelite switch and modern machined bakelite Bakelite still appears in electrical systems, legacy equipment, and industrial fixtures where thermal stability and insulation matter more than mechanical toughness. In these environments, materials are not selected for flexibility or impact resistance, but for their ability to remain stable under heat, voltage, and long-term load. Unlike modern thermoplastics, Bakelite does not soften or deform once formed. That behavior affects not ......
Thermoset vs Thermoplastic: Key Differences, Properties, and Manufacturing Applications
Thermosets and thermoplastics are the two main types of plastics used in manufacturing. Choosing between thermoset vs thermoplastic materials significantly affects CNC machining performance. On paper, they can appear similar. In practice, they behave very differently when exposed to heat, mechanical stress, or cutting forces. This difference shows up quickly in real projects. It affects: ● Heat resistance and softening behavior ● Long-term deformation under load ● CNC machining stability and tool wear......
Plastic CNC Machining: Guide to Materials, Machines & Cutting Strategies
Understanding Plastic CNC Machining When most people think of CNC machining, metals come to mind first, aluminum, steel, titanium. But plastic CNC machining has quietly creeped into many industries. Why? Because plastics are lightweight, versatile, and cost-effective, making them an ideal option for places where the best performance is needed on the best budget. CNC for plastic is now as common as CNC for metal. At JLCCNC, we don't just work with metals, we also provide CNC machining of plastic parts ......
ABS vs Polycarbonate: Which Plastic Is Better for CNC Machining?
● Choose ABS for lower cost, faster machining, and stable tolerances (non-transparent parts). ● Choose PC for impact resistance and transparency, but expect higher machining risk and cost. ● For thin walls + tight tolerances, ABS is usually safer. ● For clear guards/windows, PC is the only practical option (often needs polishing). This guide compares ABS and polycarbonate specifically from a CNC machining perspective, helping engineers select the right plastic based on machining behavior, tolerance ri......