Bestell- und Richtlinien zur CNC-Bearbeitung
Zuletzt aktualisiert am Jun 15, 2026
Um eine reibungslose Auftragsabwicklung, präzise Fertigung und termingerechte Lieferung sicherzustellen, lesen Sie bitte die folgenden Richtlinien sorgfältig durch, bevor Sie Ihre CNC-Bearbeitungsbestellung aufgeben.
Bei Fragen können Sie uns jederzeit über den Live-Chat oder per E-Mail an support@jlcpcb.com kontaktieren.
1. Angebots- und Preisrichtlinien
Der endgültige Preis sowie die Lieferzeit aller Bestellungen unterliegen einer manuellen Prüfung und Bestätigung. Für einige Aufträge steht eine automatische Preisberechnung als Orientierung zur Verfügung. Maßgeblich sind jedoch immer die Ergebnisse der manuellen Überprüfung.
Fälle, die nicht für automatische Angebote geeignet sind
- Große Stückzahlen: Bestellmenge über 20 Stück
- Komplexe Dateien: Eine einzelne 3D-Datei enthält mehrere Modelle, Körper oder Baugruppen
- Besondere Merkmale: Bauteile mit nicht eindeutig erkennbaren Merkmalen, Sonderwerkstoffen oder speziellen Oberflächenbehandlungen
- Spezialverfahren: Bearbeitungen wie EDM (Funkenerosion)
Falls das System kein Sofortangebot erstellen kann oder Sie die Preisangabe für ungenau halten, können Sie den Artikel dennoch kostenlos in den Warenkorb legen und eine Anfrage einreichen. Unser Engineering-Team prüft Ihre Daten und erstellt innerhalb von 24 Stunden ein manuelles Angebot.
Hinweis: Systemgenerierte Preise und Lieferzeiten können aufgrund von Produktionsauslastung oder Marktschwankungen leicht variieren. Verbindlich sind die Ergebnisse der manuellen Prüfung.
2. Produktions- und Versandzeiten
Die Fertigungszeit (Build Time) bezeichnet die Produktionsdauer vom Eintritt in die Fertigung bis zur Fertigstellung. Die ursprünglich ausgewählte Fertigungszeit kann von der tatsächlichen Fertigungszeit abweichen. Die endgültige Dauer wird nach der manuellen Prüfung festgelegt.
| Regel | Details |
|---|---|
| Werksinterner Transfer | Nach Fertigstellung wird 1 zusätzlicher Tag benötigt, um die Teile vom Werk zum Versandzentrum zu transportieren. |
| Zahlungsschluss | Die Lieferzeit wird ab dem tatsächlichen Zahlungseingang berechnet. Zahlungen nach 19:00 Uhr (GMT+8) verursachen eine Verzögerung von 1 Tag. |
| Sonntage & Feiertage | Produktionspläne werden gemäß den offiziellen Feiertagsankündigungen angepasst. |
| Endgültige Fertigungszeit | Die im Online-Portal angezeigten Schätzungen können geringfügig von der tatsächlichen Fertigungszeit abweichen. Die finale Zeit wird nach der manuellen Prüfung bestätigt. |
Wichtig: Falls unsere Ingenieure während der Bearbeitung Rückfragen zu Ihren Dateien haben, wird die Produktionszeit angehalten, bis die offenen Punkte geklärt sind. Bitte prüfen Sie regelmäßig Ihre E-Mails, um Verzögerungen zu vermeiden.
3. Dateiformate und Zeichnungsvorgaben
Wir empfehlen dringend, für jedes Bauteil sowohl eine 3D-Datei als auch eine 2D-Zeichnung hochzuladen.
Unterstützte Formate
- 3D-Dateien (Pflicht): .step, .stp
- 2D-Zeichnungen: .pdf, .dwg, .dxf
Komprimierte Dateien: .zip (darf ausschließlich die oben genannten Formate enthalten)
Prioritätsregeln bei Abweichungen zwischen 3D- und 2D-Daten
Um Fertigungsfehler zu vermeiden, sollten die 3D- und 2D-Dateien denselben Dateinamen tragen. Bei widersprüchlichen Angaben gelten folgende Regeln:
1. Allgemeine Abweichungen: Die 3D-Datei hat Vorrang gegenüber der 2D-Zeichnung.
2. Bauteilgeometrie: Wird vollständig anhand des 3D-Modells gefertigt.
3. Sondermerkmale: Gewinde, Laserbeschriftungen, UV-Druck, Toleranzen und Oberflächenrauheiten werden ausschließlich nach der 2D-Zeichnung umgesetzt.
4. Parameterkonflikte: Widersprechen sich Angaben in der 2D-Zeichnung und die auf der Bestellseite gewählten Parameter, gelten die Angaben der Bestellseite.
Richtlinien für Gewindebohrungen
Auswahl auf der Bestellseite: Bitte aktivieren Sie beim Festlegen der Bearbeitungsparameter die Option „Gewinde = JA“ (Threads = YES).
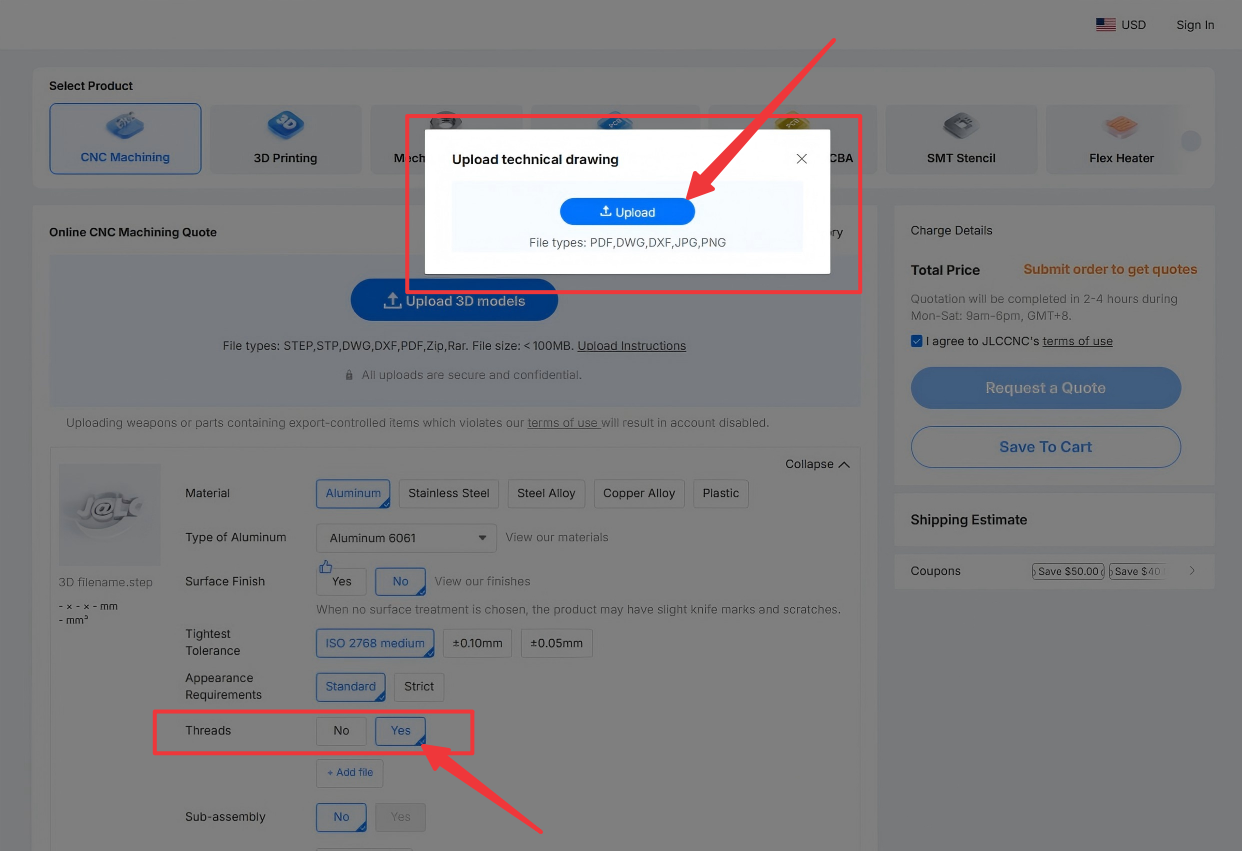
- Anforderungen an die 2D-Zeichnung: Geben Sie die genauen Gewindespezifikationen an (z. B. Steigung, Tiefe, Gewindetyp wie M8×1,25).
- Tipp für die 3D-Modellierung: Modellieren Sie den Bohrungsdurchmesser entsprechend dem Kernlochdurchmesser (Beispiel: Für ein M8×1,25-Gewinde sollte das 3D-Modell eine Bohrung von Ø6,8 mm enthalten.)
- Sondergewinde: Für spezielle oder kundenspezifische Gewinde fügen Sie bitte einen eindeutigen Hinweis hinzu oder kontaktieren Sie den Support. Siehe unsere Richtlinie für Threaded Hole.
4. Bearbeitungs- und Fertigungsmöglichkeiten
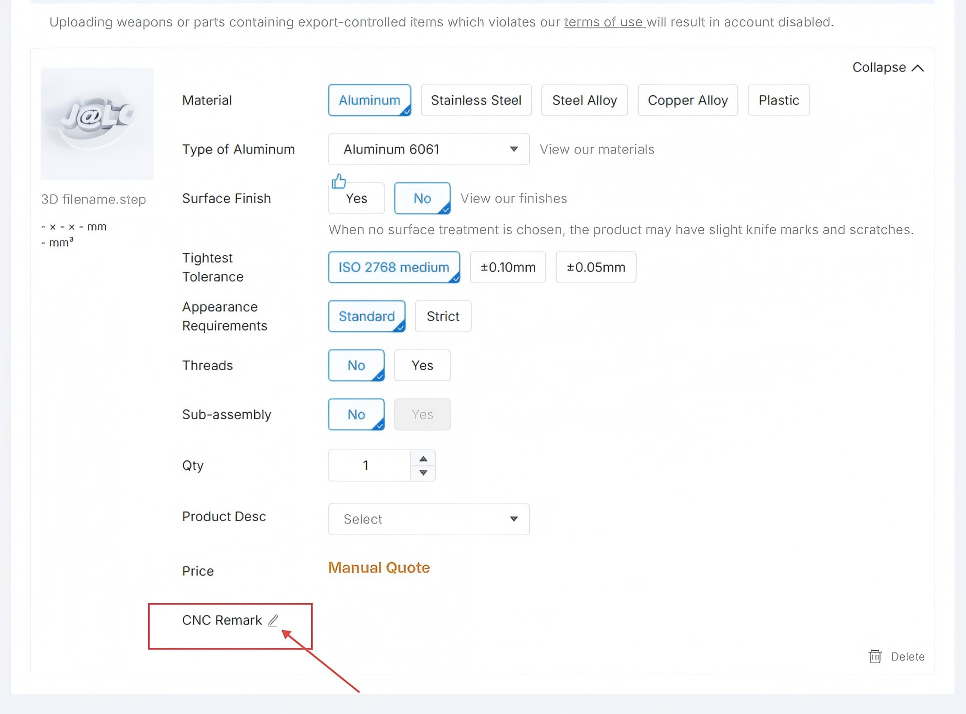
- Toleranzen: Die ausgewählte „engste Toleranz“ gilt nur für die in Ihrer 2D-Zeichnung ausdrücklich gekennzeichneten Bereiche, nicht für das gesamte Bauteil. Wird keine spezifische Toleranzklasse angegeben, erfolgt die Fertigung standardmäßig nach ISO 2768 (Klasse M).
- Maximale Abmessungen: Bis zu 1100 × 600 × 500 mm. Bauteile, die diese Abmessungen überschreiten, können nicht bearbeitet werden.
- Innenecken: Scharfe Innenecken werden abhängig von der Taschentiefe bzw. Kavitätstiefe konstruktionsbedingt verrundet. Anforderungen an rechtwinklige Innenecken können zusätzliche Kosten verursachen. Informationen zur Kostenoptimierung finden Sie in unseren Konstruktionsrichtlinien für die CNC-Bearbeitung.
- Tiefe Kavitäten und dünne Wände: Extreme Kavitätstiefen oder sehr dünne Wandstärken können die Werkzeugzugänglichkeit beeinträchtigen und möglicherweise nicht bearbeitet werden. Bitte prüfen Sie vor der Bestellung die zulässigen Geometriegrenzen.
- Kanten und Entgratung: Alle Außenkanten werden standardmäßig mit einer Fase versehen bzw. um ca. 0,2 mm entgratet. Falls messerscharfe Kanten erforderlich sind, kennzeichnen Sie diese bitte ausdrücklich in Ihrer 2D-Zeichnung.
- Drahterodieren (Wire-Cut) / Funkenerosion (EDM): Durch Drahterodieren oder Funkenerosion hergestellte Merkmale weisen eine Oberflächenrauheit von ≥ Ra 6,3 auf.
5. Oberflächenbehandlung und Optik
- Unbearbeitete Oberfläche (As-Machined, ohne Glasperlenstrahlen): Leichte Werkzeugspuren können sichtbar sein. Auch das manuelle Entgraten kann feine Mikrokratzer verursachen. Wenn Sie die ursprüngliche Bearbeitungsoptik erhalten möchten, hinterlassen Sie bitte den Hinweis „Do Not Polish“ (Nicht polieren).
- Eloxieren (Anodisieren): Das Eloxieren beinhaltet standardmäßig kein Glasperlenstrahlen. Falls Glasperlenstrahlen gewünscht ist, wählen Sie bitte die entsprechende Eloxal-Option mit Strahlbehandlung aus.
Kontaktstellen: Kleine Aufhängungs- bzw. Kontaktstellen sind beim Eloxieren unvermeidbar. Diese werden nach Möglichkeit in verdeckten Bereichen oder in Innenbohrungen platziert.
Farbabweichungen: Die Farbe eloxierter Bauteile kann zwischen verschiedenen Produktionschargen leicht variieren. Falls eine einheitliche Farbgebung über mehrere Bestellungen hinweg erforderlich ist, vermerken Sie dies bitte ausdrücklich in Ihrer Bestellung.
Weitere Informationen zur Optik: Detaillierte Informationen zu optischen Qualitätsmerkmalen finden Sie in den JLCCNCRichtlinien für das Erscheinungsbild (JLCCNC Appearance Standard Guidelines.).
- Verformungsrisiko: Bauteile mit Abmessungen unter 10 × 10 × 1 mm sind während der Oberflächenbehandlung besonders anfällig für Verzug oder Verformung. Für derart dünne Bauteile werden Oberflächenbehandlungen daher nicht empfohlen.
6. Baugruppen und Mehrteilige Projekte
- Keine Baugruppenzeichnungen: Unser automatisiertes System sowie unser Prüfteamsystem können keine kombinierten Baugruppenzeichnungen verarbeiten. Bitte teilen Sie Ihr Projekt auf und reichen Sie für jedes einzelne Bauteil separate Dateien ein.
- Montagebeziehungen: Wenn mehrere Bauteile Ihrer Bestellung miteinander montiert oder passgenau zusammengefügt werden sollen, hinterlassen Sie bitte einen klaren Hinweis in den Bestellbemerkungen. Dadurch kann unser Prüferteam die Passungen und Toleranzen entsprechend überprüfen und abstimmen.
Jetzt Angebot anfordern
Nachdem Sie mit unseren Richtlinien vertraut sind, können Sie Ihre Bestellung starten. Laden Sie noch heute Ihre Dateien hoch und profitieren Sie von unserer präzisen CNC-Fertigung.