Heat Treatment of Metals: Processes, Property Effects, and Manufacturing Decisions
16 min
- What Is Heat Treatment of Metals?
- Core Heat Treatment Processes Used in Manufacturing
- How Heat Treatment Changes Metal Properties
- Key Takeaways: Heat Treatment Effects on CNC Machining
- Heat Treatment and CNC Machining: Practical Manufacturing Considerations
- When to Heat Treat During the Manufacturing Workflow
- Metals Commonly Heat Treated in CNC Manufacturing
- When Heat Treatment May Not Be Necessary
- FAQ
Heat treatment is not merely a material property change; it directly affects how the part behaves during CNC machining. Heat treatment alters a metal’s microstructure, directly affecting hardness and residual stress. Quenching steel can raise hardness from 28 HRC to 52 HRC. Higher hardness increases cutting forces and accelerates tool wear, while annealing reduces both. After annealing, the same material may cut easily, but smears/drags during finishing because internal stresses were redistributed.
These are not theoretical effects. They show up as:
● Bore size drifting after heat treatment
● Parts twisting after quench
● Tool life can decrease by up to 50% on hardened stock
Process planning has to account for this. Before heat treatment, engineers must decide:
● Rough machine in soft condition or leave full stock?
● How much material should be left for post-HT finish cuts? 0.2 mm, 0.5 mm, or more, depending on distortion risk?
● Is intermediate stress relief required before final machining?
● Will distortion require grinding instead of milling to restore geometry?
If heat treatment and machining are planned separately, the shop pays for it later. Features move. Datums shift. Previously aligned surfaces lose positional accuracy. Rework increases.
This article approaches heat treatment from a production engineering standpoint:
● How microstructure and hardness changes alter cutting behaviour
● How heat treatment influences dimensional stability and tolerance strategy
● How workholding and fixturing must adapt to stress and distortion risk
● How to sequence roughing, stress relief, hardening, and finishing for predictable results
What Is Heat Treatment of Metals?

The image shows molten steel being poured from a ladle into a mold inside an industrial steel mill. (Source: iStock)
Heat treatment is a controlled thermal cycle applied to metals to modify their microstructure, thereby adjusting hardness, strength, ductility, and residual stress.
Why Heat Treatment Matters in Parts Manufacturing

The image shows a cold-headed steel wheel stud used in automotive assemblies. (Source: tfgusa)
● It defines the final hardness needed for wear, load, or impact resistance.
● It changes machinability. A part that cuts smoothly at 25 HRC behaves very differently at 50 HRC.
● It affects cutting forces and tool life. Higher hardness usually means higher load and faster edge wear.
● It influences dimensional stability. Internal stress can cause movement after roughing or during final cuts.
● It reduces or redistributes residual stress and can prevent parts from warping later.
● It controls distortion risk during quenching and cooling.
● It determines how much machining stock should be left before hardening.
● It decides whether finishing machining is enough or if grinding is required.
● It affects tolerance stability in tight-fit assemblies, especially for bores and mating faces.
● It impacts total production cost through tool consumption, scrap rate, rework, and cycle time.
From an engineering standpoint, heat treatment is not just a material step. It is a process variable that directly affects machining strategy, fixturing decisions, stock allowance, and final dimensional control. If it is not planned alongside machining, problems usually appear after the part leaves the furnace, when corrections are more expensive.
Core Heat Treatment Processes Used in Manufacturing
Heat treatment adjusts a metal’s internal structure to achieve the required hardness and strength. It affects:
● Material cuts
● Tool wear
● Dimensional stability
When planning machining, you should:
● Check the part’s geometry
● Identify stress points
● Plan stock allowances, fixturing, and cutting parameters accordingly
Annealing

The image shows large-scale steel production inside a heavy industrial mill, being processed through high-temperature equipment. (Source: iStock)
Annealing reduces hardness and relieves internal stress. It makes the part easier to machine and keeps the dimensions stable.
Here are the benefits of annealing in machining:
● Reduces hardness for easier cutting
● Lowers cutting forces and tool wear
● Allows higher material removal rates
● Parts may need hardening afterwards for service
Rough machining should be performed after annealing or normalizing, when the metal is soft and internal stresses are minimized.
Normalizing
Normalizing refines the grain structure and stabilizes mechanical properties. It is common for castings and forgings to undergo further machining. Key effects include:
● Increases strength compared to annealed metal
● Provides consistent machining behaviour across batches
● Reduces dimensional variability
● Maintains machinability while improving structural consistency
Hardening
Hardening increases a part’s surface and core hardness by heating and rapid cooling, enhancing wear resistance and load capacity. After hardening or quenching, post-treatment machining should be limited to finishing operations using carbide or coated tools. Aggressive material removal is not recommended due to high hardness and residual stress. Leave appropriate stock (typically 0.2–1 mm depending on geometry) for finish cuts.
Key effects on machining:
● Surface hardness typically reaches 55–65 HRC, depending on alloy and section size.
● Rapid cooling introduces internal stress; long shafts may twist, thin walls may warp.
● Post-hardening machining requires carbide or coated inserts; aggressive material removal is limited.
Quenching
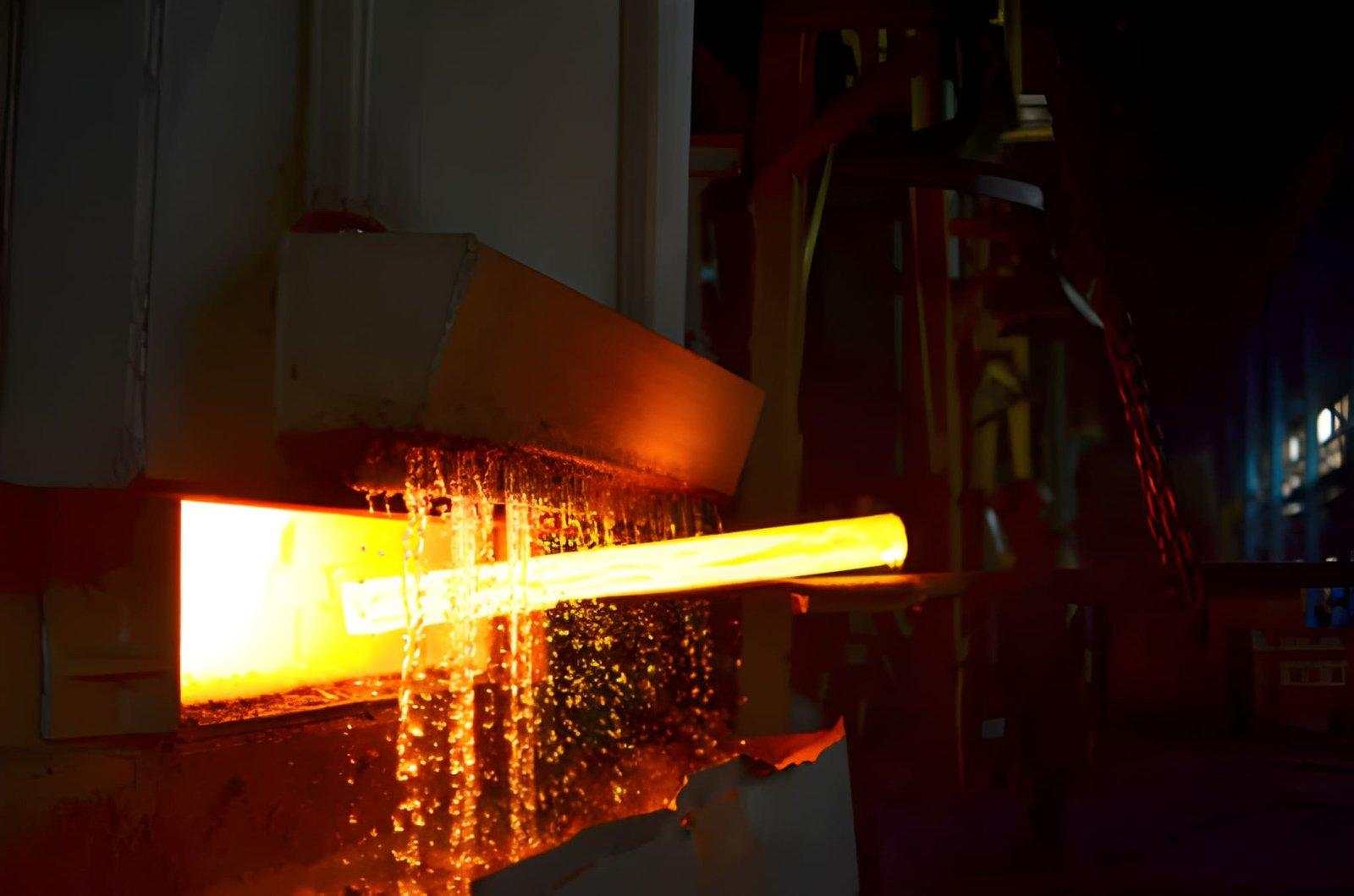
The image shows heated steel components inside an industrial furnace at a forge plant. (Source: iStock)
Quenching is preferred when the component must operate under high surface hardness and wear resistance. The hardness gain comes from the rapid transformation of the microstructure during cooling. The dimensional side effects need to be considered in the process plan.
● Surface and core hardness increase substantially after transformation. Exact values depend on steel grade/alloy and section size.
● Cooling rates differ between heavy and thin sections. That difference introduces internal stress.
● Any finish tolerance established before heat treatment should be considered temporary. Movement after quench is normal, not an exception.
● Post-quench machining involves higher cutting loads. Tool wear increases, and aggressive material removal is limited.
● For tight tolerances or fine surface finish, hard turning or grinding is typically scheduled after heat treatment.
Therefore, practically, quenching is not just a hardness step. It is the stage where most dimensional variability is introduced, and the machining sequence should be built around that fact.
Tempering
Tempering is performed after quenching to reduce brittleness and stabilize the hardened structure.
● Reduces hardness to a specified working range suitable for service loads.
● Improves toughness and reduces crack sensitivity.
● Relieves a portion of quench-induced residual stresses.
● Improves dimensional stability before finish machining.
● Reduces risk of delayed movement during tight-tolerance finishing operations.
● Makes hard machining more predictable by stabilizing the microstructure.
● Does not eliminate quench distortion, but prevents further stress-driven movement.
Final machining is typically scheduled after the last temper cycle to ensure tolerance reliability.
Heat Treatment Effects on Machining
| Process | Hardness / Mechanical Effect | Machining Impact | Dimensional Notes | CNC Considerations |
| Annealing | Softens metal; ~150–200 HB | Lower cutting forces; easier roughing | Minimal distortion; stable dimensions | Rough machining allowed, high material removal rates, simple fixturing |
| Normalizing | Refines grain; ~200–250 HB | Slightly higher cutting forces; consistent | Reduces residual stress; predictable shrinkage | Good for cast/forged blanks; repeatable semi-finish machining |
| Quenching | High hardness; 55–65 HRC (steel; depending on alloy and section thickness) | High cutting forces; tool wear increases | Residual stress; distortion likely in thin walls, shafts, or bores | Rough pre-quench; leave 0.3 - 1 mm stock; finish with hard turning or grinding; rigid fixturing required |
| Tempering | Reduces brittleness; 45–55 HRC | Slightly lower cutting forces; predictable | Partially relieves stress; stabilizes for final passes | Final machining after temper; secure fixturing for thin or complex features; minor spring-back expected |
Carburizing
Carburizing diffuses carbon into the surface, forming a hard case while keeping the core tougher for impact resistance.
Key effects on machining:
● Case hardness can reach HRC 60+, core remains around HRC 30–35.
● The depth of the carbon layer ranges from 0.3 to 2 mm, depending on process time and section size.
● Thin or intricate features may distort during heating and quenching; fixturing must prevent movement.
For case-hardening processes like carburizing or nitriding, pre-treatment rough machining should leave extra stock to accommodate surface expansion and potential distortion. Finish machining or grinding is performed after the surface layer has been formed, respecting tolerance requirements.
Nitriding
Nitriding creates a hard, wear-resistant surface layer at relatively low temperatures, preserving dimensional stability and fatigue resistance.
Key effects on machining:
● Surface hardness reaches 55–65 HRC, core remains ductile.
● Minimal distortion due to lower process temperature.
● Thin walls or complex profiles require secure fixturing during pre-treatment machining.
● Carbide or coated tools are recommended for finishing nitrided surfaces; tolerances must be controlled carefully.
How Heat Treatment Changes Metal Properties

The image shows a heated steel slab passing through large rollers in a hot strip mill. (Source: iStock)
Heat treatment alters a metal’s microstructure, directly affecting hardness and residual stress. For example, quenching steel can raise hardness from 28 HRC to 52 HRC, while annealing can reduce it to ~150–200 HB. Section thickness and geometry influence cooling rates: thin walls cool faster, heavy sections slower, creating internal stresses. Long shafts may develop runout, thin plates may warp, and bores can shift in size or roundness. These changes set the stage for all subsequent machining considerations.
Engineering Impacts on Machining
The microstructure and residual stress changes translate into measurable effects on CNC machining:
● Cutting forces & tool wear: Hardening or quenching increases cutting loads. Carbide or coated inserts are typically required, and aggressive material removal is limited. Soft or annealed stock machines faster, with lower tool wear and smoother cuts.
● Dimensional shifts & distortion: Residual stress can cause twisting, bending, or bore ovality, especially in long, thin, or asymmetric parts. Stress relief and tempering reduce but do not eliminate movement.
● Surface finish: Hard metals may chip or burn if feeds or speeds are too aggressive. Softer metals risk smearing or drag marks during finishing.
This section consolidates all previously scattered mentions of tool wear, distortion, and surface issues into a single reference point.
Manufacturing Decisions
Based on the above, engineers should plan:
● Stock allowance: Pre-plan extra material for finish passes according to part geometry and treatment method. Typical allowances: 0.3–1 mm for long shafts, 0.2–0.5 mm for thin walls.
● Machining sequence: Roughing is preferable in soft condition; finish machining occurs after hardening, tempering, or carburizing/nitriding to achieve final tolerances.
● Fixturing & support: Rigid clamping and evenly distributed supports prevent deflection, spring-back, or chatter, particularly for thin sections, ribs, and complex features.
● Tooling & cutting parameters: Match insert type, feeds, speeds, and coolant flow to the current metal condition. Hard metals require carbide/coated tools; soft metals allow faster roughing.
Key Takeaways: Heat Treatment Effects on CNC Machining
● Heat treatment alters metal hardness and residual stress, directly affecting CNC machining behavior.
● Hardening increases cutting forces and tool wear, requiring carbide or coated tooling for reliable machining.
● Dimensional shifts and distortion risk must be managed with stock allowance, fixturing, and process sequencing.
● Rough machining is typically done before hardening; finishing passes occur after tempering or stress relief.
● Heat treatment timing determines tolerance stability, reduces rework risk, and influences overall CNC process planning.
Heat Treatment and CNC Machining: Practical Manufacturing Considerations
Heat-treated metals behave differently during cutting compared to soft or annealed stock. Hardness, stress, and grain structure affect tool wear, surface finish, and part accuracy, so you must plan cuts and allowances accordingly.
Machining After Heat Treatment
Pros:
● Parts already reach final hardness, so they hold dimensions better during finishing.
● Stress-relief shifts are avoided, and critical surfaces stay hard for wear or load.
Cons:
● Brittle surfaces are prone to chipping, cracking, or edge breakage during cutting.
● Aggressive cuts on hardened metals are limited; excessive feed or depth may induce micro-cracks.
● Softer metals allow faster material removal with lower risk.
Best Practices
● Tooling & cutting parameters: Match insert type, feeds, speeds, and coolant flow to the current metal condition. Hard metals require carbide or coated inserts; soft metals allow faster roughing.
● Cutting Parameters: Reduce feed rates, avoid deep cuts, and maintain consistent coolant flow.
● Fixturing: Clamp rigidly, especially for thin walls or delicate features. Distribute support evenly to prevent deflection.
● Process Sequencing: Rough machine material before heat treatment when possible; finish after heat treatment to meet tight tolerances.
Common CNC Challenges
● Setup Problems: Multi-axis setups can amplify distortion if locating and clamping positions are not precise and consistent.
● Thermal Effects: Heat expansion of material occurs locally during cutting, and this would impact the tolerances; increase coolant use, and the speed at which cutting proceeds should be carefully considered.
When to Heat Treat During the Manufacturing Workflow
The timing of heat treatment affects how the part machines, its dimensional stability, and final performance. Choose when to treat based on the part’s hardness, shape, tolerances, and the tools you’ll use.
Pre-Machining Heat Treatment
Parts are hardened before most machining operations, achieving service hardness immediately.
Pros:
● Critical surfaces reach final hardness early; stress relief can reduce some internal stress.
Challenges:
● The hardened material requires higher cutting forces and increases tool wear.
● Chipping or cracking is more likely in thin walls, ribs, or sharp features.
● Fixtures must be rigid to prevent vibration, spring-back, or movement during cutting.
Applications:
● Best suited for parts requiring only light material removal or where critical surfaces must meet hardness requirements immediately.
Intermediate Heat Treatment
Heat treatment occurs after rough machining but before finishing.
Advantages:
● Roughing happens on softer material, reducing cutting forces and extending tool life.
● Stress relief after roughing stabilizes dimensions before final hardening or tempering.
Machining allowances can be smaller, improving tolerance control.
Considerations:
● Fixtures must support partially machined parts without introducing additional stress or distortion.
● Best for long, thin, or complex parts where pre-hardening would overload tools or risk fracture.
Post-Machining Heat Treatment
Parts are hardened or tempered after the majority of machining is completed.
Benefits:
● Final mechanical properties are achieved on all critical surfaces.
● Eliminates the risk of machining brittle material.
Challenges:
● Distortion from quenching or tempering must be anticipated, particularly for thin, long, or asymmetrical parts.
● Finish operations, such as grinding or light cuts, may be needed to restore dimensional tolerances.
● Fixturing and handling must protect finished surfaces during post-treatment handling.
Applications:

The image shows factory-produced taps and valves for water and gas systems. The lower parts of the valves are neatly arranged on a wooden panel. (Source: iStock)
● Ideal for precision components where final accuracy, surface finish, and tight tolerances are critical, and where machining allowances can account for distortion.
Key Considerations Across All Strategies
● Hardness, geometry, and tolerance requirements determine the optimal heat treatment stage.
● Machining allowances must reflect expected distortion from heat treatment.
● Tooling selection and cutting parameters must match the material’s current condition (soft, partially hardened, or fully hardened).
● Fixturing must be designed to maintain stability throughout all stages of machining and treatment.
Metals Commonly Heat Treated in CNC Manufacturing
Different metals respond to heat treatment in their own ways. This affects hardness, ductility, residual stress, and distortion, which, in turn, influence how you machine the part, which tools to use, how to fixture it, and how to hold tolerances. Knowing these effects makes planning smoother and parts more reliable.
Steels and Alloy Steels

The image shows a steel component undergoing induction surface hardening. (Source: iStock)
● Carbon steels: Can be hardened, tempered, or annealed to reach the required strength.
● Alloy steels (see Steel Alloy options): Provide higher hardness and wear resistance, with controlled toughness.
Machining tips:
● Hardened steels need carbide or coated tools to handle higher cutting forces.
● Softer steels can be rough-machined faster with standard tooling.
● Thin walls, ribs, or small features require solid clamping to prevent movement.
● Finish machining or grinding is usually required to hit tight tolerances.
● Leave extra stock to correct for distortion after heat treatment.
Aluminum Alloys

The image shows industrially produced armrests for civil aircraft seats, highlighting their metal frame and components. (Source: iStock)
Aluminium alloys are light in weight and offer good machineability, and have higher-strength alloys that wear tools faster.
Machining Tip:
● Use coolant to control heat, and support thin sections to prevent chatter.
Titanium and High-Temperature Alloys
● These metals are sensitive to both heat treatment and machining conditions.
Machining tips:
● High cutting forces and heat require rigid fixturing.
● Carbide or coated tools are required.
● Thin or complex parts must be well-supported to avoid distortion.
When Heat Treatment May Not Be Necessary
Heat treatment adds cost, handling, and cycle time. Not every part requires it. Recognizing when a part can meet strength or performance requirements without thermal processing helps save time, reduce cost, and simplify production.
Typical Scenarios
Low-Load or Non-Wear Components
● Parts that see only light loads, static applications, or non-critical wear areas usually do not require hardening.
● Machining in the as-rolled, annealed, or solution-treated condition is often sufficient.
Short-Life or Prototype Parts
● Rapid prototypes or parts produced in small quantities may not justify heat treatment.
● Skipping heat treatment allows faster iteration and lower material and processing costs.
Soft or Easily Machinable Alloys
● Materials such as aluminium, brass, or low-carbon steels can meet functional requirements without heat treatment.
● Machining is easier, tool wear is reduced, and cycle times are shorter.
Strength Provided by Geometry or Surface Features
● Cross-sections, ribs, fillets, or surface coatings can provide the required stiffness, wear resistance, or fatigue strength.
● Thin, intricate, or delicate features may be safer to machine in a softer state to minimize distortion or cracking.
Integrated Production Strategies
● Later operations, such as plating, surface coatings, or cold working, may deliver the needed performance.
● If these operations meet hardness, wear, or strength requirements, heat treatment can be omitted.
Engineer Notes:
● Always confirm functional requirements before skipping heat treatment.
● Consider tolerance requirements, distortion sensitivity, and the potential for movement during machining.
● Avoid skipping heat treatment on parts that require high wear resistance, fatigue life, or load-bearing capability.
JLCCNC provides expert solutions for precision CNC machining of heat-treated metals. Whether you need tight-tolerance components, complex geometries, or optimized machining strategies for hardened materials, JLCCNC ensures parts are manufactured efficiently, accurately, and reliably. Explore how JLCCNC can support your production workflow today.
FAQ
What is the primary purpose of heat treatment for metals?
Heat treatment sets the metal’s hardness and strength to match its desired function. It assures parts can handle loads, wear, and impact without failing. It also helps control internal stress to reduce warping during machining.
Can heat-treated metals be CNC machined effectively?
Yes, hard metals need rigid fixturing, sharp carbide/coated tools, and proper feed and speed. If these are not controlled, the tool can wear quickly, and the part can chip or shift.
Does heat treatment improve machinability or reduce it?
Well, it depends on the process. Hardening makes metals harder to cut and increases tool wear. Stress relief or annealing softens the material and makes roughing and finishing easier.
When should heat treatment be done in relation to CNC machining?
Rough machining can be done before heat treatment if the part allows it. Critical dimensions, tight tolerances, or wear surfaces should be machined after heat treatment. Always plan for potential distortion.
How does heat treatment affect metal tolerance and distortion?
Heat treatment can cause warping, shrinkage, or residual stress. Leave extra material for finishing and use fixtures that hold the part securely. Proper support ensures finished dimensions meet the desired specification.
Popular Articles
• Top 5 Heat-Resistant Metals for CNC Machining and How to Choose
• What are the Main Differences between Aluminum 6061 and 7075
• Aluminum vs Brass: CNC Material Guide for Makers
• Stainless Steel CNC Machining Material Selection Guide Corrosion Resistance and Cost Comparison of 304 vs 316
• Secrets of CNC machining of high hardness stainless steel Cracking the problems of tool wear and work hardening
Keep Learning
Titanium vs Stainless Steel: Key Differences and Applications
Key Takeaway Titanium vs stainless steel weight is where titanium wins most clearly. Titanium is roughly 44% lighter than stainless steel at equivalent volume. Titanium vs stainless steel strength shows a more nuanced picture, titanium Grade 5 has higher specific strength (strength per unit weight) than most stainless grades, but some high-strength stainless grades match or exceed titanium's absolute tensile strength. The difference between titanium and stainless steel in corrosion resistance is minim......
Stainless Steel CNC Machining: Materials, Challenges, Tolerances, and Custom Parts
Key Takeaways About Stainless Steel CNC Machining Stainless steel is usually chosen when aluminum cannot provide enough strength or environmental resistance for the application. Tool wear tends to become a larger concern as cutting time increases. Heat stays near the cutting edge, and the material can harden while machining. Not every stainless grade behaves the same in the machine. A part machined from 303 may run very differently from the same geometry produced in 316. Some cost drivers are easy to ......
Corrosion-Resistant Alloys: Best Metals for CNC Machining & Harsh Environments
Key Takeaways • Corrosion resistance comes from passive oxide layers that form on the metal surface and block further attack. • The most common corrosion resistant metals in CNC machining are stainless steel, aluminum, titanium, nickel alloys, and copper alloys, each suited to different environments and load conditions. • Chloride environments, dissimilar metal contact, and stagnant crevices are the three conditions that most commonly defeat otherwise adequate corrosion resistant materials. • Material......
Steel Machining: CNC Strategies, Material Behavior, and Custom Steel Parts Guide
(AI generated) CNC-machined steel showing raw and finished surface. Steel machining is deceptively simple on a CAD/CAM screen. In the spindle, however, it is a constant calculation of heat soak and chip formation. Unlike softer alloys, steel has lower thermal conductivity than aluminum, causing heat to concentrate near the cutting zone. It doesn't allow for loose parameters. It responds to every pound of pressure, and that inherent resistance is exactly why we specify it for high-stress, load-bearing ......
Ferrous vs Non-Ferrous Metals: Key Differences, Properties & Manufacturing Applications
Choosing between ferrous and non-ferrous metals is a critical decision in CNC machining. Ferrous metals, such as steel, require higher cutting forces, while non-ferrous metals like aluminum allow for higher cutting speeds. The material choice directly impacts spindle speed, tool wear, dimensional stability, and finishing cost, influencing overall manufacturing efficiency. This guide explores the topic from a manufacturing perspective, linking material differences directly to measurable production outc......
Heat Treatment of Metals: Processes, Property Effects, and Manufacturing Decisions
Heat treatment is not merely a material property change; it directly affects how the part behaves during CNC machining. Heat treatment alters a metal’s microstructure, directly affecting hardness and residual stress. Quenching steel can raise hardness from 28 HRC to 52 HRC. Higher hardness increases cutting forces and accelerates tool wear, while annealing reduces both. After annealing, the same material may cut easily, but smears/drags during finishing because internal stresses were redistributed. Th......