Types of Taps: How to Choose the Right Thread Tap for CNC Machining
16 min
- What Is a Thread Tap and How Tapping Works
- Core Types of Taps Used in CNC Machining
- Choosing the Right Tap for Blind Holes
- How to Select a Tap Based on Material and CNC Setup
- Common Tapping Problems and Engineering Solutions
- Specialty and Less Common Tap Types (Reference Overview)
- Engineering Recommendations for Reliable CNC Tapping
- Conclusion
- FAQ
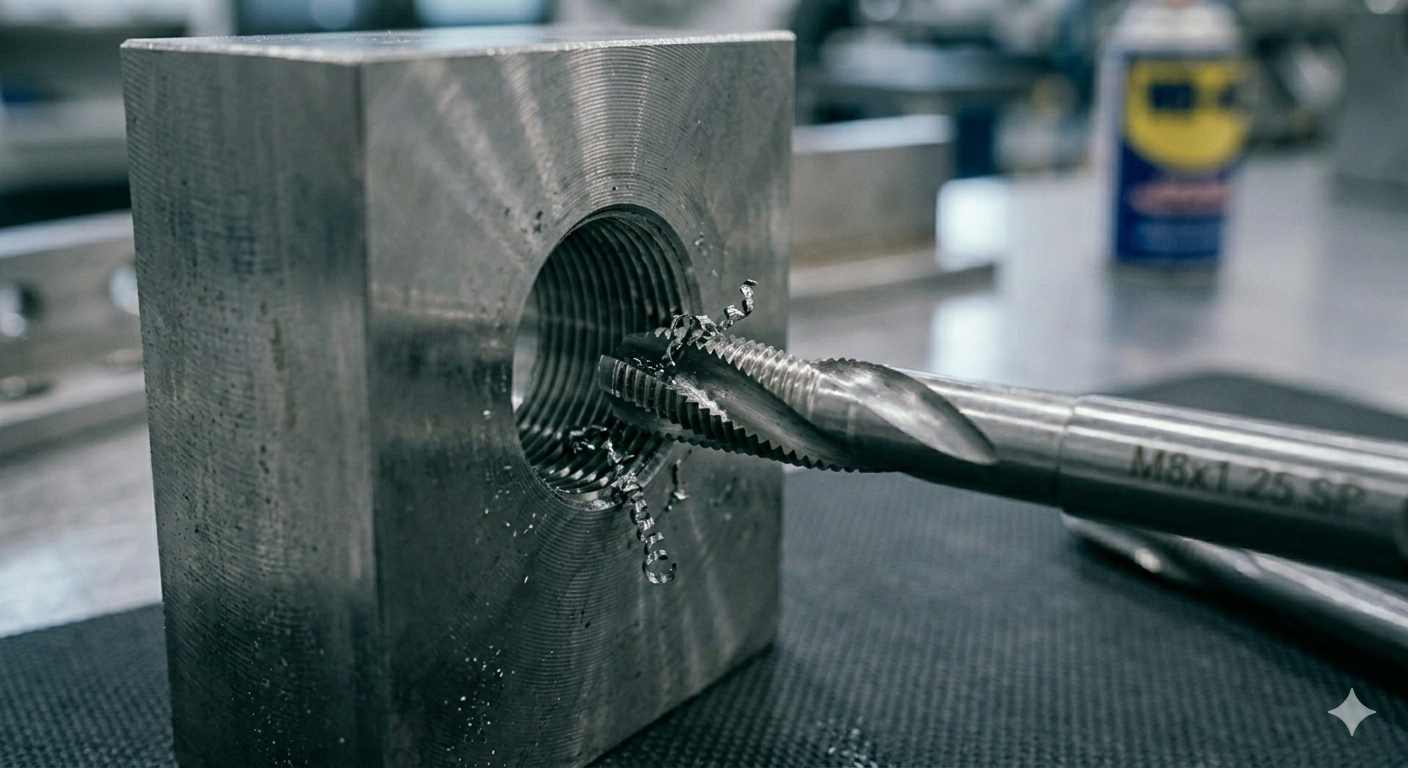
(AI generated) Close-up of a thread tap cutting internal threads inside a metal workpiece.
Tap breakage during blind hole threading is one of the most common production disruptions.
This guide explains the different types of thread taps used in CNC machining and provides practical selection advice based on hole type, material, and machining conditions.
What Is a Thread Tap and How Tapping Works
What Is a Thread Tap?
A thread tap is a cutting tool used to create internal threads inside a pre-drilled hole. In CNC machining, it’s what turns a smooth bore into a threaded hole capable of securing a bolt reliably.
In simple terms, it:
● Cuts or forms internal threads inside a hole
● Follows a specific thread standard (metric, UNC, UNF, etc.)
● Is designed for specific materials and hole types
● Can be optimized for blind holes or through holes
Different types of taps are engineered for specific CNC machining conditions, materials, and hole geometries.
Not all taps behave the same. Geometry, flute design, coating, and cutting-edge shape all change how the tool performs, especially under CNC speeds and feed control.
How Tapping Works in CNC Machining

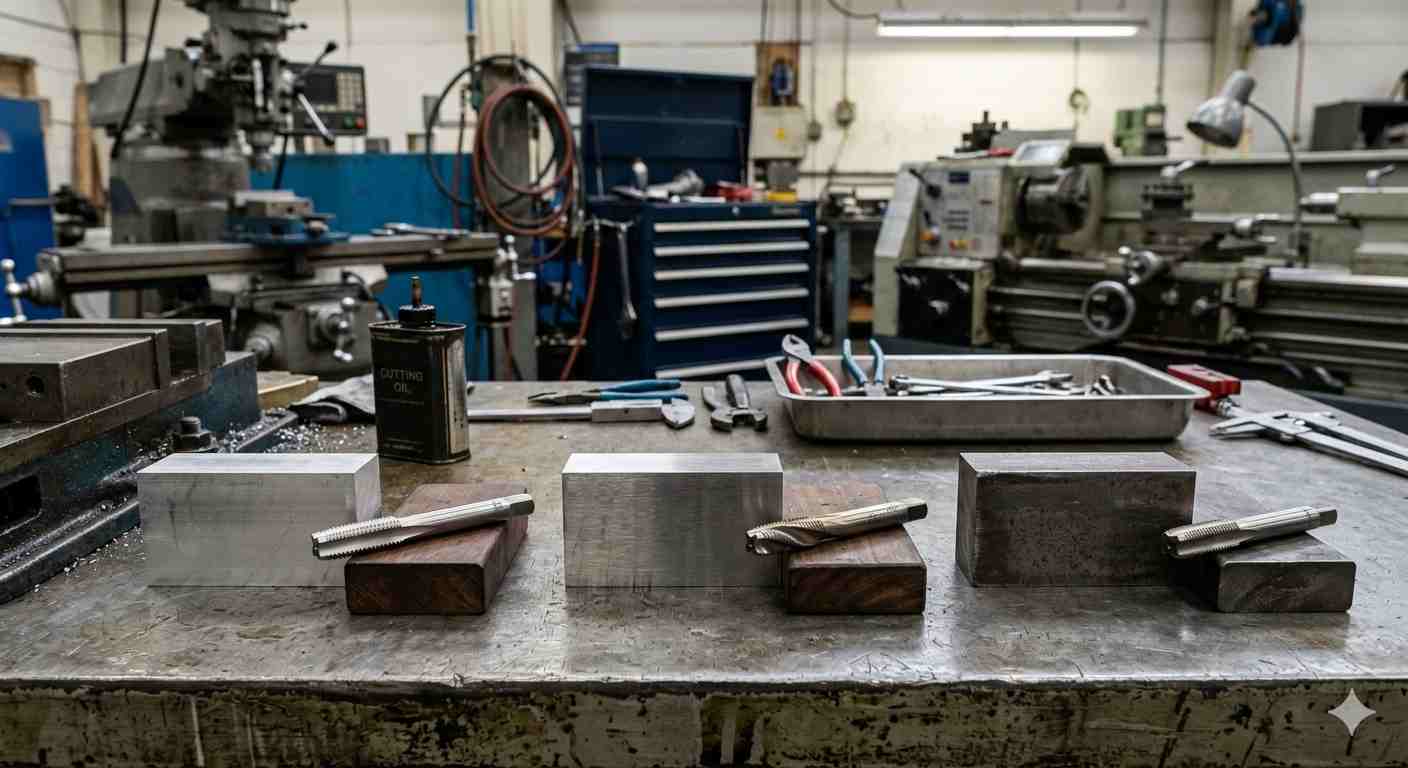
(AI generated) Thread taps displayed on an industrial workbench showing different CNC machining tap types.
CNC tapping requires precise synchronization of feed and spindle rotation.
The process usually follows this sequence:
● Drill the hole to the correct tap drill diameter
● Position the tap precisely with rigid tapping or synchronized feed
● Rotate the tap while feeding it at a rate matched to the thread pitch
● Retract cleanly without damaging the threads
In CNC environments, rigid tapping keeps spindle rotation and feed rate perfectly synchronized. That’s what prevents torn threads, pitch errors, or sudden catastrophic tap breakage.
Material matters, too. Aluminum evacuates chips easily, while stainless steel is far less tolerant of feed instability. Cast iron behaves differently again. The wrong tap in the wrong material is how production gets delayed, and tools get buried in scrap parts.
And that’s where choosing the right type of tap actually starts to matter.
Core Types of Taps Used in CNC Machining
The following table compares the most common types of taps used in CNC machining, highlighting chip control behavior and ideal applications.

(AI generated) Flat-lay view of various CNC thread taps arranged on a steel workbench.
Most tapping failures aren’t because the machine was wrong. They happen because the tap style didn’t match the hole condition.
The following tap categories represent the most commonly used designs in CNC machining, each optimized for specific chip evacuation and threading conditions.
| Tap Type | Best For | Chip Direction | Where It Struggles | Real-World Use Case |
| Straight Flute Tap | Short-run jobs, general-purpose work | Chips fall back into flutes | Deep blind holes, gummy materials | Maintenance work, cast iron, low-speed tapping |
| Spiral Point (Gun) Tap | Through holes | Pushes chips forward | Blind holes | High-speed CNC production in steel or aluminum |
| Spiral Flute Tap | Blind holes | Pulls chips upward | Very brittle materials | Deeper blind threads in stainless or aluminum |
| Thread-Forming (Roll) Tap | Ductile materials (aluminum, mild steel) | No chips (forms threads) | Brittle materials | High-volume production with stronger threads |
| Hand Taps (Taper / Plug / Bottoming) | Manual or secondary ops | Varies | High-speed CNC cycles | Repair work, low-volume threading |
| Pipe Taps (NPT / BSP) | Tapered pipe threads | Depends on the flute type | Standard straight threads | Fluid fittings, hydraulic ports |
Straight Flute Taps
The old-school design. Simple geometry. Reliable in stable setups. Best suited for short thread depth or materials that naturally break chips, such as cast iron. They don’t actively control chip flow, which means they’re fine in shallow or through holes, but risky in deep blind holes where chips can pack up.
Spiral Point (Gun) Taps
Often considered the default choice for high-speed CNC tapping in through holes. They push chips forward, which makes them perfect for through holes in production runs. If you’re rigid tapping mild steel or aluminum at decent RPM, this is usually the first choice.
Spiral Flute Taps
These are blind-hole specialists. The spiral pulls chips back out of the hole, reducing packing and breakage.
Thread-Forming (Form / Roll) Taps
Requires larger tap drill sizes compared to cutting taps. These taps don’t use cutting edges but instead cold-form the material, producing stronger threads and better surface finishes. They are ideal for ductile materials like aluminum and mild steel. However, they should not be used in brittle materials like cast iron, as this can cause tool breakage.
Hand Taps: Taper, Plug, Bottoming
You’ll see these more in toolrooms than full CNC production, but they still matter:
● Taper tap: Gradual lead-in, easiest to start
● Plug tap: Balanced general-purpose
● Bottoming tap: Cuts threads close to the bottom of a blind hole
In CNC, bottoming taps are sometimes used after a spiral flute to finish depth.
Pipe Taps (NPT / BSP)
These create tapered threads for sealing pressure systems. They’re not interchangeable with straight thread taps. The taper creates an interference fit, which is what makes hydraulic and pneumatic fittings seal properly.
Choosing the Right Tap for Blind Holes

(AI-generated) CNC operator inspecting a blind hole component in a workshop.
Blind hole tapping poses specific challenges because chips cannot escape freely and depth is constrained.
In deep blind holes, chips can accumulate at the bottom, increasing torque and risk of tool breakage if evacuation is poor.
Correct tap geometry and effective chip evacuation are essential to prevent binding and ensure consistent thread quality.
Best CNC Tap Types for Blind Holes
For blind holes, choose taps that manage chips effectively and deliver stable torque.
Spiral Flute Taps
For deep blind holes, spiral flute taps maintain stable torque by effectively evacuating chips. Avoid in very brittle materials like cast iron. When to avoid:
● Very brittle materials like cast iron (chips already break cleanly)
Thread-Forming (Roll) Taps
In blind hole applications, form taps eliminate chip evacuation issues, delivering strong threads and longer tool life.
But only if:
● Material is ductile (aluminum, mild steel)
● Hole size is typically 2–5% larger than the standard cutting tap drill size, depending on material ductility
● Lubrication is excellent
Use this when production reliability matters more than initial simplicity.
Bottoming Taps
Useful when full thread depth is required. In blind holes, bottoming taps are best used as a finishing pass after a chip-managing tap, with at least 1–1.5 thread pitches of clearance at the bottom.
But only if:
● Adequate bottom clearance exists
● Chip evacuation already managed
● Used as a finishing operation
Use this when production reliability matters more than initial simplicity.
A Practical Blind Hole Decision Framework
Instead of guessing, run through this:
● Is the material ductile? Consider form tap
● Is the hole deeper than 1.5x diameter? Spiral flute preferred
● Do you need threads nearly to the bottom? Add bottoming tap pass
● Is coolant access limited? Avoid straight flute
● Is torque spiking in testing? Chip evacuation problem
This kind of thinking prevents broken taps before they happen.
Thread Engagement & Blind Hole Depth Guideline
Blind hole tapping is one of the most failure-prone CNC machining operations due to limited chip evacuation.
Check the Threaded Hole Guideline for more details and instructions on how to use this table.
How to Select a Tap Based on Material and CNC Setup
(AI generated) Workstation scene with material samples (aluminum, stainless, steel)
Choosing a tap isn’t just about flute style. The same spiral flute tap behaves completely differently in aluminum versus 304 stainless. Add spindle sync, coating, and coolant pressure, and performance changes again.
In real production, tap selection is a system decision:
● Material behavior
● Machine capability
● Surface finish requirement
● Production volume
Based on Workpiece Material
Material controls torque, chip formation, and heat, which means it controls tap survival.
Aluminum
● Chips are long and sticky
● Form taps work extremely well
● High speed is acceptable
● Good lubrication is critical to prevent galling
Mild Steel
● Predictable cutting
● Spiral point taps perform well in through holes
● Form taps are also viable in higher volumes
Stainless Steel
● Work-hardens quickly
● Torque spikes if the feed is inconsistent
● Spiral flute preferred for blind holes
● Slower speed, stable feed mandatory
Cast Iron
● Chips break naturally
● Straight flute works fine
● No need for aggressive chip evacuation
If torque rises unexpectedly, the issue is often material behavior, not the tap brand.
Tap Material and Coating
Not all taps are made the same.
High-Speed Steel (HSS)
Good for general work, short runs, and softer materials.
Powdered Metal / PM Taps
Higher wear resistance, better for stainless or production work.
Coatings matter more than people admit:
● TiN (General wear resistance)
● TiCN (Harder, better for tougher steels)
● AlTiN / AlCrN (Better heat resistance)
● Bright finish (Often best for aluminum to reduce sticking)
Wrong coating + wrong material = built-up edge, friction, early failure.
Speed, Feed, and Coolant Considerations
This is where CNC setup makes or breaks the tool.
Rigid tapping required:
Feed rate must match thread pitch exactly. Even a slight mismatch increases torsional stress.
Speed selection
Higher RPM improves finish in aluminum.
Too fast in stainless = heat + work hardening.
Coolant strategy
● Flood coolant works for general tapping
● Through-spindle coolant is ideal for deeper blind holes
● Form taps demand strong lubrication
If you see torn threads, don’t just blame the tap. Check feed synchronization and lubrication first.
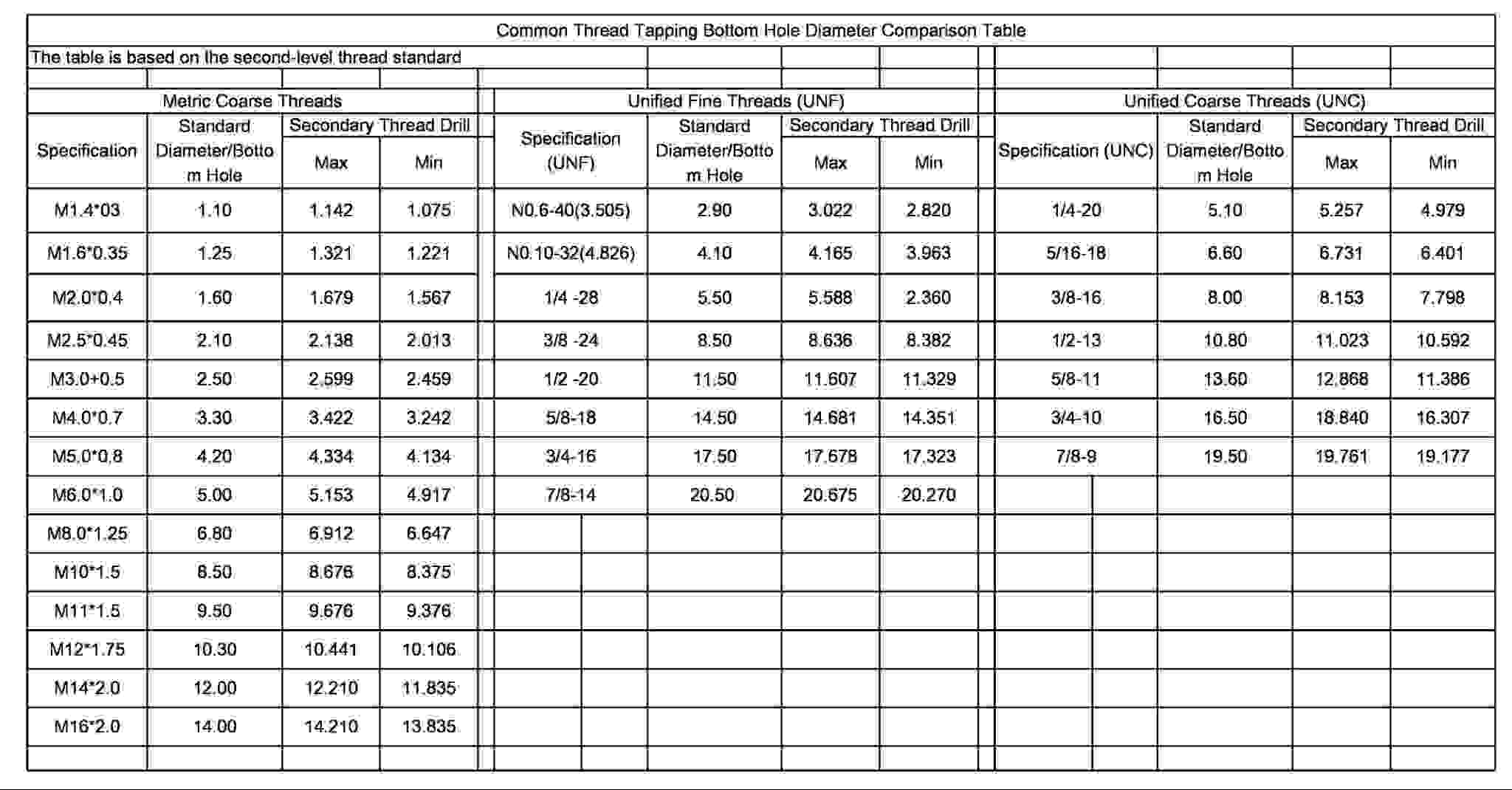
Tap Drill Size vs Thread Size (Metric)
Below is a practical reference for common metric threads used in CNC machining. These sizes assume approximately 70–75% thread engagement, which is strong enough for most mechanical applications without unnecessarily increasing torque.
The following tap drill chart is commonly used for metric CNC threading applications.
| Thread Size | Standard Pitch (mm) | Recommended Tap Drill (mm) |
| M3 × 0.5 | 0.5 | 2.5 mm |
| M4 × 0.7 | 0.7 | 3.3 mm |
| M5 × 0.8 | 0.8 | 4.2 mm |
| M6 × 1.0 | 1.0 | 5.0 mm |
| M8 × 1.25 | 1.25 | 6.8 mm |
Increasing engagement percentage (smaller drill) raises torque significantly, especially in blind holes. In most structural applications, chasing near-100% engagement adds stress without meaningful strength gain.
Common Tapping Problems and Engineering Solutions

(AI generated) Metal workpiece showing real threaded defects and machining imperfections in a workshop.
Most tapping failures don’t start with a loud snap.
They start quietly, with rising torque, poor chip evacuation, and slight pitch inconsistency. By the time the tool breaks or the thread fails inspection, the root cause has already been present for several cycles.
Thread defects and tap breakage usually trace back to one of three things: wrong geometry, wrong parameters, or wrong assumptions about the material. When you understand the mechanics behind the failure, repeatability improves, and tool life follows.
Chip Packing in Blind Holes
Chip packing is the silent tap killer.
In blind holes, chips have nowhere to go. If evacuation isn’t controlled, they compress at the bottom of the hole and begin to recut. Torque increases sharply. Heat builds. The tap starts to bind.
Root causes:
● Using straight flute taps in deep blind holes
● Insufficient coolant flow
● Excessive thread engagement (too small tap drill)
● Running cutting taps in ductile materials without proper chip control
Engineering solutions:
● Switch to spiral flute geometry to pull chips upward
● Consider form taps in ductile materials to eliminate chips entirely
● Increase tap drill diameter slightly to reduce engagement percentage
● Ensure rigid tapping synchronization is accurate
● Use through-spindle coolant when possible
If torque spikes near the bottom of the hole, the problem is usually evacuation, not tool quality.
Tap Breakage Causes
Tap breakage is rarely random. It’s a mechanical overload.
Taps fail under torsional stress. That stress builds when cutting resistance exceeds what the tool can withstand.
Common triggers:
● Incorrect feed-to-pitch synchronization
● Work-hardening materials like stainless steel
● Excessive engagement percentage
● Worn taps left in production too long
● Sudden chip compression in blind holes
Engineering solutions:
● Verify rigid tapping feed equals pitch exactly
● Reduce cutting speed in work-hardening alloys
● Lower thread engagement from extreme values to practical levels (around 65–75% for most applications)
● Replace taps based on cycle count, not failure
● Improve lubrication, especially with form taps
A broken tap is often the final symptom of parameter imbalance.
Oversized or Rough Threads
Threads that fail inspection usually point to instability in either the tool or the machine.
Symptoms include:
● Loose thread fit
● Rough flank surfaces
● Inconsistent pitch
● Burr formation at entry
Likely causes:
● Tap runout
● Incorrect drill size
● Dull cutting edges
● Excessive RPM
● Poor material support during tapping
Engineering solutions:
● Confirm drill diameter matches the desired engagement level
● Check the tool holder concentricity
● Reduce spindle speed if surface tearing appears
● Use higher-quality coatings for abrasive materials
● Stabilize fixturing to reduce vibration
Thread quality is a reflection of system stability. When the machine, tool, material, and parameters are aligned, tapping becomes one of the most repeatable operations in CNC machining.
Specialty and Less Common Tap Types (Reference Overview)
Beyond standard CNC tap types, specialty taps address unique machining constraints.
Standard straight flute, spiral point, and spiral flute taps cover most production work. But certain machining environments demand more specialized solutions.
When access is limited, materials are extreme, or thread profiles are non-standard, specialty taps become necessary.
Below is a concise reference overview.
Specialty Tap Reference Table
| Tap Type | Primary Use Case | Key Advantage | Typical Application |
| Pipe Tap (NPT/NPTF) | Tapered pipe threads | Sealing via thread interference | Fluid systems, hydraulic ports |
| Interrupted Thread Tap | Materials prone to chip packing | Reduced cutting load | Tough alloys, deep holes |
| Long-Shank / Extension Tap | Deep or obstructed features | Reach into recessed cavities | Castings, housings |
| Acme Tap | Power transmission threads | Large load-bearing profile | Lead screws, mechanical drives |
| STI (Screw Thread Insert) Tap | Helicoil installation | Oversized threads for inserts | Repair or reinforcement |
| Roll Form Pipe Tap | Chipless pipe threading | Stronger threads in ductile metals | Aluminum manifolds |
When to Consider Specialty Taps
You should evaluate specialty designs when:
● Thread depth exceeds 2–3× diameter
● Standard taps consistently break despite parameter optimization
● Threads must seal under pressure
● You’re machining thin walls that need reinforcement
● You’re preparing holes for threaded inserts
Specialty taps aren’t exotic; they’re problem-solving tools. Used correctly, they reduce cycle time, improve thread integrity, and prevent secondary operations.
Engineering Recommendations for Reliable CNC Tapping
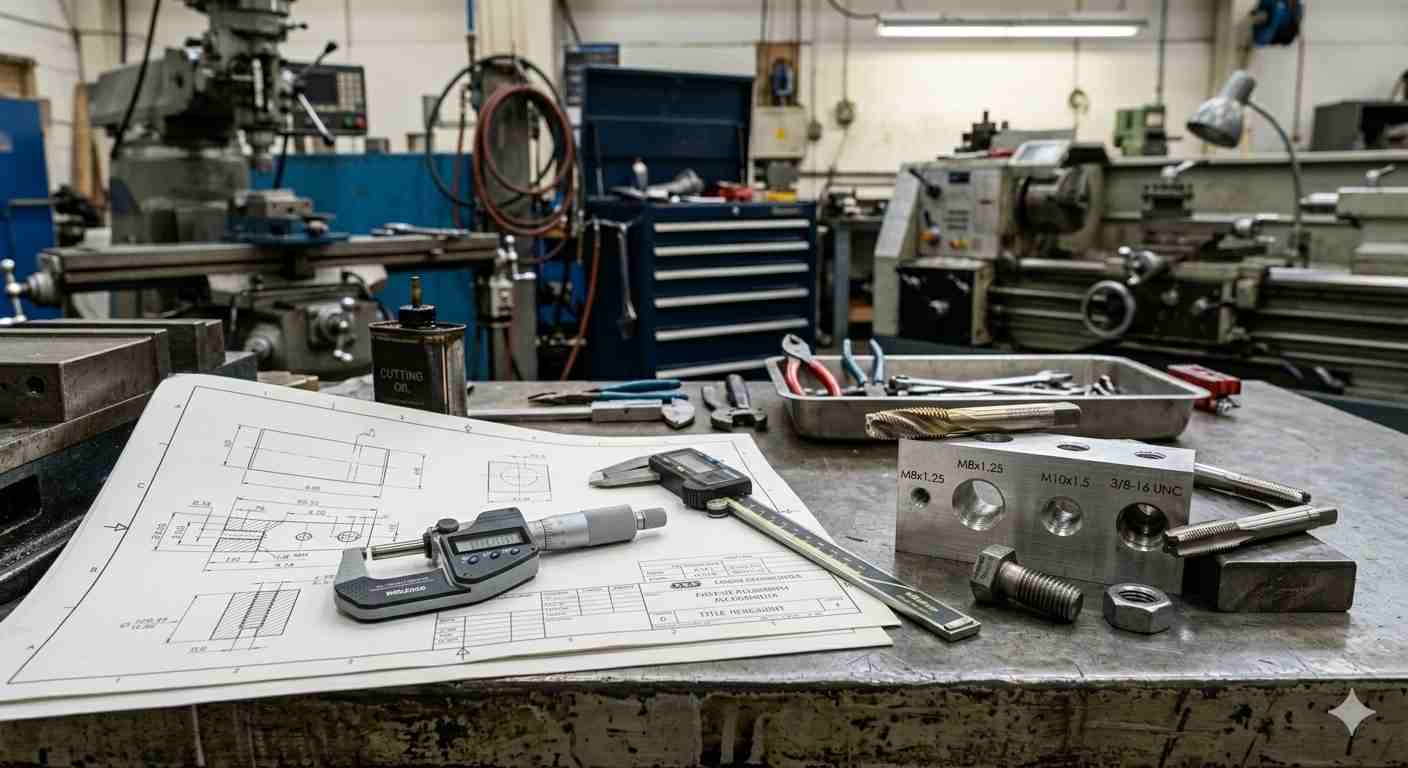
(AI generated) Engineering workstation analyzing threaded components and technical drawings.
Consistent internal threading quality doesn’t come from a “good tap.” It comes from system control.
Thread engagement, drill size, clamping stability, and spindle synchronization all interact. When one drifts, thread quality drifts with it.
If you want tapping to be predictable in production (not just on the first five parts), focus on these fundamentals.
1. Control Thread Engagement Intentionally
More engagement is not automatically better.
Excessively high thread engagement:
● Increases torque exponentially
● Accelerates tool wear
● Raises breakage risk in blind holes
In professional CNC production environments, these principles are applied systematically.
For most structural applications, 65–75% engagement is mechanically sufficient and far more stable. If you’re unsure how to size the drill properly, follow a documented reference like the Threaded Hole Guideline on the JLCCNC website to avoid overspecifying the strength that your assembly doesn’t need.
2. Match Drill Size to Function
Standard charts assume general-purpose engagement. But if you’re working with stainless steel, deep blind holes, or small-diameter taps, you may need to slightly increase drill size to reduce torque.
Blind holes deserve extra attention. Bottom clearance, chip evacuation space, and usable thread depth must be calculated properly. Refer to the Blind Hole Depth Guideline to prevent chip compression at the bottom of the hole, a common root cause of broken taps.
3. Choose Tapping vs Thread Milling Strategically
Tapping is fast and efficient, ideal for production volumes.
Thread milling offers:
● Lower radial force
● Better control of hard materials
● Ability to adjust thread fit without changing tools
● Recovery option if a thread fails in some cases
If you’re machining hardened materials or large diameters, compare both methods carefully. A structured comparison like your Thread Milling vs Tapping guide helps determine which approach reduces total machining risk.
Sometimes, cycle time isn’t the most expensive variable; scrap rate is.
4. Ensure Rigid CNC Synchronization
Rigid tapping must synchronize the feed exactly to pitch. Even a small mismatch causes:
● Pitch distortion
● Excess flank wear
● Torsional overload
Before blaming the tool:
● Verify spindle encoder accuracy
● Confirm feed-per-rev equals thread pitch
● Check holder runout
● Inspect tool wear proactively
Tapping is unforgiving. Setting up precision matters more than speed.
5. Stabilize Clamping and Reduce Vibration
Thread quality reflects system rigidity.
If fixturing shifts under load:
● Threads become oversized
● Flank finish degrades
● Entry burrs increase
Short stick-out. Stable clamping. Minimal runout.
Those basics often matter more than premium coatings.
When these variables are controlled together, engagement, drill size, rigidity, and evacuation, CNC tapping becomes highly repeatable and predictable.
That’s when threads stop being a risk point in your production line.
Conclusion
Tapping looks simple until a broken tap costs you a scrapped part, lost spindle time, and a delayed shipment.
At JLCCNC, tapping isn’t treated as an afterthought operation. It’s engineered.
● Optimized thread engagement (not blindly chasing 100%)
● Correct tap geometry per material
● Rigid synchronization on production CNC equipment
● Controlled cutting parameters for stainless, aluminum, steels, and specialty alloys
● Inspection-backed thread accuracy
You don’t need to commit to massive MOQs to get that level of precision. JLCCNC machining services can start at $1 for basic parts, making it easy to validate your design before scaling.
If thread reliability matters to your assembly, and it should, let’s machine it right the first time.
Request a quote to get precision-threaded parts optimized for your application.

FAQ
What is the difference between spiral flute and spiral point CNC taps?
Spiral flute taps pull chips out of blind holes, while spiral point taps push chips forward in through holes.
Which CNC Tap is Best for Blind Hole Tapping?
A spiral flute tap is typically best for blind holes because it evacuates chips upward.
What is a form tap used for in CNC Machining?
A form tap creates threads by material deformation instead of cutting, eliminating chips in ductile materials.
How much thread engagement is recommended for CNC Tapping?
Most CNC tapping applications perform reliably at 65–75% thread engagement.
Can CNC machines use hand taps for Internal Threads?
CNC machines can use hand taps, but production-grade CNC taps are far more reliable and consistent.
What tap type is best for stainless steel CNC machining?
● For through holes, spiral point (gun) taps are commonly used because they push chips forward.
● For blind holes, spiral flute taps are preferred to pull chips upward and prevent packing.
● Use lower speeds, rigid tapping, and strong lubrication to control torque and work-hardening.
What causes tap breakage in CNC blind holes?
Tap breakage in blind holes is usually caused by torque overload. Common reasons include chip packing, incorrect feed synchronization, drill size too small, and poor lubrication.
Using spiral flute taps and ensuring proper drill size and feed control helps reduce failure risk.
Popular Articles
• End Milling Explained: Types, Uses & Best End Mills for Metal & Wood
• End Milling vs Face Milling: Key Differences, Tools & Applications
• CNC Tooling 101: Choosing the Right End Mills and Cutters
• How to Choose the Right Cutting Tool Material (CNC & Lathe Guide)
• A Complete Guide to Tool Wear Detection and Maintenance in CNC Machining
Keep Learning
CNC Probing Guide: How CNC Probe Systems Work, Applications, and Benefits
Key Takeaways About CNC Probing CNC probing is on-machine measurement that replaces or reduces manual setup and inspection steps. A CNC probing system combines a probe body, stylus, signal transmission, and controller integration to measure workpiece position, tool length, feature dimensions, and surface location. CNC probing solutions range from basic workpiece location routines on a manual machine to fully automated in-process verification in unattended manufacturing cells. CNC probing simulation le......
Drill Point Angle: Selection, Materials, and Drilling Performance
Key Takeaways About Drill Point Angle A 118° point is used most often in steel and aluminum jobs because it drills without special setup changes on standard machines. 135° points show up more in stainless and tool steel work since they keep the drill from pushing hard at the center during entry. In aluminum and similar ductile materials, chips often come out in long strands when the point geometry does not support breakage. Hole entry stays more consistent when the drill point matches the material ins......
Jig vs Fixture: Key Differences and Applications in Machining
(AI generated) Drilling jig with guide bushings and CNC machining fixture holding a metal workpiece on a machine shop workbench. If you ask three machinists to explain the difference between jigs and fixtures, you’ll likely get three different answers. It’s one of those things that gets mixed up constantly, especially by anyone who isn’t actually standing at the machine. But when you’re planning a setup, that distinction becomes critical. How you hold a part changes everything: alignment, repeatabilit......
Types of Taps: How to Choose the Right Thread Tap for CNC Machining
(AI generated) Close-up of a thread tap cutting internal threads inside a metal workpiece. Tap breakage during blind hole threading is one of the most common production disruptions. This guide explains the different types of thread taps used in CNC machining and provides practical selection advice based on hole type, material, and machining conditions. What Is a Thread Tap and How Tapping Works What Is a Thread Tap? A thread tap is a cutting tool used to create internal threads inside a pre-drilled ho......
CNC Tooling 101: Choosing the Right End Mills and Cutters
Introduction: The Unsung Heroes of CNC Machining In CNC machining, precision doesn’t start with the machine—it starts with the tooling. Choosing the right end mills and cutters determines not only the surface finish and dimensional accuracy but also the machining time, tool life, and overall production cost. Many machinists and engineers underestimate how much tooling affects performance. Whether you’re shaping aluminum, cutting stainless steel, or milling engineering plastics, the right CNC tool can ......
How to Choose the Right Cutting Tool Material (CNC & Lathe Guide)
If you've ever heard a cutting tool scream with chatter or watched an edge chip after just a few passes, you already know, the wrong tool material will wreck your part, your time, and your budget. Geometry matters, yes, but material is what defines whether that tool can survive under the pressures of real machining. This is especially true when comparing lathe cutting tools with modern cutting tools for CNC. Traditional lathes can get the job done, but they're limited by manual control, speed, and con......