擴張金屬網指南:尺寸、應用與製造見解
1 分鐘
- 什麼是擴張金屬網?
- 擴張金屬網尺寸與規格
- 材料與表面處理
- 擴張金屬網製造流程
- 影響擴張金屬網品質的因素
- 擴張金屬網應用
- 擴張金屬網優點與限制
- 如何為專案選擇合適的擴張金屬網
- FAQ:擴張金屬網
(AI-generated)
擴張金屬網是現代製造、建築、建築設計、交通運輸與能源產業的基礎材料。其製程係以機械方式在實心金屬板材上切縫並拉伸成均勻網孔,而非沖孔、焊接或編織。此獨特製程保留材料連續性,同時形成開孔,達到減輕重量、改善通風並提升功能表現之目的。
相較於沖孔、焊接或編織網,擴張金屬網維持連續股線,確保高耐久性、安全性與長期可靠性,廣泛應用於工業平台、建築立面、安全圍欄與承載結構。本指南為工程師、設計師、採購專員與決策者提供技術嚴謹且經搜尋優化的總覽。
什麼是擴張金屬網?
定義與關鍵特性
擴張金屬網由單片實心金屬板經同時切縫與拉伸製成,切縫圖案與拉伸力形成重複開孔(最常見為菱形),同時保持整片連續股線。因材料未被切斷或拼接,成品保有優異結構完整性。
擴張金屬網的關鍵特性:
一體成形,無焊道或接點
• 相較實心板具高強度重量比
• 連續股線均勻分散載重
• 優異通風、排水與透光性
• 凸起型擴張網具防滑特性
•原料利用率高,廢料極少
擴張金屬網通常以兩種形式供應:凸起型擴張網保留擴張後的三維輪廓,剛性與防滑性更佳;壓平型擴張網經輥壓平整,表面平滑均勻,適合建築、圍封與裝飾應用。
擴張金屬網與擴張鋼網的差異
擴張金屬網泛指由各種金屬(碳鋼、不鏽鋼、鋁、銅、黃銅及特殊合金)製成的擴張網產品;擴張鋼網專指以碳鋼或不鏽鋼為基材的擴張金屬網。
擴張鋼網常用於需要以下條件的場合:
• 高機械強度與剛性
• 優異承載能力
• 耐衝擊與耐磨耗
碳鋼擴張網廣泛用於平台、走道、機器護罩與基礎建設;不鏽鋼擴張網耐蝕性更高,適用於化學加工、食品生產、海事環境與戶外建築。鋼材強度通常高於鋁擴張網,但多需表面處理以確保長期防蝕。
擴張金屬網與其他網材比較(沖孔、焊接、編織)
| 網材類型 | 製程 | 主要差異 |
| 擴張 | 切縫+拉伸 | 連續股線、高強度、材料損失極少 |
| 沖孔 | 沖壓孔洞 | 移除材料、可能降低強度、廢料較多 |
| 焊接網 | 交叉焊線 | 焊點可能為弱點 |
| 編織網 | 金屬絲編織 | 具撓性、適合過濾、承載力有限 |
因擴張金屬網保留連續股線,特別適合安全關鍵與承載應用。
擴張金屬網尺寸與規格
標準板材尺寸(公制與英制)
擴張金屬網尺寸因製造慣例、區域標準與應用而異,常見標準尺寸如下:
• 公制:1000 × 2000 mm、1200 × 2400 mm、1500 × 3000 mm
• 英制:4 × 8 ft、5 × 10 ft
亦可提供卷材供後續加工。基材厚度一般約 0.5 mm(輕量建築)至 6.0 mm 以上(重工業地坪與結構件)。
幾何參數
擴張金屬網性能由以下相互關聯的幾何參數決定:
基材厚度:0.5 mm(輕量)至 6 mm+(工業用)
網孔大小:以LWD(菱形長向)與SWD(菱形短向)定義
股線寬度:決定剛性、疲勞阻抗與機械性能
網孔越大,通風、排水與視野越佳;網孔越小,承載與安全性越高。股線寬度對剛性、疲勞阻抗與整體機械性能至關重要。
客製尺寸與區域標準(北美、歐洲、亞洲)
許多工程與建築專案需客製尺寸、圖案或公差。區域標準影響尺寸慣例與品質要求:
- 北美:以 ASTM 標準為主,普遍使用英制尺寸
- 歐洲:EN 標準強調公制尺寸與定義公差
- 亞洲:JIS 與 GB 標準支援多樣工業規格
註:JLCCNC 目前不生產擴張金屬網,但提供 雷射切割、折彎、成型、焊接與表面處理 等 CNC 鈑金服務,材質涵蓋鋼、鋁等。
材料與表面處理

(AI-generated)
常見材料(鋼、鋁、銅及合金)
擴張金屬網可由多種金屬製成,各具不同性能:
•
碳鋼擴張網:高強度、良好成型性,工業應用成本效益佳
• 不鏽鋼擴張網:優異耐蝕與衛生性能,適用嚴苛或受規範環境
• 鋁擴張網:輕量、耐蝕,適合建築與交通運輸
• 銅與黃銅擴張網:裝飾性外觀、導電性與抗菌性能
• 特殊合金:耐高溫或耐化學腐蝕合金,供極端工況使用
選材應考量機械負荷、環境暴露、法規要求與生命週期成本。
表面處理與表面完工選項
表面處理可提升耐久性、耐蝕性與外觀,常見選項包括:
• 熱浸鍍鋅
• 電鍍鋅
• 粉體塗裝
• 鋁材陽極處理
• 機械拋光或刷紋
• 不鏽鋼化學鈍化
建築專案中,表面完工對視覺品質、顏色一致性與長期耐候性至關重要。
耐蝕性與環境性能
濕度、鹽分、化學接觸與溫差顯著影響性能。不鏽鋼與鋁擴張網在戶外及海事環境具優異耐蝕性,經適當塗裝的鋼材則為大多數工業環境提供平衡方案。
壓平型與凸起型擴張網
擴張金屬網主要分凸起型與壓平型。凸起型保留三維輪廓,剛性與防滑性高,適用於工業走道、樓梯踏板、機器護罩與安全平台。壓平型經輥壓後表面平滑,美觀且易於塗裝,適合建築外牆、圍封與裝飾。選擇依據結構性能或外觀需求而定。
材料選擇亦影響性能,常見材質包括碳鋼、不鏽鋼、鋁、銅、黃銅與特殊合金。以下表格比較形式與材料性能:
| 特性/材料 | 凸起型擴張網 | 壓平型擴張網 | 碳鋼 | 不鏽鋼 | 鋁 | 銅/黃銅 |
| 表面輪廓 | 3D、具紋理 | 平整、光滑 | 實心 | 實心 | 實心 | 實心 |
| 剛性與承載力 | 高 | 中等 | 高 | 中高 | 中等 | 低-中 |
| 防滑/安全 | 極佳 | 低 | 中等 | 中等 | 低 | 低 |
| 耐蝕性 | 取決於材料與塗層 | 取決於材料與塗層 | 低(需塗裝) | 高 | 高 | 高 |
| 美觀/完工 | 工業風 | 簡潔、裝飾性 | 工業 | 工業/建築 | 建築/輕量 | 裝飾/建築 |
| 典型應用 | 走道、平台、樓梯踏板、安全圍欄 | 立面、圍封、隔間、裝飾板 | 工業地坪、機器護罩 | 海事、化工、食品製程 | 交通運輸、輕結構 | 裝飾板、電氣、抗菌應用 |
此比較顯示形式與材料如何影響機械性能、安全性、耐蝕性與美學潛力,正確組合可確保符合負載、環境與設計需求。
擴張金屬網製造流程
製程概覽(切縫、拉伸、輥壓)
擴張金屬網製造分三主要階段:
1. 以專用刀模精密切縫
2. 同時拉伸板材形成均勻網孔
3. 視需求輥壓平整
製程僅重新分布材料,幾無廢料,材料利用率極高。
材料前處理與加工方法
擴張前通常進行厚度校正、表面清潔,必要時熱處理或消除應力。現代製造商 increasingly 結合擴張與 CNC 雷射切割、折彎、焊接及表面處理。
品質控制與尺寸公差
品質控管聚焦於幾何一致性與機械性能,重點檢查網孔均勻性、股線寬度、平整度、方正度與邊緣品質。對模組化系統、建築面板與承載安裝,嚴格公差尤為關鍵。
區域製造標準(ASTM、EN、JIS)
擴張金屬網通常依 ASTM(北美)、EN(歐洲)、JIS(日本)等標準製造,確保機械性能可預測且應用可靠。
影響擴張金屬網品質的因素
尺寸精度與結構完整性
精確控制擴張過程確保載重均勻分布與結構可靠,股線幾何或擴張率偏差將顯著影響性能。
股線一致性與邊緣品質
股線寬度一致可降低應力集中,平滑無毛邊提升安全性與安裝便利性。
承載能力與機械強度
承載能力取決於材質、基材厚度、網孔配置與支撐條件,鋼擴張網通常提供最高承載力。
擴張金屬網應用
(AI-generated)
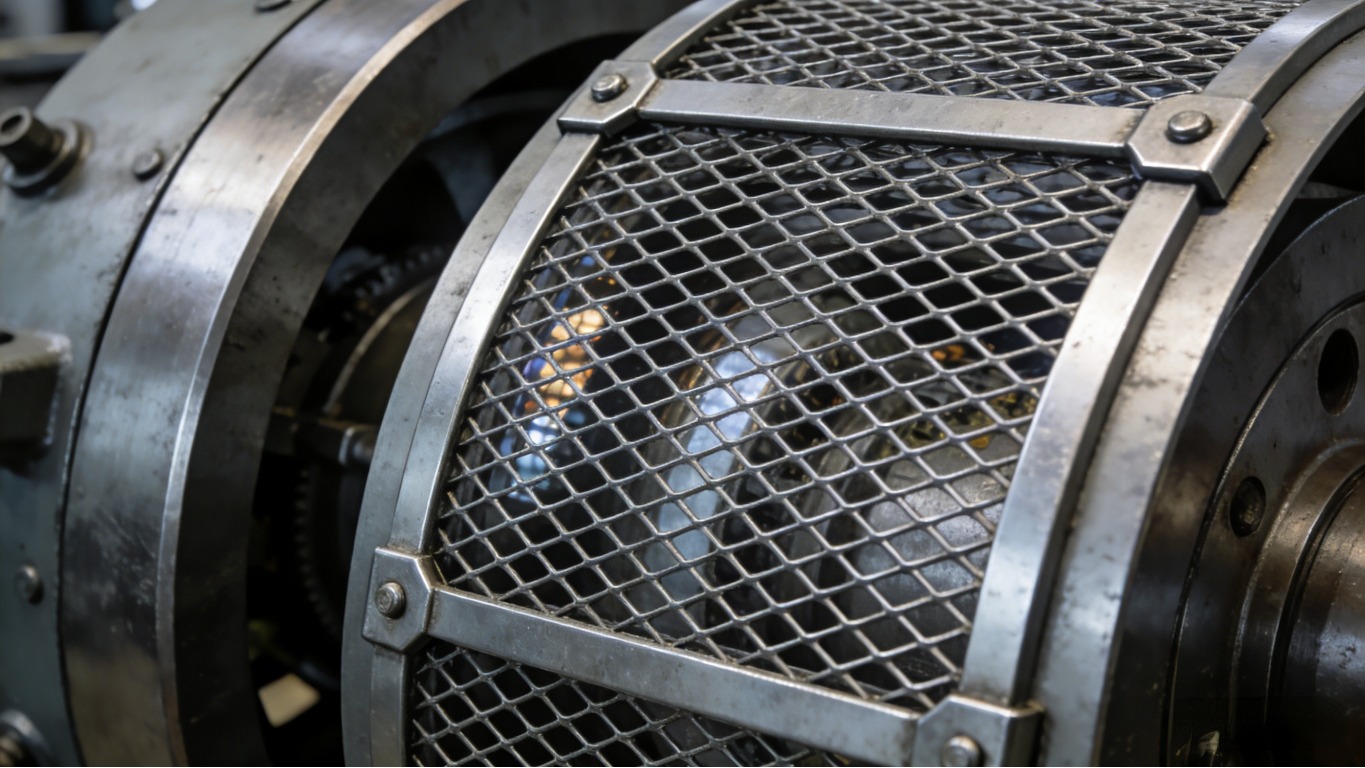
工業應用(機器護罩、平台、走道)
廣泛用於機器護罩、安全圍欄、平台、走道、樓梯踏板等,防滑、高強度與耐久性使其成為安全關鍵應用之選。文章CNC Machining vs Sheet Metal: Which is Better for Enclosures 提供機加工與鈑金製程於外殼應用之詳細指引。
建築與裝飾應用
用於建築立面、遮陽板、室內隔間、天花板與欄杆填充板,壓平型因外觀簡潔而特別受歡迎。
特殊與高效能應用
過濾系統、EMI/RF 屏蔽、交通運輸組件及需輕量高強度的基礎建設。
區域應用趨勢與標準
應用趨勢因地而異,受當地建築法規、氣候條件與設計偏好影響。
擴張金屬網優點與限制
強度重量比與成本效益
以較少材料提供優異強度,減輕重量並節省成本。深入分析可參考The True Cost of Custom Sheet Metal Parts,說明材料、製程與價格考量。
設計彈性與美學選擇
多樣圖案、材質與完工方式可同時滿足功能與美觀需求。
限制與使用限制
相較雷射切割裝飾板精度較低,且需適當邊緣處理。
材料選擇的區域考量
氣候、法規與供應可得性皆應納入選材考量。
如何為專案選擇合適的擴張金屬網
依環境與性能選材
依腐蝕暴露、機械需求與預期壽命選擇材料。
尺寸、載重需求與網孔配置
網孔幾何與厚度須符合載重與安全規範。
表面完工與視覺設計
建築專案常重視表面一致性與顏色品質。
供應商能力與區域可得性
與 JLCCNC 等經驗豐富的供應商合作,可同時取得擴張網與 CNC 切割、折彎、完工服務,簡化全球採購與專案執行。
FAQ:擴張金屬網
擴張金屬網與沖孔網有何不同?
擴張網由板材切縫拉伸成形,無材料損失且保持連續結構;沖孔網因打孔可能降低強度。
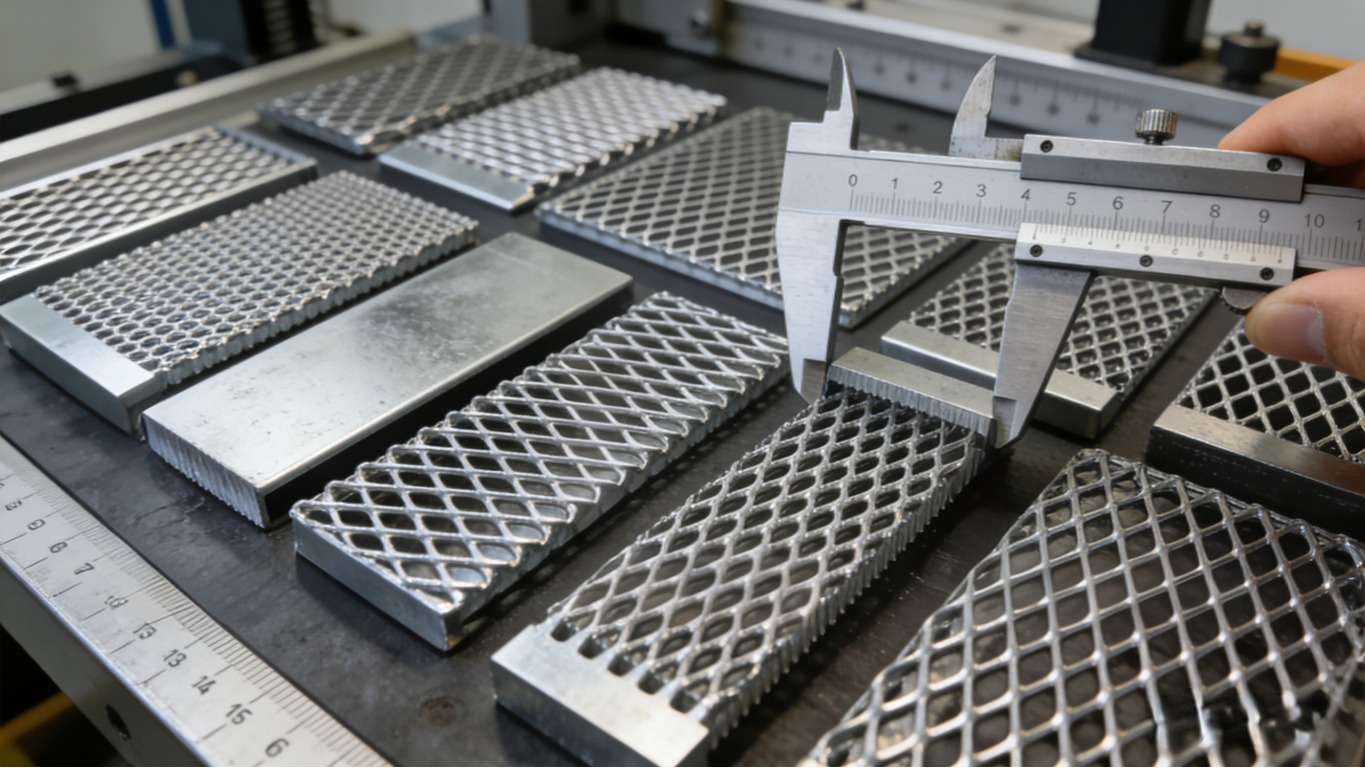
如何正確量測擴張金屬網?
量測板尺寸、基材厚度、LWD、SWD 與股線寬度,確保適配與性能。
哪些因素影響擴張金屬網價格?
價格取決於材料、厚度、網孔配置、表面處理與客製化程度。
擴張金屬網訂單交期多長?
交期視材料可得性、產能與客製規格而定。
持續學習
擴張金屬網指南:尺寸、應用與製造見解
(AI-generated) 擴張金屬網是現代製造、建築、建築設計、交通運輸與能源產業的基礎材料。其製程係以機械方式在實心金屬板材上切縫並拉伸成均勻網孔,而非沖孔、焊接或編織。此獨特製程保留材料連續性,同時形成開孔,達到減輕重量、改善通風並提升功能表現之目的。 相較於沖孔、焊接或編織網,擴張金屬網維持連續股線,確保高耐久性、安全性與長期可靠性,廣泛應用於工業平台、建築立面、安全圍欄與承載結構。本指南為工程師、設計師、採購專員與決策者提供技術嚴謹且經搜尋優化的總覽。 什麼是擴張金屬網? 定義與關鍵特性 擴張金屬網由單片實心金屬板經同時切縫與拉伸製成,切縫圖案與拉伸力形成重複開孔(最常見為菱形),同時保持整片連續股線。因材料未被切斷或拼接,成品保有優異結構完整性。 擴張金屬網的關鍵特性: 一體成形,無焊道或接點 • 相較實心板具高強度重量比 • 連續股線均勻分散載重 • 優異通風、排水與透光性 • 凸起型擴張網具防滑特性 •原料利用率高,廢料極少 擴張金屬網通常以兩種形式供應:凸起型擴張網保留擴張後的三維輪廓,剛性與防滑性更佳;壓平型擴張網經輥壓平整,表面平滑均勻,適合建築、圍封與裝飾應用。 擴張金屬......
鈑金固定:方法、扣件與 DFM 最佳實務
(AI-generated) 工業組裝車間內,以螺絲與鉚釘螺母固定的金屬鈑件外殼特寫 鈑金固定看似圖面上簡單,實則悄悄決定你的零件將來是穩固,還是六個月後開始鬆動、滑牙或龜裂。材料很薄,某些方面寬容,某些方面卻極其嚴苛;每個孔、每道螺紋、每顆扣件的選擇,都會永久影響強度、成本與組裝難度。 從 DFM 角度來看,固定本身就是結構的一部分。 什麼是鈑金固定? (AI-generated) 工業組裝車間內,以螺絲與鉚釘螺母固定鈑金外殼的場景 鈑金固定是將獨立鈑金件機械接合成可用組件的過程。 實際製造中,鈑金固定與實心或成型件的固定有幾項關鍵差異: ● 材料薄,螺紋嚙合有限,扣件選擇直接影響接頭強度。 ● 切割與折彎後公差累積,固定必須容納現實變異。 ● 扣件通常承載主要負載路徑,而非鈑材本身,尤其薄料。 鈑金固定在製造與組裝中的意義 實際製造中,鈑金固定通常發生在切割、折彎、成型之後,此時公差已累積,零件也不再完全平整——好的固定設計就在這裡展現價值。 鈑金固定方法通常依賴: ● 螺絲鎖入薄材或嵌件 ● 鉚釘形成永久接合 ● 壓合或壓入扣件於成型期間或之後加入 因基材薄,你很少只靠材料強度;扣件往往就是......
CNC 轉塔衝床:工作原理、DFM 設計準則、成本與服務
(AI 生成)鈑金加工廠內運轉的 CNC 轉塔沖床。 轉塔沖孔可高效製作孔洞與成形特徵;然而零件品質與成本取決於材料選擇、刀具狀態與製程規劃。對於具有大量重複特徵的機箱或面板,只要幾何形狀、材料與公差要求符合製程能力,轉塔沖孔通常比雷射切割更快且更具成本效益。 本指南說明 CNC 轉塔沖孔的運作原理、主宰零件品質的關鍵 DFM(可製造性設計)規則,以及如何判斷何時轉塔沖孔是相較於雷射切割最具成本效益的製程。 什麼是 CNC 轉塔沖孔? CNC 轉塔沖孔是一種鈑金加工製程,利用 CNC 控制的轉塔沖床在平板金屬上製作孔、槽、切口與成形特徵。轉塔沖床是機器平台:它使用儲存在旋轉轉塔中的可互換沖頭與模具,並透過 CNC 定位與程式化的衝壓實現重複生產。 (AI 生成)操作員在 CNC 轉塔沖床旁檢視已沖孔鈑金面板。 什麼是轉塔沖床? CNC 轉塔沖床結合旋轉刀具轉塔與 CNC 控制的板材定位,以高重複精度製作孔、切口與成形特徵。CNC 轉塔沖床包含: ● 容納數十組沖頭與模具的旋轉轉塔 ● 驅動沖頭的CNC 控制滑塊 ● 透過夾鉗與伺服驅動軸定位板材 每一次衝壓即可在單一行程中完成孔、槽、浮花、百葉或成......
CNC 鈑金加工中的 Z 型折彎與 U 型折彎:技術與工具
如果你曾經好奇金屬鈑金零件上那些銳利的折角與精準的弧度是怎麼來的,答案就是「折彎」,而且不是隨便折。我們談的是CNC Z 折彎與U 折彎,這兩種基礎技術能把平坦的金屬板變成電子外殼、結構件等各種功能型態。 本指南直接切入重點,帶你了解每種方法的原理、適用時機,以及CNC 折彎機與專用管件折彎工具如何完成工作。不論你是製造商、工程師,還是剛踏入鈑金折彎領域,這份拆解都能給你所需的清晰度(與精度)。 深入了解鈑金加工中的 CNC Z 折彎與 U 折彎 什麼是鈑金的 CNC 折彎? CNC 折彎指的是利用CNC 折彎機(可程式化的折彎機或折彎設備)對金屬板材進行塑性變形,以確保緊密公差與重複性。相較於手動折彎,CNC 方法可自動化折彎角度、零件順序與後擋料定位,是精密製造的理想選擇。 在汽車、HVAC、家電與航太等產業,折彎鈑金零件都必須符合嚴格的性能規格,因此 CNC 折彎已成為標準。 Z 折彎解析:目的、方法與應用案例 (Eurostamp Tooling) Z 折彎會在金屬上做出 Z 形輪廓,通常是兩個反向的 90° 折彎,中間帶一段偏移。這種技巧用於需要讓凸緣從基板平面「跨出去」或「讓位」的情況......
如何避免鈑金雷射切割中的熱影響區:精密切割的專業技巧
雷射切割憑藉其速度、精度以及處理複雜幾何形狀的能力,已成為現代製造的首選方法。然而,與所有熱切割製程一樣,它也存在一個常被忽略的挑戰——HAZ,即熱影響區。如果您切割的是薄板或對熱敏感的金屬,這一小片不受控的熱變形區域可能直接決定成敗。 那麼,什麼是熱影響區?在金屬板材雷射切割過程中,又該如何避免?本指南將說明問題所在、背後的科學原理,以及實用策略,幫助您在下一個鈑金切割專案中減少甚至消除 HAZ。 (ResearchGate) 什麼是熱影響區(HAZ)? 所謂熱影響區,是指在雷射切割時未被熔化,但因暴露於高溫而產生結構與冶金變化的金屬區域。這些變化會影響硬度、強度、延展性等機械性質,有時會削弱材料,或導致變形、開裂、變色。 在鈑金雷射切割應用中,HAZ 是關鍵考量,尤其當處理高強度鋼、薄鋁板或需要嚴格公差的零件時。 為何在鈑金雷射切割中 HAZ 如此重要? 儘管雷射切割相較於電漿或氧燃氣切割熱輸入更低,但其所產生的HAZ仍可能: ● 損害焊接完整性 ● 在轉角處造成微裂紋或脆化 ● 使薄材變形 ● 改變外觀表面 ● 增加後處理難度 若零件將用於精密組裝或面向客戶的產品,即使熱影響區略大,也可能成......
如何解決金屬板材彎曲時的變形問題
金屬板材彎折是現代製造業的關鍵製程,能將平整的板材塑造成汽車、航太、建築與電子等產業所需的精確幾何形狀。然而,彎折過程中的變形常見且棘手,可能影響產品品質、增加成本並造成交期延誤。本文將深入探討板材彎折中最常見的變形類型、其成因、經實證的解決方案,以及在設計階段避免變形問題的方法。重點放在專業且實務的做法,以達成最佳製造成果。 金屬板材彎折變形的成因 掌握變形成因是預防的第一步。最常見的原因包括: 模具選擇不當(如衝頭或模穴半徑錯誤) 材料性質不符(過脆或過軟) 彎折裕度或彎折扣除計算不準 彎折時缺乏支撐 彎折速度過快或過慢 材料軋紋方向錯誤 金屬板材彎折常見變形類型與有效解決方案 處理彎折變形時,選對材料與精通製程同樣關鍵。材料決定金屬對彎折力的反應,直接影響變形程度。以下提供材料選用訣竅,並搭配經實證的變形解決方案: 1. 選擇適合彎折的材料 不同金屬在彎折力下的表現各異。例如鋁成形性佳、回彈小,而不鏽鋼則需更精準的模具以避免開裂。 選材訣竅:考量板厚、硬度與軋紋方向,決定其彎折特性與最佳模具。深入了解各種材料並為您的專案找到最合適的選擇,我們提供完整指南助您做出明智決策。 2. 彎折回彈 金......