タップの種類:CNC加工に適したネジタップの選び方
1 min
- ねじタップとは? タップ加工の仕組み
- CNC 加工で使われる主要なタップタイプ
- 盲孔に最適なタップの選び方
- 材質とCNCセッティングに基づくタップ選定
- よくあるタッピングトラブルとエンジニアリング対策
- 特殊・マイナータップタイプ(参考概要)
- CNC タッピングを確実にするエンジニアリング提言
- 結論
- FAQ
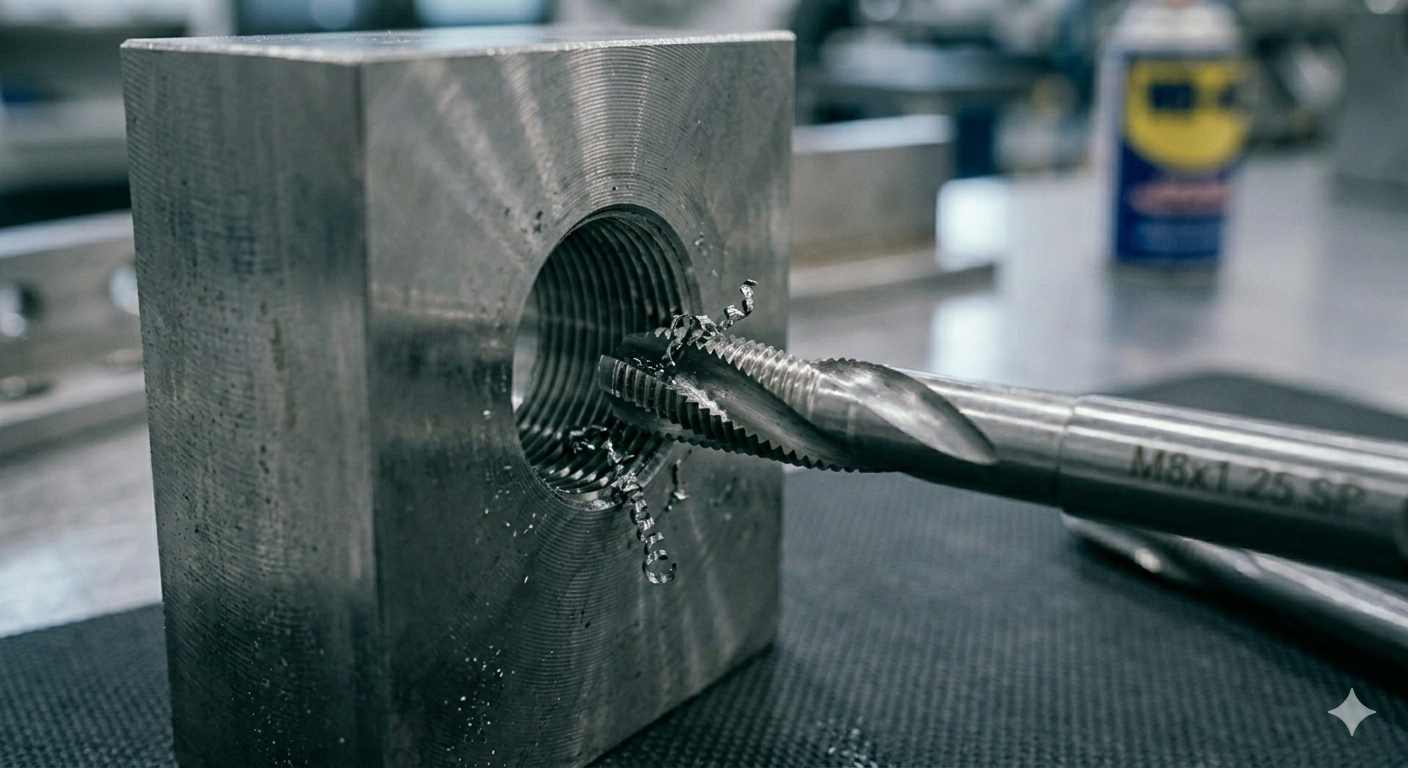
(AI generated) 金属加工物の内部でタップが内ねじを切削する接写。
盲孔(ブランドホール)のタップ加工での折損は、最も多い生産中断の原因のひとつです。
本ガイドでは、CNC 切削加工で使われる各種タップのタイプを解説し、穴の形状・材質・加工条件に基づいた実践的な選定方法を示します。
ねじタップとは? タップ加工の仕組み
ねじタップとは?
タップは、あらかじめ開けた穴の内部に内ねじを切削する工具です。CNC 加工では、滑らかなボアを確実にボルトで締結できるねじ穴に変える役割を果たします。
簡単に言うと:
● 穴の内部にねじを切る(切削または塑性変形)
● メートル、UNC、UNF など規格に準拠
● 材質・穴タイプに応じて専用設計
● 盲孔・貫通孔のどちらにも最適化可能
タップの種類によって、工具形状、溝設計、コーティング、切れ刃の形が異なり、CNC の回転数・送り制御下での性能が大きく変わります。
CNC 加工におけるタップ加工の仕組み

(AI generated) 工業用作業台に並べられた各種 CNC タップ。
CNC タッピングでは、送りと主軸回転を精密に同期させる必要があります。
一般的な手順:
● 適正なタップ用ドリル径で穴を開ける
● 剛性タップ/同期送りでタップを正確に位置決め
● ピッチに合わせた送りで回転させながら攻める
● ねじ部を傷つけずにクリーンに離反
CNC 環境では、剛性タップにより主軸回転と送り速度を完全に同期させ、ねじの乱れ、ピッチ誤差、突発的なタップ折損を防ぎます。
材質も重要です。アルミは切屑排出が容易ですが、ステンレスは送りの不安定を許容しません。鋳鉄はまた異なる挙動を示します。間違ったタップ選択は生産遅延と不良の山です。
ここで、適切なタップタイプの選択が本当に重要になってきます。
CNC 加工で使われる主要なタップタイプ
以下の表は、CNC 加工で最も一般的に使われるタップタイプを比較し、切屑制御の挙動と理想的な用途を示しています。

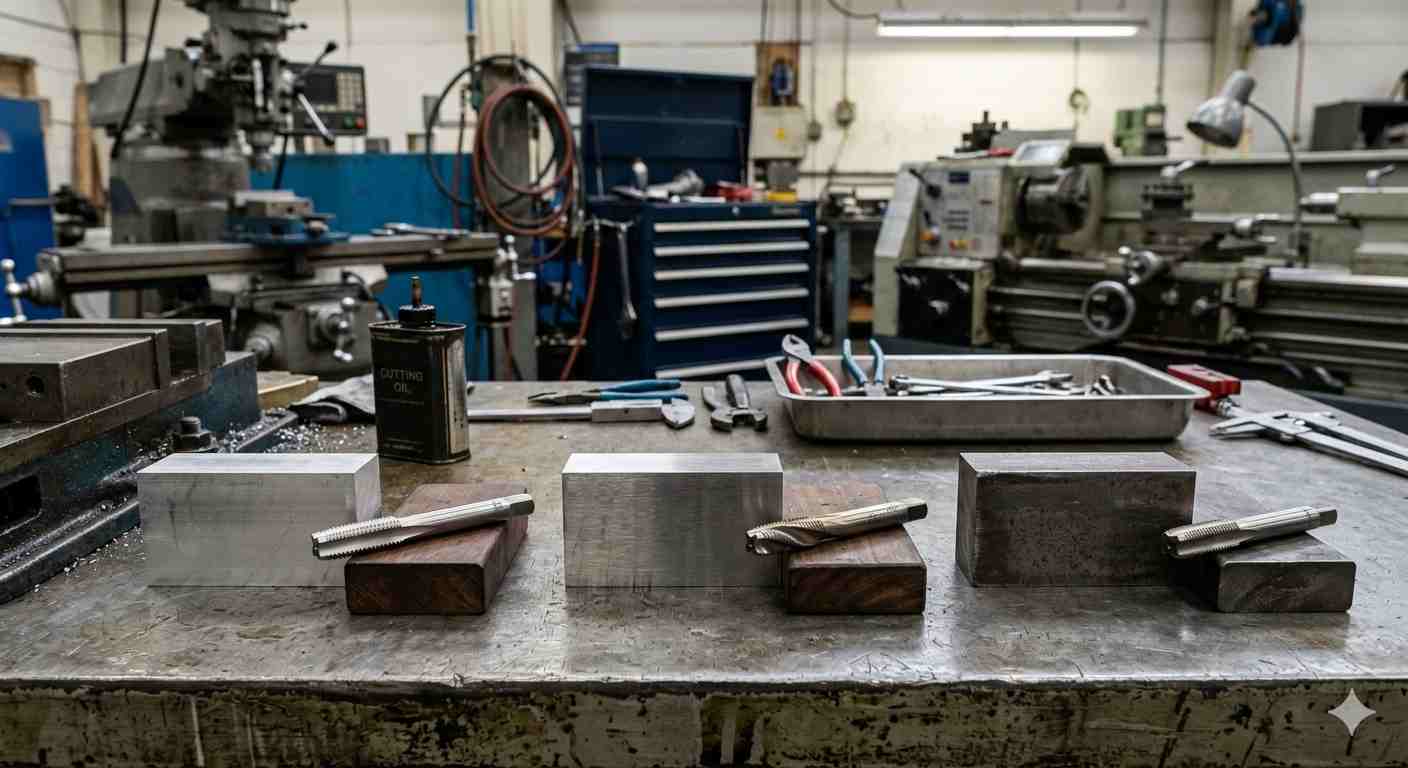
(AI generated) 鋼製作業台に並べられた各種 CNC タップの俯瞰写真。
タッピング失敗の多くは、機械が悪いのではなく、タップスタイルが穴条件に合っていないことに起因します。
以下のカテゴリは、CNC 加工で最もよく使われる設計を代表し、それぞれが特定の切屑排出・ねじ加工条件に最適化されています。
| タップタイプ | 最適用途 | 切屑方向 | 苦手条件 | 実例用途 |
| ストレートフルートタップ | 少量生産、汎用作業 | 切屑が溝に落下 | 深い盲孔、ねばり材 | メンテナンス、鋳鉄、低速タッピング |
| スパイラルポイントタップ | 貫通孔 | 前方へ押し出す | 盲孔 | 鋼・アルミの高速CNC量産 |
| スパイラルフルートタップ | 盲孔 | 上方へ引き上げ | 非常に脆い材料 | ステンレスやアルミの深い盲孔 |
| ロール(塑性)タップ | 延性材料(アルミ、軟鋼) | 切屑なし(塑性変形) | 脆性材料 | 量産で強度の高いねじを必要とする場合 |
| ハンドタップ(テーパー・プラグ・ボトミング) | 手作業または二次作業 | 様々 | 高速CNCサイクル | 修理、少量ねじ切り |
| 管用タップ(NPT/BSP) | テーパー管用ねじ | フルートタイプ依存 | 普通の平行ねじ | 流体継手、油圧ポート |
ストレートフルートタップ
旧来のシンプル設計。安定したセッティングで信頼性が高く、鋳鉄のように自然に切屑が砕ける材料や浅い穴に適しています。深い盲孔では切屑が詰まるため不向きです。
スパイラルポイント(ガン)タップ
高速CNC 貫通孔タッピングのデファクトスタンダード。切屑を前方に押し出し、量産で安定します。盲孔には絶対に使わないでください。
スパイラルフルートタップ
盲孔専門。切屑を上方に引き上げて詰まりを防ぎ、折損リスクを低減します。
ロール(塑性)タップ
切削せずに冷間塑性変形でねじを形成するため、切屑が出ず、強度・表面仕上げが向上します。延性材料に限られ、鋳鉄のような脆性材では折損します。
ハンドタップ:テーパー・プラグ・ボトミング
主に工具室で使われますが、CNC でも深さ確保のための仕上げにボトミングタップを使うことがあります。
管用タップ(NPT/BSP)
テーパーねじで密封を得るための専用タップ。油圧・空圧継手に使用され、平行ねじとは交換できません。
盲孔に最適なタップの選び方

(AI-generated) 作業者がブラインドホール部品を検査している様子。
盲孔では切屑が逃げにくく、深さも限られるため、特有の課題が生じます。
深い盲孔では切屑が底部に溜まり、トルク上昇・折損リスクが高まります。
適切なタップジオメトリと切屑排出が、バインディング防止と品質保持に不可欠です。
盲孔に推奨されるCNCタップタイプ
切屑を効果的に制御し、安定トルクを維持できるタップを選びましょう。
スパイラルフルートタップ
深い盲孔では切屑を上方に排出し、トルクを安定させます。鋳鉄のような脆性材は避けてください。
ロール(塑性)タップ
切屑が出ないため、強度の高いねじを長寿命で加工できます。対象は延性材料で、穴径は通常の切削タップより2–5%大きめに取り、潤滑を十分に行います。
ボトミングタップ
有効深さを最大限確保したい場合に、切屑排出済みの後工程で仕上げ用に使います。底部に1–1.5ピッチの逃げが必要です。
盲孔選定の実践的フレームワーク
以下のチェックで失敗を未然に防ぎます:
● 材料が延性? → ロールタップ候補
● 穴深さ>径×1.5? → スパイラルフルート推奨
● 底部近くまでねじが必要? → ボトミングタップ追加
● クーラント到達困難? → ストレートフルートは避ける
● トルクが急上昇? → 切屑排出問題と判断
盲孔のねじ有効深さガイドライン
盲孔タッピングは切屑排出制限から、最も故障が多いCNC工程のひとつです。
詳細はThreaded Hole Guidelineをご覧ください。
材質とCNCセッティングに基づくタップ選定
(AI generated) アルミ、ステンレス、鋼などの材質サンプルが並ぶワークステーション。
タップ選定は溝形状だけではありません。同一スパイラルフルートタップでも、アルミとSUS304では挙動が異なります。主軸同期、コーティング、クーラント圧も性能を変えます。
実際の生産では、以下を総合的に判断します:
● 材質の挙動
● 機械能力
● 仕上げ要求
● 生産量
ワーク材質別選択
アルミ
● 切屑が長くねばる
● ロールタップが非常に有効
● 高速可
● 焼き付き防止に潤滑重要
軟鋼
● 切削が安定
● 貫通孔ではスパイラルポイントが活躍
● 量産ならロールタップも可
ステンレス鋼
● 加工硬化しやすい
● 送りが不連続だとトルク急増
● 盲孔ではスパイラルフルート推奨
● 低速・安定送り必須
鋳鉄
● 切屑が自然に砕ける
● ストレートフルートで十分
● 積極的な切屑排出は不要
タップ材質とコーティング
HSS(ハイス)
汎用・少量・軟材向け
PM(粉末ハイス)
耐摩耗性が高く、ステンレスや量産に適す
コーティングの重要性:
● TiN:汎用耐摩耗
● TiCN:硬く、強靭鋼に有効
● AlTiN/AlCrN:耐熱性優れる
● バイト仕上げ:アルミの切屑付着防止に最適
回転数・送り・クーラント
剛性タップでは送り=ピッチを厳守。僅かなずれもトルク増に繋がります。
回転数は:
● アルミでは高回転で仕上げ向上
● ステンレスでは高速=発熱+加工硬化
クーラント戦略:
● フラッドで一般タッピング
● スルースピンドルが深い盲孔に最適
● ロールタップは強潤滑が必須
メートルねじのタップドリル径基準
| ねじサイズ | 標準ピッチ(mm) | 推奨ドリル径(mm) |
| M3 × 0.5 | 0.5 | 2.5 |
| M4 × 0.7 | 0.7 | 3.3 |
| M5 × 0.8 | 0.8 | 4.2 |
| M6 × 1.0 | 1.0 | 5.0 |
| M8 × 1.25 | 1.25 | 6.8 |
70–75%のねじ係合で十分な強度を確保し、トルク増を抑制します。
よくあるタッピングトラブルとエンジニアリング対策

(AI generated) 実際のねじ不良・加工欠陥が見られる金属加工物。
タッピング失敗のほとんどは、突然の「パキン」から始まりません。
トルクの上昇、切屑詰まり、僅かなピッチずれが先行します。工具が折れるかねじが検査で落ちる頃には、原因は数サイクル前から存在しています。
ねじ不良・折損の根幹は「ジオメトリ」「切削条件」「材質への誤認」の3つ。メカニズムを理解すれば再現性は向上し、工具寿命も伸びます。
盲孔の切屑詰まり
切屑詰まりは静かにタップを殺します。
原因:
● 深い盲孔にストレートフルートを使用
● クーラント流量不足
● 過度のねじ係合(ドリル径小さすぎ)
● 延性材料で切屑制御なし
対策:
● スパイラルフルートに変更
● 延性材ではロールタップで切屑ゼロに
● ドリル径を僅かに大きくして係合率を下げる
● 剛性タップ同期を再確認
● 可能ならスルースピンドルクーラントを使用
タップ折損の原因
折損は機械的過負荷です。切削抵抗が工具限界を超えた瞬間に起こります。
トリガー:
● 送り‐ピッチ同期誤差
● ステンレスのような加工硬化材
● 過度のねじ係合率
● 摩耗タップを交換せず使用
● 盲孔で急な切屑圧縮
対策:
● 剛性タップ送り=ピッチを厳守
● 加工硬化合金では切削速度を下げる
● ねじ係合を65–75%の実用レベルに下げる
● 工具は故障ではなくサイクル数で交換
● ロールタップでは潤滑を強化
ねじ径が大きすぎる・表面が粗い
検査で落ちるねじは、工具または機械の不安定が原因です。
症状:
● ねじが緩い
● 山面が粗い
● ピッチが不均一
● 入口にバリ
原因/対策:
● ドリル径を再確認
● ホルダー振れをチェック
● 表面撕裂れなら回転数を下げる
● 摩耗材には高耐摩耗コーティング
● 振動を減らすため固定を強化
特殊・マイナータップタイプ(参考概要)
標準タップでは対応しきれない特殊な制約に使われます。
| タップタイプ | 主な用途 | 強み | 代表用途 |
| 管用タップ(NPT/NPTF) | テーパー管用ねじ | ねじ締めで密封 | 流体系統、油圧ポート |
| インタラプテッドタップ | 切屑詰まりやすい材料 | 切削負荷低減 | 難削合金、深い穴 |
| ロングシャンク/エクステンションタップ | 深部・障害物ある箇所 | 深くまで到達 | 鋳物・ハウジング |
| アクメタップ | 動力伝達用ねじ | 高負荷伝達プロファイル | リードスクリュー、駆動機構 |
| STI(インサート用)タップ | ヘリコイル設置 | インサート用の大径ねじ | 補修・強化 |
| ロールフォーム管用タップ | 切屑なし管用ねじ | 延性金属で強いねじ | アルミマニホールド |
特殊タップを検討するタイミング
● ねじ深さ>径×2–3
● 最適化しても標準タップが頻折
● 加圧下で密封必要
● 薄肉で補強が必要
● インサート用下穴加工
CNC タッピングを確実にするエンジニアリング提言
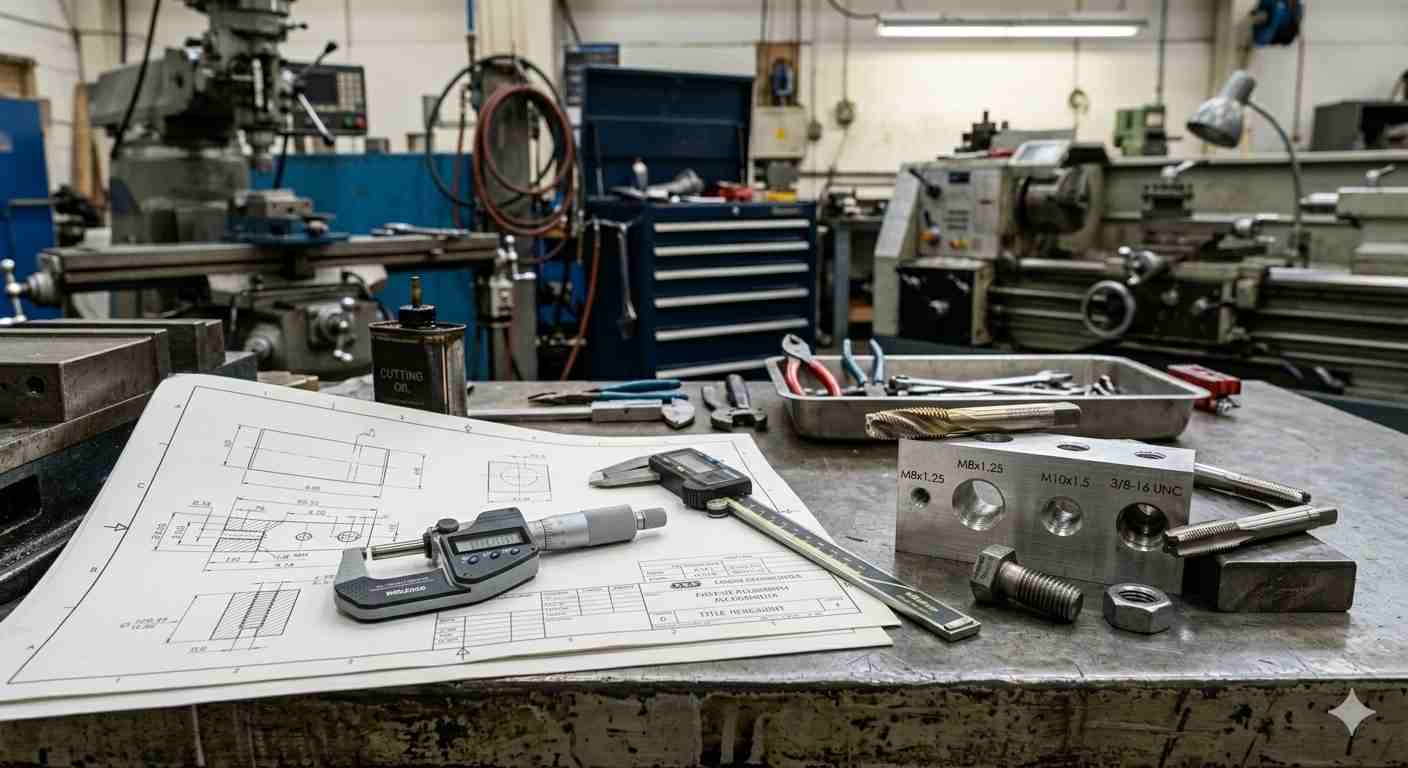
(AI generated) ねじ部品と図面を解析するエンジニアリングワークステーション。
ねじ品質の再現性は、「良いタップ」だけでは得られません。システム制御が必要です。
ねじ係合、ドリル径、クランプ剛性、主軸同期が連動しています。一つでもずれると、ねじ品質はずれます。
1. ねじ係合を意図的に制御
係合率を上げれば良いとは限りません。65–75%で構造的に十分です。
2. ドリル径を機能に合わせる
ステンレスや小径タップでは、トルク低減のためドリル径を僅かに大きくする場合があります。盲孔では底部逃げ・切屑空間をBlind Hole Depth Guidelineで確認してください。
3. タッピング vs スレッドミリングを戦略的に選択
タッピング:高速・量産向け
ミリング:低径力、硬材、ねじフィット調整可能、一部のねじ不良リカバリ可
トータルリスクで判断してください。サイクルタイムよりスクラップ率が高価な場合もあります。
4. 剛性CNC同期を確実に
送り≠ピッチの場合、ピッチ乱れ・横圧・トルク過負荷が生じます。主軸エンコーダ精度、送り/回転比、ホルダ振れ、工具摩耗を点検してください。
5. クランプ剛性・振動低減
固定が甘いと、ねじが大きくなり、山面が荒れ、入口バリが増えます。短い突出し、安定固定、最小振れ回りを心がけましょう。
結論
タッピングは、折損による部品廃棄・主軸停止・納期遅れが一瞬で発生します。
JLCCNCでは、タッピングを後工程としてではなく、エンジニアリングの対象として扱います:
● 無理のない係合率設定
● 材質に合わせたタップジオメトリ選定
● 生産用CNCでの剛性同期制御
● ステンレス・アルミ・鋼・特殊合金向けパラメータ最適化
● 検査裏付きのねじ精度
大量MOQなしでこの精度が得られます。JLCCNC 加工サービスは基本パーツ$1から。設計検証後に量産拡大も可能です。
ねじの信頼性が組立に関わるなら、最初から正しく加工しましょう。
見積もりを依頼して、アプリケーションに最適化された精密ねじ部品を手に入れてください。

FAQ
スパイラルフルートとスパイラルポイントの違いは?
スパイラルフルートは盲孔で切屑を上方へ、スパイラルポイントは貫通孔で前方へ排出します。
盲孔にはどれが最適?
スパイラルフルートタップが切屑排出で有利です。
ロールタップの役割は?
延性材料で切屑を出さず塑性変形で強いねじを形成します。
推奨ねじ係合率は?
65–75%がほとんどのCNC用途で信頼性が高いです。
CNCでハンドタップは使える?
使えますが、生産用CNCタップの方が遙かに安定しています。
ステンレスCNC加工に最適なタップは?
● 貫通孔:スパイラルポイント(前方排出)
● 盲孔:スパイラルフルート(上方排出)
● 低速・剛性タップ・十分潤滑でトルク増を抑制
盲孔でタップ折損の主因は?
トルク過負荷:切屑詰まり、送り同期誤差、ドリル径小さすぎ、潤滑不足。スパイラルフルート・適正ドリル径・送り制御で防止します。
学び続ける
CNC加工における工具摩耗検出とメンテナンスの完全ガイド
CNC加工における工具摩耗検出とメンテナンスの完全ガイド I. はじめに CNC加工技術は、現代の製造業において不可欠な部分であり、精密機械、航空宇宙、自動車などの業界で広く使用されています。CNC工作機械は、コンピュータ制御により、様々な複雑な部品を高精度・高效率で加工できます。しかし、長時間の加工プロセスでは工具摩耗が避けられず、これが加工品質、効率、コストに影響を与えます。 工具摩耗とは、加工プロセスにおいて工具がワークピースとの摩擦により、工具の刃先や表面が徐々に損失することを指します。工具摩耗は、ワークピースの表面品質の低下を引き起こすだけでなく、生産のダウンタイムを増加させ、生産プロセス全体の安定性にも影響を与えます。したがって、工具のタイムリーな検出とメンテナンスは、CNC加工効率の向上とコスト削減の鍵となります。 本記事では、工具摩耗の種類、検出方法、メンテナンス戦略、および工具寿命管理について紹介し、加工プロセスの円滑な進行を確保するために工具をより適切に管理するお手伝いをします。 II. 工具摩耗の種類と特徴 CNC加工プロセスには、様々な種類の工具摩耗があり、各摩耗タイプは加......
エンドミリング解説:種類・用途・金属・木材用の最適なエンドミル
エンドミリング解説:種類・用途・金属・木材用の最適なエンドミル 精密部品の加工を本気で取り組むのであれば、エンドミル加工は単なる作業工程の一つではなく、現代の削減型製造の中核をなすものです。しかし、工場やワークショップでエンドミルが一般的に使われているにもかかわらず、その微妙な違いを過小評価している人はまだ多いのが現状です。工具の形状やコーティングから、加工材料に適したエンドミルの選定(木材を綺麗に切削するものと、ステンレス鋼に耐えるものには違いがある、はい、違います)まで、細部が結果を左右します。 このブログは、カタログの説明を表面的にざっと読んだものではありません。工具の種類、使用例、実際の加工性能や工具摩耗、仕上げ品質に影響を与える判断について、深く掘り下げていきます。サイクルタイムを最適化する機械加工技術者であろうと、公差を選択する設計者であろうと、エンドミルを理解することは重要です。 詳しく見ていきましょう。 (Istock) エンドミル加工とは? 種類、用途、利点 エンドミル加工は、CNC加工の中でも高度に適応性があり、正確なプロセスとして際立っています。ドリルが軸方向のみを切削するの......
エンドミリング対フェイスミリング:主な違い、ツールと用途
エンドミリング対フェイスミリング:主な違い、ツールと用途 CNC加工の世界では、フライス加工は定番のプロセスですが、すべてのフライス加工が同じというわけではありません。エンドミル加工とフェイスミル加工は、広く使用されている2つの加工方法で、それぞれが異なる工具設計と切削幾何形状に最適化され、異なるタイプの加工に適しています。両者とも回転カッターで金属を成形しますが、切削する方法、場所、対象が異なります。 このブログでは、エンドミルとフェイスミルの違いを解説し、性能を比較して、次のプロジェクトでどちらを使用すべきかを判断するお手伝いをします。機械加工技術者、エンジニア、精密CNCサービスを調達されている方に関わらず、このガイドで必要な明確性を得ることができます。 (Unionfab) エンドミル加工とは何か? エンドミル加工は、切削工具が材料に垂直に入り、工具の側面と先端を使用して材料を除去する加工操作です。工具は通常エンドミルで、突き進み、輪郭、スロット、ポケット、さらには穴開けまで可能で、非常に多用途です。 エンドミルとは何か? エンドミルはドリルビットに似ていますが、大きく異なります。側面と先......
適切な切削工具材料の選び方(CNC・旋盤ガイド)
チターンという異音を立てる切削工具を聞いたことがある方や、わずか数回の加工で刃先がチッピングするのを見たことがある方ならご存じでしょう、不適切な工具材質は加工品、時間、そして予算を台無しにします。幾何学的形状も重要ですが、材質こそが、その工具が実際の加工現場の圧力に耐えられるかを決定づけるのです。 これは特に、旋盤用切削工具と現代のCNC用切削工具を比較する場合に顕著です。伝統的な旋盤でも作業はこなせますが、手動制御、速度、再現性という点で限界があります。CNC加工では、単に材料を削るのではなく、繰り返し可能な精度、より厳しい公差、そしてより短い納期で全てを行うのです。 JLCCNCでは、企業が手動旋盤の限界を超えることを容易にします。当社のCNC加工サービスは、時間とコストを削減するだけでなく、超高精度とより良い材料効率も実現します。手動セットアップに依然として依存している製造業者の方々にとって、当社とのパートナーシップは常に高品質な結果を保証します。 このガイドでは、工具材質がなぜ幾何学的形状だけよりも重要なのか、適切な選択が性能にどう影響するのか、そして異なる工具材質がどこで真価を発揮するの......
タップの種類:CNC加工に適したネジタップの選び方
(AI generated) 金属加工物の内部でタップが内ねじを切削する接写。 盲孔(ブランドホール)のタップ加工での折損は、最も多い生産中断の原因のひとつです。 本ガイドでは、CNC 切削加工で使われる各種タップのタイプを解説し、穴の形状・材質・加工条件に基づいた実践的な選定方法を示します。 ねじタップとは? タップ加工の仕組み ねじタップとは? タップは、あらかじめ開けた穴の内部に内ねじを切削する工具です。CNC 加工では、滑らかなボアを確実にボルトで締結できるねじ穴に変える役割を果たします。 簡単に言うと: ● 穴の内部にねじを切る(切削または塑性変形) ● メートル、UNC、UNF など規格に準拠 ● 材質・穴タイプに応じて専用設計 ● 盲孔・貫通孔のどちらにも最適化可能 タップの種類によって、工具形状、溝設計、コーティング、切れ刃の形が異なり、CNC の回転数・送り制御下での性能が大きく変わります。 CNC 加工におけるタップ加工の仕組み (AI generated) 工業用作業台に並べられた各種 CNC タップ。 CNC タッピングでは、送りと主軸回転を精密に同期させる必要があります。......
CNCツーリング101:適切なエンドミルとカッターの選び方
CNCツーリング101:適切なエンドミルとカッターの選び方 はじめに:CNC加工の無名の英雄たち CNC加工における精度は、マシンから始まるのではなく、工具から始まります。適切なエンドミルやカッターを選ぶことは、表面仕上がりや寸法精度だけでなく、加工時間、工具寿命、そして全体の生産コストも決定します。多くの機械加工技術者やエンジニアは、工具が性能に与える影響を過小評価しています。アルミニウムを成形する場合でも、ステンレス鋼を切削する場合でも、エンジニアリングプラスチックをフライス加工する場合でも、適切なCNC工具が全ての違いを生みます。 業界をリードするオンラインCNC加工サービスであるJLCCNCは、これを誰よりもよく理解しています。最適化された工具セットアップを活用することで、JLCCNCは高精度の加工部品をたった1ドルから提供し、納期は最短3日で実現します。 CNC切削工具の一般的な種類 適切な工具を選ぶには、現代のCNC加工で使用される主要な種類を理解することが始まりです。各工具は、材料除去、仕上げ、または輪郭加工のために最適化された独自の機能を持っています。 エンドミル – CNCフライ......