Electropolishing Explained: Process, Surface Finish, and Stainless Steel Applications
21 min
- What Is Electropolishing?
- Electropolishing Process for CNC Machined Components
- Electrochemical Principles of Electropolishing
- Stainless Steel Electropolishing: Benefits and Applications
- Electropolished Surface Finish and Surface Quality
- Electropolishing vs Other Surface Finishing Methods
- Advantages and Limitations of Electropolishing
- Electropolishing Materials and Compatibility
- How to Choose Electropolishing for CNC Manufacturing
- FAQs About Electropolishing
Key Takeaways
- Electropolishing is an electrochemical process that removes material from metal surfaces by anodic dissolution, preferentially attacking microscopic surface peaks to produce a smoother, brighter, and more corrosion-resistant surface.
- Stainless steel electropolishing is the most common industrial application, used in medical, pharmaceutical, food processing, and aerospace manufacturing.
- A properly controlled electropolishing process can often reduce Ra surface roughness by around 30-50% or more, depending on the starting surface condition and alloy.
- Electropolishing typically removes roughly 5-30 µm per surface, depending on the alloy, geometry, process parameters, and target finish. It is not a coating and does not add material, the electropolished surface is the base metal, refined.

(AI generated) electropolishing process setup for CNC machined stainless steel
Most surface finishing processes add material to a part. Coating, plating, and anodizing all create or deposit a surface layer.
Electropolishing does the opposite. Electropolishing is an electrochemical finishing process that removes a thin layer of metal from the surface to improve smoothness, corrosion resistance, and cleanliness.
Unlike bead blasting, electropolishing reduces microscopic peaks instead of mechanically texturing the surface. It removes material selectively at a microscopic level from the surface peaks that contribute to corrosion initiation, bacterial adhesion, and premature wear.
The result is a cleaner, smoother, and more corrosion-resistant surface without adding any coating or deposited layer.
The electrochemistry behind it isn't simple, and the difference between a well-executed electropolishing process and a poor one is often evident because of the surface quality, dimensional change, and long-term part performance. This guide explains how the electropolishing process works, what affects the final surface finish, and where it is most useful in CNC manufacturing.
What Is Electropolishing?
Definition of Electropolishing
Electropolishing is an electrochemical surface finishing process in which a metal part is made the anode in an electrolyte bath. A controlled direct current removes material from the surface, preferentially dissolving microscopic high points to produce a smoother, brighter, and more passive finish.
Why Electropolishing Is Used for CNC Parts
Every raw CNC machined surface has peaks and valleys, tool marks, micro-burrs at grain boundaries, embedded contaminants from the machining process, and a worked surface layer with different properties from the bulk material underneath.
Those microscopic imperfections matter for several reasons:
On stainless steel medical instruments, surface peaks harbor bacteria that sterilization can't reliably reach.
On pharmaceutical process equipment, surface roughness traps product and cleaning chemicals in ways that compromise purity.
On aerospace components, surface contamination initiates corrosion in environments where base material corrosion resistance should be adequate.
Standards and industry guidance in sectors such as pharmaceutical processing, medical manufacturing, and aerospace often reference or favor electropolished surfaces for applications where cleanliness, corrosion resistance, and surface consistency are critical.
JLCCNC specializes in custom CNC machining for prototypes and production parts. Although electropolishing is not part of every in-house finishing workflow, we can help customers machine stainless steel and other metal components with the tolerances, geometry, and starting surface quality needed for downstream electropolishing, passivation, coating, and assembly.

Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
Electropolishing Process for CNC Machined Components
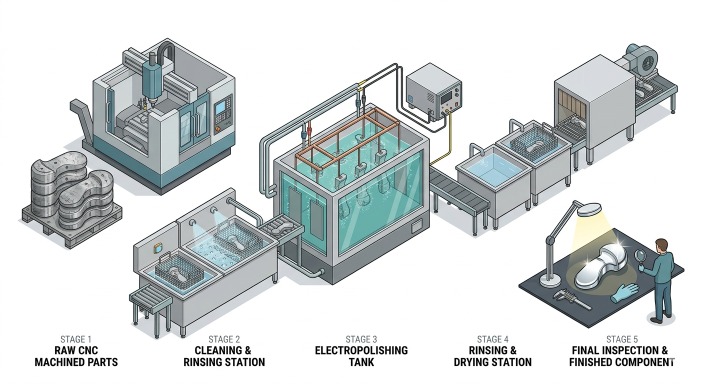
(AI generated) Flow diagram of electropolishing process
Surface Preparation Before Electropolishing
Electropolishing requires thoroughly cleaned parts because it is a finishing process, not a substitute for pre-cleaning.
Contamination on the surface before electropolishing either gets incorporated into the surface chemistry and affects the process, or causes uneven current distribution that produces an inconsistent electropolished surface finish.
Parts go through a multi-stage pre-treatment before electropolishing. Alkaline cleaning removes oils, cutting fluids, and handling contamination. Rinsing removes the cleaning chemistry. Pickling in dilute acid removes oxide scale and surface contamination on steel, this stage is particularly important for parts that have been heat treated or exposed to elevated temperatures that produced scale. Final rinse in deionized water immediately before immersion in the electropolishing bath prevents contamination of the bath chemistry.
Surface condition going into electropolishing affects what comes out. Electropolishing improves surface finish but doesn't eliminate deep scratches, grinding marks, or significant surface damage. A part with Ra 3.2 µm from rough machining comes out of electropolishing at roughly Ra 1.6-2.0 µm, improved but not transformed. A part with Ra 0.8 µm from careful finish machining comes out at Ra 0.2-0.4 µm, that's a genuinely excellent electropolished surface finish that represents a real step up in quality.
Electrochemical Polishing Process
The part enters the electropolishing bath as the anode, connected to the positive terminal of the power supply. Cathodes are typically made from materials compatible with the electrolyte and process design, often stainless steel or other conductive corrosion-resistant materials. The electrolyte for most stainless steel electropolishing is a mixture of phosphoric and sulfuric acid at elevated temperature, typically 60-80°C, with specific concentration ratios proprietary to each service provider.
Direct current flows through the circuit. At the part surface, metal ions dissolve into the electrolyte, the metal is oxidized and removed as ions in solution. The current density at any point on the surface determines how fast material dissolves at that point, and current density is higher at surface peaks than in valleys, which is the mechanism that produces surface leveling.
Typical electropolishing parameters include current density in the range of 20-60 A/dm², bath temperature around 60-80°C, and immersion times of roughly 2-20 minutes, depending on the material, starting surface condition, and target finish. These parameters are interdependent, too high current density produces pitting and uneven dissolution rather than smooth leveling. Too low current density produces inadequate surface refinement and uneven brightness.
Cleaning and Post-Treatment
After electropolishing, parts are removed and rinsed immediately in cold water to stop the electrochemical reaction, then rinsed again in deionized water to remove residual acid chemistry.
Passivation, immersion in nitric or citric acid solution, follows for stainless steel parts to ensure complete development of the chromium-rich passive layer that electropolishing promotes.
The sequence from electropolishing bath to clean, dry, passivated part needs to happen without significant delays. If electropolished stainless steel is left wet with residual acid residue, it may develop uneven surface staining within minutes.
The post-treatment sequence is as important as the process parameters in producing a consistent, high-quality electropolished surface finish.
Electrochemical Principles of Electropolishing
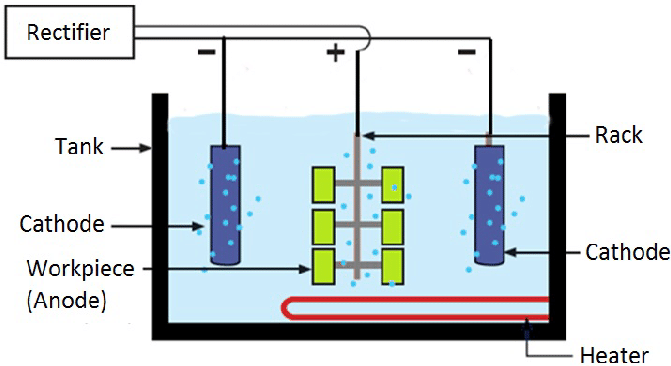
(researchgate) Scheme of electropolishing process
Anodic Material Removal
When a metal part is made the anode in an electrolytic cell, an oxidation reaction occurs at the surface. Metal atoms lose electrons and become metal ions that dissolve into the electrolyte. For stainless steel electropolishing, iron, nickel, and chromium all dissolve, but not at equal rates. The process alters the near-surface composition and promotes the formation of a chromium-enriched passive layer, which contributes to improved corrosion resistance on stainless steel.
The anodic dissolution rate at any surface point depends on local current density. Current concentrates at geometric high points, peaks, edges, burr tips, where the electric field is stronger. This concentration effect is what makes electropolishing selective rather than uniform. The process is essentially using electrochemistry to do what abrasive finishing does mechanically, but at a scale and selectivity that mechanical processes can't approach.
Electrolyte and Chemical Environment
The electrolyte in stainless steel electropolishing, phosphoric-sulfuric acid mixture, does more than carry current. It forms a viscous boundary layer at the anode surface that limits ion diffusion away from the surface. This diffusion-limiting layer is thinner at peaks than in valleys, which maintains higher ion concentration at peaks and drives faster dissolution there.
The temperature, concentration ratio, and water content of the electrolyte all affect this boundary layer behavior. Getting the chemistry wrong disrupts the preferential peak removal mechanism, the process starts dissolving the surface uniformly rather than selectively, producing a dull, etched appearance rather than a bright electropolished surface finish.
Current Density and Surface Leveling
Current density is the most directly controllable parameter in the electropolishing process, and it determines surface quality more than any other variable. The relationship between current density and surface leveling is not linear. Each material and electrolyte combination has an optimal operating range in which preferential peak dissolution is maximized.
Below the optimal current density, the diffusion-limiting layer controls the process inadequately, and uniform etching dominates over selective leveling, the surface gets duller rather than brighter. Above the optimal range, gas evolution at the surface disrupts the diffusion layer, causing pitting and uneven dissolution. The characteristic current-voltage curve for a given material and electrolyte has a plateau region, the "polishing window", where the process runs at its best. Operating within this window is what experienced electropolishing operators manage, and it's why process control matters as much as chemistry.
Microscopic Peak and Valley Smoothing
Before electropolishing, a machined stainless steel surface at Ra 0.8 µm looks smooth to the eye but has peaks and valleys at the microscopic level with height differences of several micrometers. Current concentrates at these peaks, dissolving them faster than the valleys. Over the course of a 5-15 minute electropolishing cycle, this preferential dissolution reduces peak height, smooths the profile, and produces the Ra improvement that makes electropolishing valuable.
The improvement is real but bounded. In production environments, Ra reduction often depends more on starting surface quality than polishing time alone. It cannot compensate for deep scratches or grinding damage, those valleys remain after the peaks are removed, and the relative roughness profile shifts but the deep features don't disappear.
Stainless Steel Electropolishing: Benefits and Applications

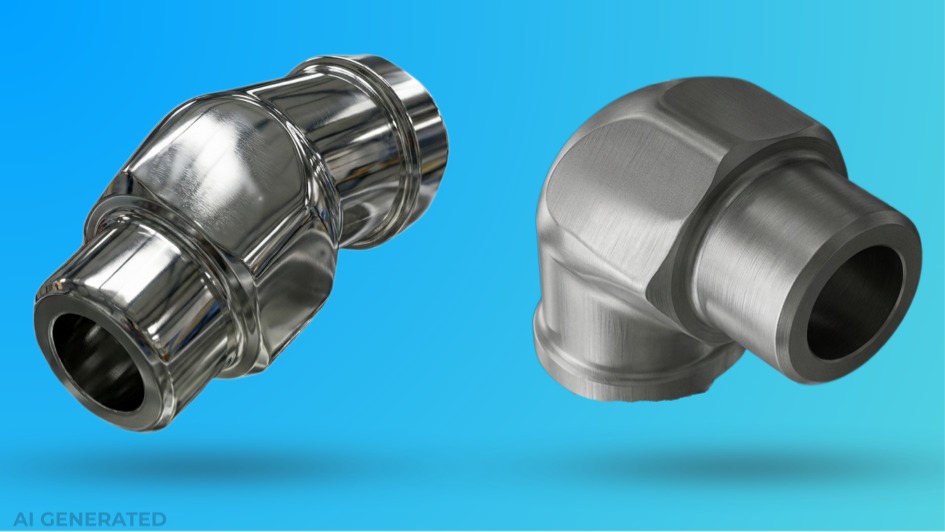
(AI generated) electropolished stainless steel
Stainless steel accounts for the majority of industrial electropolishing volume because its corrosion resistance and passive-film behavior respond especially well to the process.
Why Stainless Steel Responds Well to Electropolishing
Stainless steel's chromium content is what makes it stainless, the chromium oxide passive layer. Machining disrupts and contaminates that passive layer. Electropolishing restores and enriches it. The electrochemical process preferentially removes iron from the surface chemistry, leaving a chromium-enriched layer that forms a more robust, more uniform passive film than the as-machined surface.
Surface analysis often shows chromium enrichment after electropolishing, which helps explain the improved passivity of stainless steel surfaces. That enriched chromium ratio translates directly into improved corrosion resistance, not marginally, but measurably. In many comparative tests, electropolished stainless steel performs better in corrosion testing than passivated-only or mechanically finished equivalents, although the exact improvement depends on alloy, surface condition, and test method.
Corrosion Resistance Improvements
The corrosion resistance improvement from stainless steel electropolishing comes from three simultaneous effects. Surface smoothing removes the micro-crevices where corrosion initiates. Removal of the worked surface layer eliminates embedded iron contamination from tooling. Surface chemistry enrichment improves passive layer quality and continuity.
For 316L stainless in chloride environments, medical sterilization, food processing washdown, pharmaceutical cleaning, the combination produces measurably better corrosion resistance than mechanical finishing and passivation alone. Published corrosion studies and supplier test data often report longer time-to-corrosion after electropolishing, although results vary with alloy, surface preparation, and test conditions.
Medical, Food, and Aerospace Applications
| Industry | Why Electropolishing | Relevant Standard |
|---|---|---|
| Medical devices | Bacterial adhesion resistance, sterilization compatibility, biocompatibility | ISO 13485, FDA 21 CFR |
| Pharmaceutical manufacturing | Cleanability, product purity, no contamination trap sites | ASME BPE |
| Food processing equipment | Hygiene, CIP compatibility, corrosion resistance under cleaning chemicals | 3-A Sanitary Standards |
| Aerospace | Corrosion resistance, fatigue life improvement, hydrogen embrittlement relief | AMS 2700, ASTM B912 |
| Semiconductor manufacturing | Ultra-clean surfaces, particle reduction, outgassing minimization | SEMI standards |
304 vs 316 Stainless Steel Electropolishing
Both grades electropolish well, but 316 responds better and the results last longer in corrosive environments. The molybdenum in 316 that improves pitting resistance in service also improves passive layer stability after electropolishing. For medical and pharmaceutical applications where surface performance longevity matters, 316L electropolished is the standard specification. 304 electropolishes to excellent appearance but the improved corrosion resistance doesn't hold as long in aggressive environments. See our detailed comparison of 304 vs 316 stainless steel for material selection guidance: 304 and 316 stainless steel
Electropolished Surface Finish and Surface Quality

(AI generated) comparison between machined stainless steel surface and electropolished surface
Surface Smoothness and Reflectivity
The visual effect of electropolishing is striking compared to mechanical finishing. A machined stainless surface is silvery but directional, you can see the tool marks, the lay direction, the texture of the machining operation. An electropolished surface is bright, non-directional, and reflective in a way that mechanical polishing only achieves after significant labor. The reflection comes from the surface leveling, peaks and valleys reduced to the point where visible light reflects consistently rather than scattering from surface texture.
Reflectivity improves with starting surface quality. An electropolished surface from Ra 0.4 µm starting condition produces a near-mirror finish. An electropolished surface from Ra 1.6 µm starting condition produces a bright satin finish. Both look better than the starting condition, but the best electropolished surface finish comes from the best starting surface, electropolishing enhances what's there, it doesn't create what isn't.
Burr and Micro-Imperfection Removal
Thin burrs at machined edges, the type that passivation doesn't address and manual deburring misses on internal features, dissolve preferentially during electropolishing. The current density concentration at burr tips, which are the most extreme surface peaks, produces rapid dissolution exactly where it's needed. Fine burrs that would take a deburring operation to address manually dissolve within the first minutes of the electropolishing cycle.
This is particularly valuable for medical instruments with fine features, precision stainless components with complex internal geometry, and any part where post-machining burr removal was missed or incomplete. In many cases, electropolishing can reduce these fine burrs without requiring a separate deburring step.
Surface Finish Consistency
Consistency across a batch is one of electropolishing's strongest advantages. When fixturing, bath chemistry, and process control are well managed, electropolishing can deliver highly consistent results across a production batch. The electropolished surface finish on part 1 and part 500 from the same batch is the same, something mechanical polishing at volume can't claim.
For regulated industries where surface finish is a documented quality parameter, this consistency is the basis for the process qualification. Validate the process parameters once, verify the surface quality on the first batch, and rely on the electrochemical process to reproduce that quality on every subsequent batch without per-part inspection.
Surface Roughness and Ra Improvement
Typical Ra improvement from electropolishing, by starting condition:
- Ra 3.2 µm starting condition: typically Ra 1.4-1.8 µm after electropolishing
- Ra 1.6 µm starting condition: typically Ra 0.6-0.8 µm after electropolishing
- Ra 0.8 µm starting condition: typically Ra 0.2-0.4 µm after electropolishing
- Ra 0.4 µm starting condition: typically Ra 0.1-0.2 µm after electropolishing
These ranges assume a well-controlled stainless steel electropolishing process with correct pre-treatment. Poor process control or inadequate pre-cleaning narrows the improvement and produces inconsistent results across the batch.
Electropolishing vs Other Surface Finishing Methods
| Factor | Electropolishing | Passivation | Mechanical Polishing | Buffing |
|---|---|---|---|---|
| Material removal | Yes, 5-30 µm per surface | No | Yes, variable | Minimal |
| Surface smoothing mechanism | Anodic dissolution of surface peaks | Chemical passive layer only | Abrasive cutting | Plastic deformation, minor abrasion |
| Ra improvement | 50%+ from starting condition | None | 60-80% with significant labor | 30-50% |
| Corrosion resistance improvement | Significant, passive layer enrichment | Moderate, passive layer restoration | Minimal | Minimal |
| Burr removal | Yes, fine burrs | No | Partial, accessible edges only | No |
| Internal feature access | Yes, electrolyte reaches all wetted surfaces | Yes | No | No |
| Directional texture | No, non-directional | No change | Yes, follows polishing direction | Slight direction |
| Labor per part | Very low at volume | Very low | Very high | High |
| Batch capability | Excellent | Excellent | Poor | Poor |
| Dimensional change | 5-30 µm per surface, must be accounted for | Negligible | Variable, operator dependent | Negligible |
| Medical/pharma regulatory acceptance | Commonly specified for high-cleanliness applications | Often used where passive layer verification is required | May be insufficient alone for high-cleanliness requirements | Generally cosmetic rather than functional |
| Cost per part at volume | Moderate | Low | Very high | High |
| Best application | Stainless steel high-cleanliness components | Pre or post-electropolishing treatment | Final cosmetic polish on individual parts | Pre-electropolishing surface prep |
| Worst application | Non-conductive materials, complex dimensional tolerances | Standalone finish for high cleanliness requirements | High volume production batches | Precision parts requiring dimensional control |
Advantages and Limitations of Electropolishing
(AI generated) electropolishing vs passivation comparison
Corrosion Resistance and Cleanliness Benefits
The corrosion resistance improvement from electropolishing isn't just surface appearance, it's measurable in salt spray hours, pitting initiation potential, and real-world service life. For stainless steel components in corrosive service environments, electropolishing extends service life in ways that passivation alone doesn't achieve. The surface chemistry enrichment and micro-crevice elimination work together to resist both uniform corrosion and pitting initiation.
Cleanliness improvement is equally concrete. Electropolished surfaces have lower surface energy than mechanically finished surfaces, which reduces particle adhesion, bacterial adhesion, and product buildup in pharmaceutical and food applications. The FDA and ASME BPE specify electropolished surface finish for process contact surfaces in pharmaceutical manufacturing because the science supports the requirement, it's not regulatory conservatism, it's material behavior.
Surface Finish Advantages
Non-directional bright finish without significant labor. Consistent across complex geometries including internal features that mechanical polishing can't reach. Simultaneous burr removal, surface smoothing, and passive layer improvement in one process step. These combined effects explain why electropolishing is specified rather than individual mechanical finishing, deburring, and passivation operations; the electropolish process delivers all three at lower total cost than the three operations separately.
Material and Cost Limitations
Electropolishing works on conductive materials with stable electrochemical behavior in the process electrolyte. Stainless steel, titanium, nickel alloys, copper, and aluminum all electropolish, though with different electrolytes and process parameters. Non-conductive materials obviously don't electropolish. Cast iron electropolishes poorly due to graphite inclusions that don't dissolve and leave a rough surface.
Dimensional change is the constraint that most affects CNC machined parts going to electropolish. Removing 5-30 µm per surface is significant for close-tolerance features, a bore at the lower tolerance limit may go out of specification after electropolishing. Features with dimensional requirements tighter than ±0.05mm need either masking to protect them from the bath or machining with electropolishing allowance built into the target dimension.
Cost depends on part geometry and volume. Simple flat parts electropolish cheaply. Complex parts with large surface area and intricate features require longer bath time and more difficult fixturing, which increases cost. At volume, electropolishing cost per part is competitive with alternatives when the combined benefit of surface quality, corrosion resistance, and cleanliness is considered against doing those things separately.
Electropolishing Materials and Compatibility
Stainless Steel Alloys
All austenitic stainless steels electropolish well, 304, 304L, 316, 316L, 317L, 321, 347. Free-machining grades like 303 (sulfur addition) electropolish poorly, the sulfide inclusions dissolve unevenly and leave a pitted, inconsistent surface. If electropolished surface finish is a design requirement, 303 is the wrong material specification regardless of its machinability advantages. Duplex stainless grades 2205 and 2507 electropolish adequately but require process parameter adjustment for the different phase composition.
Precipitation-hardened grades like 17-4 PH electropolish with results dependent on heat treatment condition, solution annealed condition electropolishes more consistently than aged conditions where the precipitation phases respond differently.
Titanium and Nickel Alloys
Titanium electropolishing requires different electrolyte systems and process controls from stainless steel, and it is usually handled by specialized providers. Titanium electropolishing produces similar surface quality improvements but requires specialized equipment and chemistry not all service providers operate. For medical implants and aerospace components where both titanium's properties and electropolished surface quality are required, titanium electropolishing is worth the additional cost and process complexity.
Nickel alloys including Inconel 625 and Hastelloy C-276 electropolish with modified phosphoric-sulfuric chemistry. The high nickel content produces a bright, smooth surface comparable to stainless steel electropolishing results. Nickel alloy electropolishing is standard in semiconductor and pharmaceutical applications where nickel alloy components need high-cleanliness surfaces.
Material Compatibility and Process Limitations
Aluminum can also be electropolished, but the process chemistry and safety requirements are more specialized than for stainless steel, so it is less commonly used in general production environments. Commercial aluminum electropolishing exists but is less widespread than stainless steel electropolishing due to chemistry handling requirements. Bright anodizing often serves as a practical alternative for aluminum parts where an electropolished-quality bright surface is needed.
Carbon steel electropolishes but the results are generally not worth the effort, carbon steel's corrosion resistance in service is limited regardless of surface condition, and other finishing methods serve carbon steel parts better for most applications.
How to Choose Electropolishing for CNC Manufacturing
Functional vs Cosmetic Surface Requirements
If the surface finish requirement is purely cosmetic, the part needs to look bright and clean, mechanical polishing or buffing may achieve similar appearance at lower cost depending on geometry.
For parts where surface performance in service matters, corrosive environments, sterile applications, high-cleanliness processes, electropolishing delivers value that cosmetic finishing doesn't. Specifying electropolish on a stainless steel bracket that lives in a dry indoor environment is over-specification. Specifying it on a pharmaceutical process fitting that sees aggressive CIP cleaning cycles is correct engineering.
Industry and Regulatory Considerations
Certain industries don't give you a choice, the standard specifies electropolishing and the application requires the standard. ASME BPE for pharmaceutical equipment, FDA guidance for medical devices, and aerospace material specifications for specific applications all call out electropolished surface finish as a requirement. In those contexts the selection decision is made by the specification.
For applications outside those regulated environments, the decision is a cost-benefit calculation. Electropolishing cost varies significantly with part size, geometry, alloy, fixture complexity, and production volume. In high-volume production, the per-part cost often becomes more competitive than manual finishing alternatives. The benefit is quantifiable, longer service life before corrosion, reduced cleaning frequency, lower bacterial contamination risk. If the benefit value exceeds the process cost over the service life of the part, electropolishing is the right specification.
Production Cost and Volume Factors
Electropolishing scales well. Batch processing in large tanks means per-part cost decreases with volume, 500 parts per batch cost significantly less per piece than 10 parts per batch. For high-volume production of stainless steel CNC components where electropolished surface finish is specified, the per-part cost is often under $2-5 for small to medium components at production volumes above 500 parts.
Setup cost, process qualification, fixture design, first article validation, is fixed regardless of volume. For low-volume or prototype applications, this fixed cost is a larger proportion of total cost. For high-volume production, it amortizes to negligible per-part impact.
The practical guidance:for medium- to high-volume stainless steel production in corrosive, hygienic, or regulated applications, electropolishing is often justified when total lifecycle cost matters more than the price of the finishing step alone.
Electropolishing is more than a cosmetic finishing method. For stainless steel CNC machined parts, it can improve surface smoothness, corrosion resistance, cleanliness, and consistency in ways that mechanical finishing and passivation alone often cannot. The best results depend on proper pre-machining surface quality, controlled process parameters, and an understanding of the dimensional change that electropolishing introduces. When those factors are managed correctly, electropolishing becomes a valuable finishing option for medical, pharmaceutical, food processing, aerospace, and other high-performance applications.
FAQs About Electropolishing
Q: What is electropolishing used for?
Electropolishing is used to smooth metal surfaces, remove microscopic burrs, improve cleanliness, and enhance corrosion resistance on machined parts.
Q: Does electropolishing improve corrosion resistance?
Yes, electropolishing improves corrosion resistance by removing surface contaminants and strengthening the metal’s passive oxide layer.
Q: What is the difference between electropolishing and passivation?
Electropolishing removes a thin surface layer to smooth and brighten the metal, while passivation mainly chemically cleans the surface to improve oxide formation without changing surface texture significantly.
Q: Can CNC machined stainless steel parts be electropolished?
Yes, CNC machined stainless steel parts are commonly electropolished to improve surface smoothness, corrosion resistance, cleanliness, and appearance.
Q: How much material does electropolishing remove?
Electropolishing typically removes a few microns to several tens of microns per surface, depending on material, process parameters, and target finish.
Popular Articles
• How to choose between Laser marking and UV printing?
• Anodizing vs. Hard Anodizing: The Differences in Surface Treatment Techniques
• What is Bead Blasting Finish in CNC? A Complete Guide
• Surface Finish in Machining, Types, Charts & Testing
• Explanation of different material surface treatment technologies in CNC machining
Keep Learning
How to choose between Laser marking and UV printing?
Choosing between laser marking and UV printing for CNC machining service depends on various factors, including the specific requirements of your project. Here are some considerations to help you make an informed decision: (Left: Laser Marking/Right:UV Printing) Material Compatibility: Laser Marking: Works well on a wide range of materials, including metals, plastics, ceramics, and more. It provides high precision and is suitable for detailed markings. UV Printing: Works well on a wide range of materia......
How to Read Surface Roughness Symbols: Drawing Examples & ISO Guide
Key Takeaways Surface roughness symbols define the required finish for individual features on an engineering drawing. ISO 1302 provides the standard symbols used on most international technical drawings. A surface finish callout can include the roughness value, machining requirement, lay direction, and supplementary notes. Ra is the roughness parameter specified most frequently, although Rz is common for some functional surfaces. Correct interpretation of a callout helps match the surface requirement ......
Surface Roughness: Chart, Ra Values, Units & Applications
Key Takeaways Surface finish in machining directly influences how a part seals, slides, fits, and wears during service. Ra is the roughness value most commonly specified on manufacturing drawings. Even the same/similar machining techniques can produce different finishes after changing tooling, cutting data, and material. CNC Milling, CNC turning, grinding, and honing each leave their own surface pattern. A surface roughness chart gives engineers a practical reference during design and process planning......
How to Measure Surface Roughness
Key Takeaways Surface roughness measurement quantifies the microscopic peaks and valleys on a machined or processed surface using standardized parameters, Ra being the most common, Rz the most useful for understanding extreme deviations. The two main methods for measuring surface roughness are contact measurement using a stylus profilometer and non-contact optical measurement using laser or white light interferometry. How to measure surface roughness correctly involves surface preparation, instrument ......
Understanding the role of surface finish in CNC machining: how to improve part performance and life?
In precision manufacturing, surface finish is one of the core indicators of CNC machining quality, directly affecting part friction performance, sealing, corrosion resistance and fatigue life. Whether it's aerospace gears or medical implants, precise control of surface roughness (Ra value) has become the key to breaking through technological barriers. In this article, we will analyse the definition of surface finish, influencing factors and optimisation strategies, and share how to achieve the ultimat......
Magnetic Abrasive Finishing: Process, Applications, and Benefits for CNC Machined Parts
Key Takeaways and Introduction About Magnetic Abrasive Finishing Magnetic abrasive finishing uses a magnetic field to control abrasive particles. The process improves surface finish and removes fine burrs. It can reach internal passages and difficult-to-access features. Magnetic deburring is often used on precision machined components. Media selection and magnetic field strength strongly affect results. Magnetic abrasive finishing of precision metal tube Precision metal parts might need more than accu......