Polycarbonate vs Acrylic for CNC Parts: Strength, Machining & Material Selection
30 min
- What Is the Difference Between Polycarbonate and Acrylic
- Optical Performance and Transparency Engineering
- Polycarbonate vs Acrylic Strength and Mechanical Performance
- CNC Machining Differences Between Polycarbonate and Acrylic
- Surface Finishing Options for Acrylic and Polycarbonate
- Chemical Resistance and Environmental Exposure
- Polycarbonate vs Acrylic in CNC Manufacturing Applications
- Common Machining Problems with Acrylic and Polycarbonate
- Design Considerations for CNC Plastic Parts
- Polycarbonate vs Acrylic vs Other Transparent Materials
- How to Choose Between Acrylic and Polycarbonate
- Cost, Machining Time, and Production Trade-offs
- Conclusion: Polycarbonate vs Acrylic in CNC Manufacturing
- FAQ About Polycarbonate vs Acrylic
Quick Comparison: Polycarbonate vs Acrylic
| Property | Polycarbonate | Acrylic |
|---|---|---|
| Tensile strength | 55–75 MPa | 70–80 MPa |
| Impact resistance | 600–900 J/m (notched Izod) | 15–30 J/m |
| Flexural modulus | 2.1–2.5 GPa | 3.0–3.3 GPa |
| Light transmission | 88–90% | 92–93% |
| Heat deflection temp | approximately 110–130°C depending on grade and test condition | 75–100°C |
| Chemical resistance | Moderate. attacked by solvents | Good. resists most common chemicals |
| Machinability | Good. tends to melt at edges | Excellent. clean chips, sharp edges |
| UV resistance (uncoated) | Poor. yellows over time | Good. stable outdoors |
| Cost | Higher | Lower |
| Scratch resistance | Poor | Moderate |
| Typical thickness range | 0.5–25mm | 1–100mm+ |
(AI generated) polycarbonate vs acrylic blocks side by side
As seen above, acrylic and polycarbonate look nearly identical sitting on the shelf. Both materials look similar at first glance. In CNC manufacturing, however, the differences become obvious once machining behavior, impact loading, and long-term service conditions enter the discussion.
The machining differences become noticeable quickly once cutting heat, edge quality, and assembly stress start affecting the finished part.
Acrylic is more sensitive to breakthrough chipping, fastener stress, and impact damage, especially in thin-wall or tightly fastened parts.
Polycarbonate is tougher under impact, but machining heat can soften the cutting zone, create stringy chips, and increase the risk of surface hazing or solvent stress cracking.
Most of these issues are manageable once the material behavior is accounted for during machining and assembly planning.
If you've landed on this comparison because you need CNC machined acrylic or polycarbonate parts and aren't sure which material suits your application, JLCCNC machines both with engineering review built into the quote process. Material selection, tolerance requirements, and surface finish specifications get checked against your design before production starts.
What Is the Difference Between Polycarbonate and Acrylic
Although acrylic and polycarbonate appear visually similar, their machining behavior, impact response, and environmental durability differ significantly in CNC applications.
Acrylic is PMMA. It's stiff, brittle, optically excellent, and machines like a dream when you get the parameters right. Polycarbonate is PC. It's tough, impact-resistant, harder to machine cleanly, and yellows outdoors unless you specifically buy UV-stabilized sheet. The practical differences become obvious once the materials are machined, fastened, or exposed to real operating conditions.
Material Structure and Mechanical Behavior
Tensile strength: acrylic wins, 70-80 MPa versus 55-75 MPa for polycarbonate. Stiffness: also acrylic, 3.0-3.3 GPa flexural modulus against polycarbonate's 2.1-2.5 GPa. If your part sits under static load and doesn't get hit, acrylic is genuinely the stronger, more rigid material.
Temperature: polycarbonate again. Heat deflection at 110-140°C versus 75-100°C for acrylic means polycarbonate holds its shape near heat sources where acrylic softens and creeps.
Optical Performance and Transparency Engineering
(AI generated) Close up of light refracting through the edge
Light Transmission and Clarity
The 92–93% light transmission of acrylic versus 88–90% for polycarbonate sounds like a small gap. In most applications it is. In optical components, display covers, and lighting applications where transmission efficiency matters to the design, it's real and worth accounting for.
More practically, acrylic's refractive index of 1.49 is highly consistent across the material, producing minimal internal distortion in thick sections. Polycarbonate at 1.586 has a higher refractive index with slightly more variation, which becomes noticeable in thick optical sections or precision lens applications. For flat covers and panels this rarely matters. For anything functioning as an optical element, acrylic's consistency is an advantage.
Optical Distortion and Surface Quality
Cast acrylic sheet has exceptionally low internal stress and minimal optical distortion, light passes through with almost no waviness or aberration. Extruded acrylic is cheaper but carries more internal stress and produces more visible distortion on large panels. For CNC machined optical components, cast acrylic is the correct starting material.
Surface quality after machining tells a similar story. Acrylic cuts to a near-optical finish with sharp tooling, edges can be flame polished or solvent polished to full clarity with minimal effort. Polycarbonate requires more careful machining to avoid edge hazing, and achieving optical-quality polished edges requires more post-processing than equivalent acrylic work.
Long-Term Yellowing and Aging
Uncoated polycarbonate yellows under UV exposure through photooxidation of the polymer chain. In outdoor applications or under UV-rich lighting, visible yellowing may develop within 12–24 months in uncoated grades under continuous outdoor UV exposure. UV-stabilized polycarbonate grades significantly extend this, several years to over a decade, depending on stabilization package and exposure environment, but standard machining-grade polycarbonate sheet is often not UV stabilized, and the specification needs to be confirmed before outdoor use.
Acrylic generally maintains outdoor optical stability better than standard uncoated polycarbonate grades and is widely used in long-term exterior applications. Outdoor acrylic maintains clarity for 10+ years with minimal yellowing, depending on grade and environment, one of the reasons it's the default material for outdoor signage, architectural glazing, and exterior covers. For any long-term outdoor application, acrylic versus polycarbonate on UV performance isn't a close comparison.
Polycarbonate vs Acrylic Strength and Mechanical Performance
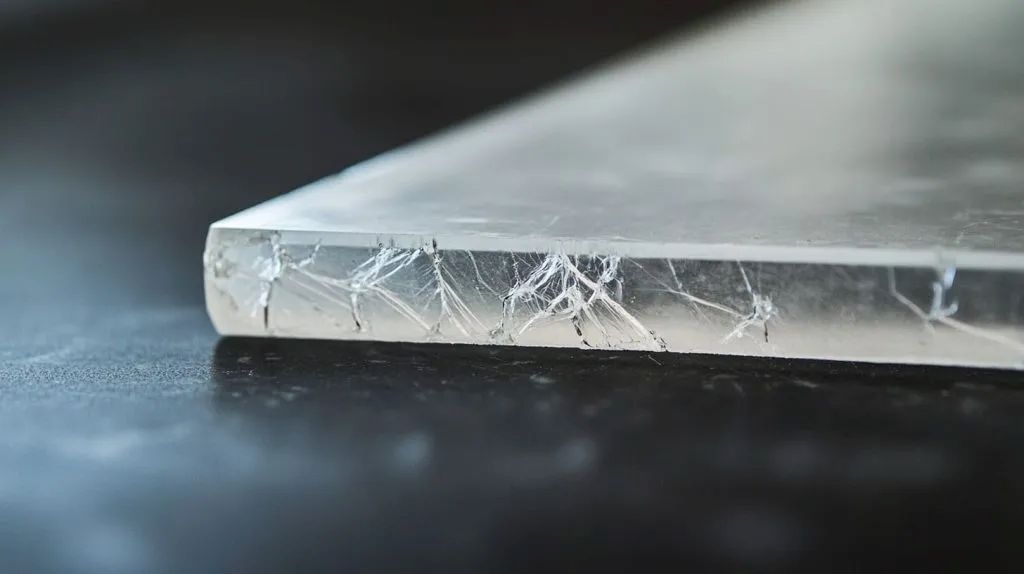
(flacrylic) Shattered acrylic panel showing brittle fracture pattern
Impact Resistance and Fracture Behavior
This is the most significant mechanical difference between acrylic and polycarbonate and the one that drives most material selection decisions. As mentioned in the comparison table, polycarbonate's notched Izod impact resistance of 600–900 J/m dwarfs acrylic's 15–30 J/m, a 20–40x difference that translates directly into real-world behavior.
Acrylic fails through brittle fracture under impact loading and can produce sharp fragments after cracking. Polycarbonate behaves differently, absorbing impact energy through plastic deformation and remaining structurally intact under loads that would fracture acrylic.
This is why machine guards, safety shields, protective covers, and riot shields are polycarbonate, not because polycarbonate is universally stronger, but because impact resistance is the relevant strength in those applications. Acrylic machine guards are still used in lower-impact environments, but polycarbonate is usually preferred when repeated impact or operator contact is possible.
For static load applications where impact isn't a concern, display covers behind glass, optical components in protected housings, decorative panels, acrylic's higher tensile strength and stiffness make it the mechanically superior choice in that specific loading condition.
Scratch Resistance and Surface Hardness
Neither material is particularly scratch-resistant, but acrylic outperforms polycarbonate here. Acrylic has better surface hardness and scratch resistance than uncoated polycarbonate, although both materials scratch more easily than glass. Polycarbonate is notably softer and scratches easily under handling, tool contact, or abrasive cleaning.
For applications where surface appearance needs to remain clear over time, display covers, instrument windows, optical panels, and polycarbonate require either a hard coat surface treatment (typically adds measurable cost to the component) or acceptance of surface degradation in service. Hard coated polycarbonate closes the scratch resistance gap significantly and is available as a standard option from most sheet suppliers.
Acrylic can be polished back to optical clarity after light scratching, a genuine maintenance advantage over polycarbonate, where light surface damage is common in service.
Heat Resistance and Dimensional Stability
Polycarbonate's heat deflection temperature of 110–140°C (under 1.82 MPa load) substantially exceeds acrylic's 75–100°C range. For parts near heat sources, LED lighting, electronic enclosures, components near motors or processors, this difference is decisive. Acrylic near a heat source that holds polycarbonate fine will soften, creep, and distort. The dimensional change may be small initially, but compounds under sustained elevated temperature.
For CNC machined parts that need to maintain dimensional stability at elevated temperature, precision housings, optical mounts near light sources, enclosures in warm electronic environments, polycarbonate's thermal advantage over acrylic is a real engineering requirement, not a preference.
Coefficient of thermal expansion is similar between the two, acrylic at 70–77 µm/m·°C, polycarbonate at 65–70 µm/m·°C, so thermal expansion behavior in precision assemblies is comparable. Neither material is a good choice for assemblies requiring dimensional stability across wide temperature ranges when mated with metals, where CTE mismatch creates stress at fastener locations and bonded interfaces.
CNC Machining Differences Between Polycarbonate and Acrylic
| Machining Factor | Acrylic | Polycarbonate |
|---|---|---|
| Chip formation | Clean, brittle chips that clear easily | Stringy, ductile chips that wrap around tooling |
| Cutting forces | Low. material shears cleanly | Moderate. material deforms before cutting |
| Heat sensitivity | Moderate. melts above 160°C | High. softening begins near Tg (~147°C), lower threshold |
| Recommended spindle speed | 16,000–20,000 RPM for small features | 12,000–16,000 RPM. lower to reduce heat buildup |
| Feed rate | Higher feeds are acceptable. clean shear | Conservative feeds needed to prevent melting at edge |
| Coolant | Air blast preferred. liquid coolant can craze acrylic | Air or light mist. avoid solvent-based coolants entirely |
| Burr formation | Minimal. clean edges with sharp tooling | Moderate. edge deformation common without sharp tools |
| Surface finish achievable | Ra 0.4–0.8 µm routinely | Ra 0.8–1.6 µm typical. harder to match acrylic |
| Edge quality | Excellent. near optical finish off the tool | Moderate. hazing common, requires post-processing |
| Drill entry/exit | Clean with correct feed. brittle fracture risk at breakthrough | Tends to deform at breakthrough. backing plate recommended |
| Tight tolerance capability | ±0.05–0.10mm achievable, depending on geometry and stress condition. dimensionally stable | ±0.08–0.15mm practical. stress relief warping affects results |
| Internal stress behavior | Low stress in cast sheet. stable after machining | Higher internal stress. stress relief annealing at 120°C recommended before tight-tolerance work |
| Tool recommendation | Sharp O-flute or single-flute carbide | Sharp O-flute carbide. replace tools more frequently |
| Solvent sensitivity during machining | Crazes with many cutting fluids. air only for optical parts | Avoid aggressive coolant chemistry and prolonged solvent exposure during fixturing or cleaning |
| Tapping threads | Good. clean threads in 3mm+ wall thickness | Acceptable. softer material means threads strip more easily under torque |
Once material selection, tolerance targets, and surface finish requirements are defined, machining strategy becomes much easier to control in production. CNC machining for both polycarbonate vs acrylic parts with engineering review before production, not after the first article comes back wrong. Upload Your Files and Get a Quote
Surface Finishing Options for Acrylic and Polycarbonate
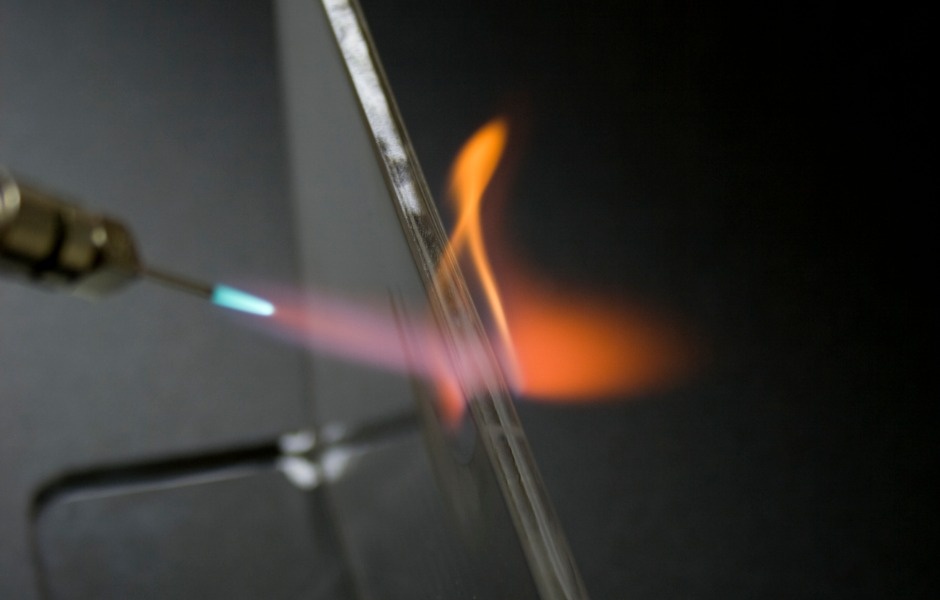
(kfplastics) acrylic being flame polished
Flame Polishing vs Mechanical Polishing
Flame polishing is one of acrylic’s major post-processing advantages in transparent CNC parts. The same process is generally unsuitable for polycarbonate because the material chars and deforms instead of reflowing cleanly.
Passing a hydrogen or propane flame quickly across an acrylic edge melts the surface layer to a depth of 0.1–0.3mm, allowing it to reflow into a smooth, optically clear finish in seconds. Done correctly, flame polished acrylic edges are indistinguishable from the original sheet surface. Done incorrectly, too slow, too close, wrong gas mixture, the edge bubbles, whitens, or develops stress cracks that propagate into the part over time. The skill threshold is real, but the process produces near-optical edges with relatively little post-processing time.
The material chars and discolors rather than reflowing cleanly. Mechanical polishing is the only route to optical-quality edges on polycarbonate, progressive grits from 220 through 400, 800, 1200, and then buffing compound on a soft wheel. It produces good results but takes significantly longer than flame polishing acrylic and requires more equipment.
Mechanical polishing works on both materials. For acrylic, it's an alternative to flame polishing, slower but gives more control on complex profiles. For polycarbonate, it's the primary option. On both materials, starting grit selection depends on the surface condition, machined edges typically start at 320–400 grit, saw-cut edges need to start at 180–220.
Vapor Polishing Considerations
Vapor polishing is mainly used on acrylic when optical clarity is required on internal features or complex geometry that cannot be polished mechanically. The solvent vapor briefly reflows the surface and produces a clear finish across bores, slots, and internal channels.
The process works well on acrylic but is less predictable on polycarbonate, where solvent sensitivity increases the risk of stress cracking or surface damage. Because vapor polishing requires controlled chemical handling and ventilation, it is usually outsourced to specialized finishing suppliers rather than performed during standard CNC machining.
Hard Coatings and Scratch Resistance
As noted in the mechanical performance section, polycarbonate's soft surface is its most significant limitation in service. Hard coat, either UV-cured acrylic coating or silicone-based coating applied by dip or spray, dramatically improves scratch resistance, bringing polycarbonate surface hardness closer to glass and extending service life in applications with contact or abrasive cleaning.
Hard coated polycarbonate sheet is available pre-coated from most sheet suppliers, which is the easiest route for flat machined parts, the coating is applied before machining and the cut edges are the only uncoated surfaces. For complex machined parts where post-machining coating is needed, UV-cure hard coat systems are available for shop application, though achieving consistent coating thickness on complex geometry requires process discipline.
Acrylic can also receive hard coatings, and in outdoor applications or high-wear environments it benefits from them. But acrylic's inherently harder surface means uncoated acrylic outperforms uncoated polycarbonate in scratch resistance without any additional process step, for many applications that's sufficient without the added cost of coating.
Anti-reflective coatings, applied by vacuum deposition, are available for both materials in optical applications where reflection off the surface affects performance. These add $15–50/m² to part cost and are typically specified only when optical performance is a primary engineering requirement.
Printing and Surface Decoration
UV inkjet printing adheres well to both acrylic and polycarbonate and is the standard method for surface decoration on CNC machined plastic panels, logos, scales, labels, and functional markings. Acrylic takes UV ink cleanly with minimal surface preparation. Polycarbonate benefits from light corona or flame treatment before printing to improve ink adhesion on soft surfaces.
Screen printing is viable on flat acrylic and polycarbonate panels in production volumes where setup cost is justified. Solvent-based screen inks on polycarbonate require careful ink selection, solvent content that's acceptable on acrylic can craze polycarbonate if the chemistry isn't confirmed compatible.
Second-surface printing, printing on the back face of a clear panel so the image is viewed through the material, works particularly well on acrylic because of its optical clarity and dimensional stability. The printed layer is protected by the full material thickness. Polycarbonate works for second-surface printing but the slightly lower optical clarity and potential stress distortion on large panels can affect print appearance at oblique viewing angles.
Laser engraving produces a frosted white mark on both materials by sublimating the surface layer. On acrylic the result is clean, consistent, and sharp-edged, routinely used for signage, instrument panels, and decorative work. On polycarbonate the engraved mark is slightly less defined and has a tendency to show melting artifacts at the edges of fine features due to polycarbonate's lower melting point and higher thermal sensitivity noted in the machining section.
Chemical Resistance and Environmental Exposure
Acrylic vs Polycarbonate Chemical Resistance
Acrylic vs polycarbonate chemical resistance is one of the more counterintuitive comparisons in plastic material selection. Acrylic, the more brittle and seemingly less robust material, actually outperforms polycarbonate against most common chemicals encountered in industrial and laboratory environments.
Acrylic resists dilute acids, alkalis, aliphatic hydrocarbons, and most aqueous solutions well. It's attacked by ketones (acetone, MEK), chlorinated solvents, esters, and aromatic hydrocarbons like toluene and xylene. Acrylic generally tolerates mild soap solutions and limited exposure to diluted alcohol-based cleaners, although prolonged contact or residual stress can still cause crazing in some grades.
Polycarbonate has limited resistance to many organic solvents and stress-inducing cleaning chemicals compared with acrylic. Ketones, esters, aromatic hydrocarbons, and many cleaning agents attack polycarbonate aggressively, causing crazing, surface whitening, and in severe cases, structural degradation. More problematically, stressed polycarbonate is more vulnerable than unstressed material. A polycarbonate part with residual machining stress or under assembly load can craze from contact with cleaning solvents that would leave unstressed polycarbonate unaffected. This stress-crazing phenomenon catches engineers off guard regularly because the same solvent seems fine on one part and destroys another.
The practical implication for CNC parts: if the application involves regular chemical exposure, cleaning with industrial solvents, or contact with cutting fluids during service, acrylic vs polycarbonate chemical resistance favors acrylic in most scenarios. Polycarbonate's advantage of impact resistance may not matter if the surface degrades from chemical contact first.
Both materials are attacked by strong acids and bases at elevated concentrations. Neither is suitable for chemical containment applications without explicit chemical compatibility verification against the specific substances involved.
UV Stability and Outdoor Durability
Acrylic is inherently UV stable without additives and maintains optical clarity outdoors for 10 or more years with minimal yellowing. This is one of acrylic's strongest practical advantages as an alternative to polycarbonate in outdoor applications where longevity matters. Architectural glazing, outdoor signage, and exterior equipment covers default to acrylic for exactly this reason.
Uncoated, unstabilized polycarbonate yellows visibly within 12 to 24 months of outdoor UV exposure. The photooxidation mechanism attacks the polymer backbone, producing yellow chromophores and progressive surface hazing that can't be reversed. UV stabilized polycarbonate grades extend service life substantially, but standard machining grade sheet is frequently not UV stabilized and the material specification needs explicit confirmation before outdoor use.
For outdoor applications where polycarbonate's impact resistance is genuinely needed and acrylic's brittleness is a real risk, UV stabilized and hard coated polycarbonate is the correct specification. Budget for the material premium and verify the UV stabilization grade before committing.
Moisture, Cleaning, and Long-Term Stability
Both materials absorb low levels of moisture from the environment. Acrylic absorbs approximately 0.3% by weight at saturation. Polycarbonate absorbs 0.15 to 0.35% depending on grade. Neither material swells significantly under normal humidity conditions, but both can exhibit slight dimensional change in precision applications moving between controlled and uncontrolled humidity environments.
For cleaning, acrylic tolerates mild soap and water, isopropyl alcohol below 30% concentration, and most household cleaners well. Avoid ammonia-based glass cleaners on acrylic, which cause surface crazing over time. Polycarbonate tolerates mild soap and water reliably. Solvent-based cleaners need explicit compatibility verification before use, and even some apparently mild cleaning products contain solvent concentrations that cause stress crazing on polycarbonate in service.
Long-term outdoor acrylic maintains surface clarity better than polycarbonate without treatment. Long-term indoor acrylic and polycarbonate are both stable, with polycarbonate holding up better to incidental impact and acrylic maintaining better optical clarity over time.
Polycarbonate vs Acrylic in CNC Manufacturing Applications
| Application | Best Material | Why |
|---|---|---|
| Display covers, instrument windows, indoor viewing panels | Acrylic | Better light transmission, UV stable, superior edge finish, low impact risk |
| Machine viewing windows, observation windows on active equipment | Polycarbonate | Impact survival more important than optical perfection |
| Thick panels needing moderate impact protection | Acrylic 10mm+ | Energy to fracture scales with thickness, avoids polycarbonate surface issues |
| Machine guards and safety shields | Polycarbonate | 20 to 40x higher impact resistance, shattering is unacceptable in this context |
| Structural transparent components under three-dimensional load | Polycarbonate | Deforms under overload rather than fracturing, safer failure mode |
| Precision fixtures, jigs, optical alignment components | Acrylic | Lower internal stress, tighter tolerances, better dimensional stability |
| Vision system calibration jigs, see-through inspection fixtures | Acrylic | Superior optical clarity, less stress distortion on large panels |
| Fixtures with chemical exposure, solvent cleaning, coolant contact | Acrylic | Better chemical resistance, survives IPA and industrial degreasers that craze polycarbonate |
Common Machining Problems with Acrylic and Polycarbonate
Edge Chipping and Cracking in Acrylic
Acrylic machines cleanly compared with many engineering plastics, but it is also far less forgiving when stress concentrates around drilled holes, sharp corners, or thin unsupported sections. Breakthrough chipping is one of the most common issues during drilling. As the drill exits the bottom surface, unsupported material can fracture instead of shearing cleanly, especially on thin panels or cast acrylic with aggressive feed rates. Backing plates, reduced feed near breakthrough, and sharp brad-point or plastic-cutting drills help minimize edge fracture.
Cracking after assembly is another recurring problem. Acrylic does not tolerate excessive fastener preload well, particularly in large panels exposed to thermal expansion. Tight bolt holes combined with rigid metal fasteners often create radial stress cracks that continue growing during service. Slightly oversized clearance holes, shoulder washers, and compliant spacers reduce localized stress significantly. For transparent optical parts or cosmetic panels, edge polishing after machining also helps remove micro-cracks left by tooling marks that can later propagate under load.
Heat Buildup and Surface Hazing in Polycarbonate
Polycarbonate behaves very differently during machining because the material deforms before cutting cleanly. Instead of producing brittle chips like acrylic, it forms long ductile chips that tend to wrap around the cutter and recut against the surface. Once heat begins accumulating near the cutting zone, edge melting, smearing, and surface hazing appear quickly.
This usually happens when spindle speed is too high for the feed rate, tooling becomes dull, or chips are not evacuated effectively. Air blast is commonly used to keep chips away from the cutter and reduce localized heating without exposing the material to aggressive coolant chemistry. Sharp O-flute carbide tools generally produce the best edge quality on transparent polycarbonate parts.
Even with optimized parameters, polycarbonate rarely achieves the same near-optical machined edge quality as acrylic directly off the tool. Fine finishing passes and mechanical polishing are often required when visual clarity matters. Heat-sensitive areas around slots, internal corners, and deep pockets typically show defects first because chips become trapped and repeatedly contact the cutting edge.
Warping and Stress Release After Machining
Warping affects both acrylic and polycarbonate, although the underlying mechanisms are different. Acrylic distortion is usually related to uneven heat buildup during machining. Aggressive cutting parameters or insufficient cooling create localized thermal expansion that relaxes after the part is unclamped, particularly on large flat geometries or thin-wall sections.
Polycarbonate introduces an additional problem because extruded sheet commonly contains higher residual internal stress before machining even begins. Once material is removed asymmetrically, especially from one side of the part, the stress redistributes and the component can move noticeably after unclamping. Large pockets, deep cavities, and thin unsupported walls increase the risk further.
For tight-tolerance polycarbonate components, stress-relief annealing before machining is often used to improve dimensional stability. Allowing parts to stabilize to room temperature before final inspection also helps avoid false measurements caused by temporary thermal expansion. In precision assemblies, most dimensional problems appear after machining rather than during cutting itself.
Thread Strength and Assembly Limitations
Neither acrylic nor polycarbonate holds machined threads as reliably as metal, particularly in parts exposed to repeated assembly cycles or excessive tightening torque. Polycarbonate is tougher overall but its softer surface allows threads to deform and strip more easily under load. Acrylic maintains thread shape better initially, although brittle fracture around threaded holes is more likely if the wall thickness is insufficient.
For both materials, shallow thread engagement is a common design mistake. Plastic threads generally require substantially more engagement length than metal threads to distribute load safely. Thin-wall transparent parts with direct tapped holes often fail during maintenance rather than during initial assembly.
Threaded inserts are usually the more reliable solution for production parts requiring repeated fastening. Brass heat-set inserts or bonded threaded inserts reduce wear, improve torque consistency, and lower the risk of cracking around fastener locations. This becomes particularly important in CNC machined covers, fixtures, and transparent housings where assembly stress combines with thermal expansion during service.
Design Considerations for CNC Plastic Parts
(Istock) polycarbonate sheets
Minimum Wall Thickness
Acrylic needs more wall thickness than polycarbonate at equivalent geometry because of its brittleness. For machined acrylic parts, 3mm is a practical minimum for unsupported walls, with 4 to 5mm preferred for anything that sees handling or assembly stress. Below 3mm, acrylic walls become fragile enough that machining forces, clamping pressure, and thermal expansion can crack them before the part leaves the machine.
Polycarbonate's toughness allows thinner walls in practice. 2mm walls in polycarbonate are machinable and functional in protected applications. 1.5mm is achievable with careful fixturing and sharp tooling but introduces deflection during machining that affects dimensional accuracy.
For both materials, walls adjacent to deep pockets or bores need additional thickness to prevent deflection during cutting. A 4mm wall next to a 20mm deep pocket will flex under cutting forces and produce a tapered or bowed surface. Design the wall at 6mm or add a rib if the geometry allows.
Corner Radius Recommendations
Sharp internal corners are stress concentration points in any plastic part, but acrylic is particularly sensitive. A sharp internal corner in a machined acrylic part under load will crack from that corner reliably. Minimum internal corner radius of 0.5mm should be treated as an absolute floor, with 1.0 to 1.5mm preferred for any corner that sees assembly stress or thermal cycling.
Polycarbonate tolerates tighter internal radii without cracking due to its toughness, but the same design practice applies. Corners at 0.5mm minimum, 1.0mm preferred, with larger radii wherever stress concentration is a concern.
From a machining standpoint, internal radii are constrained by the tool diameter used. A 6mm end mill produces a 3mm internal radius at minimum. Designing internal radii to match standard tool sizes avoids the need for small-diameter finishing passes that increase cycle time and introduce deflection risk on thin tools.
Avoiding Stress Concentration
Stress concentration in CNC machined plastic parts comes from three sources: geometric discontinuities, fastener holes, and residual machining stress.
Geometric discontinuities include sharp corners, abrupt thickness changes, and notches. The fix is consistent corner radii, gradual thickness transitions of at least 3 to 1 taper ratio, and avoiding notch geometry wherever possible.
Fastener holes concentrate stress from both assembly torque and thermal expansion. For acrylic specifically, fastener holes should be oversized by 10 to 15% of bolt diameter to allow thermal movement without building stress at the hole edge. Shoulder washers distribute clamping load over a larger area and dramatically reduce cracking at fastener locations. Never torque acrylic to a metal surface without a washer and a compliant gasket or spacer between them.
Residual machining stress concentrates at sharp tool marks, rough surfaces, and areas that experienced heat during cutting. Specifying Ra 0.8 µm or better on stress-critical surfaces reduces the stress concentration from surface texture. For acrylic parts in demanding applications, edge polishing after machining removes the micro-cracking that sharp tooling leaves even on apparently clean edges.
Fastening and Threading Considerations
Neither acrylic nor polycarbonate holds threads as well as metal. Both materials have lower shear strength than the fasteners threading into them, which means under-engineered threaded features strip before the fastener yields.
Minimum thread engagement of 2.5 times the fastener diameter is the starting point for both materials. M4 threads in plastic need at least 10mm of engagement. M6 needs 15mm. These numbers assume good thread form and moderate torque, not structural joints under dynamic load.
For any fastened joint that will be assembled and disassembled more than a few times, threaded metal inserts are the correct solution. Heat-set brass inserts pressed into a bored hole at the correct temperature produce a metal-to-metal thread interface that lasts indefinitely. The insert cost is minimal and the assembly reliability improvement is significant.
Polycarbonate's lower hardness makes thread stripping more likely than acrylic at equivalent geometry. If polycarbonate threads are stripping in service, either add engagement length, increase to the next fastener size, or retrofit threaded inserts.
For a broader overview of how different plastics behave on the machine, our Plastic CNC Machining Guide covers material-specific cutting strategies across common engineering plastics.
Polycarbonate vs Acrylic vs Other Transparent Materials
Acrylic vs Polycarbonate vs PETG
PETG occupies a middle position between acrylic and polycarbonate in both impact performance and machinability.
| Property | Acrylic | Polycarbonate | PETG |
|---|---|---|---|
| Impact resistance | 15 to 30 J/m | 600 to 900 J/m | 80 to 120 J/m |
| Tensile strength | 70 to 80 MPa | 55 to 75 MPa | 45 to 55 MPa |
| Light transmission | 92 to 93% | 88 to 90% | 88 to 90% |
| Heat deflection temp | 75 to 100°C | 110 to 140°C | 65 to 80°C |
| Chemical resistance | Good | Moderate | Good |
| UV stability | Excellent | Poor uncoated | Moderate |
| Machinability | Excellent | Moderate | Good |
| Cost | Low | High | Low to moderate |
| Scratch resistance | Moderate | Poor | Poor |
PETG machines more easily than polycarbonate in some cases, has better impact resistance than acrylic, and costs less than polycarbonate. Its limitations are lower heat resistance than both and poor scratch resistance similar to polycarbonate. For applications where acrylic is too brittle but polycarbonate's cost or chemical sensitivity is a problem, PETG is a legitimate alternative to polycarbonate worth evaluating. It's particularly useful in prototyping and low-volume production where material cost matters and operating temperatures stay below 65°C.
PETG's chemical resistance is better than polycarbonate, matching acrylic reasonably well against most industrial chemicals and cleaning agents. For transparent parts that see chemical exposure where polycarbonate would craze and acrylic would be too brittle, PETG occupies a useful middle ground.
When Glass Is Still Preferred
Glass is still preferred in applications where surface hardness, chemical stability, or high-temperature performance outweigh the machining and impact advantages of transparent plastics. Unlike acrylic, polycarbonate, and PETG, glass maintains optical clarity under repeated abrasive cleaning, resists most industrial chemicals, and operates at temperatures that exceed the service limits of engineering plastics.
Transparent plastics remain more practical where lower weight, easier machining, or impact resistance are higher priorities.
For a full overview of engineering plastics beyond transparent materials, our guide to frequently used plastics for CNC machining covers POM, nylon, ABS, and more.
How to Choose Between Acrylic and Polycarbonate
When Acrylic Is the Better Choice
| Application Requirement | Why Acrylic Wins |
|---|---|
| Maximum optical clarity | 92 to 93% light transmission, lower distortion than polycarbonate |
| Outdoor UV exposure | Inherently UV stable, no coating needed, 10+ year clarity |
| Chemical exposure environment | Better resistance to most industrial chemicals and cleaners |
| Precision tight-tolerance features | Lower internal stress, more predictable machining, tighter achievable tolerances |
| Edge polishing required | Flame polishable to optical clarity in seconds |
| Cost-sensitive production | Lower material cost, faster machining, less tool wear |
| Display covers, instrument windows | Optical quality and surface clarity outweigh impact risk in protected environments |
| Low-reflectance optical panels | Better surface finish off the tool, less post-processing |
When Polycarbonate Is the Better Choice
| Application Requirement | Why Polycarbonate Wins |
|---|---|
| Impact resistance is non-negotiable | 20 to 40x higher impact resistance than acrylic, deforms rather than shatters |
| Machine guards and safety shields | Industry standard for impact-rated transparent guards |
| Elevated service temperature | 110 to 140°C HDT versus 75 to 100°C for acrylic |
| Thin-wall parts that handle rough use | Toughness allows thinner sections without brittleness risk |
| Structural transparent components | Survives overload by deforming rather than fracturing |
| Mixed indoor environments with impact risk | Durability over optical perfection |
| Parts near heat sources | Dimensional stability at temperatures that would deform acrylic |
Cost, Machining Time, and Production Trade-offs
| Factor | Acrylic | Polycarbonate |
|---|---|---|
| Material cost per kg | Lower | 20 to 40% higher |
| Machining speed | Faster, cleaner chips | Slower, stringy chips require more attention |
| Tool wear | Lower | Higher, replace tools more frequently |
| Post-machining finishing | Faster, flame polishing available | Slower, mechanical polishing only |
| Scrap risk | Higher on impact during handling | Lower, tougher material survives handling |
| Overall production cost for optical parts | Lower | Higher |
| Overall production cost for impact-rated parts | Not suitable | Justified by application requirement |
If you're still deciding between materials beyond acrylic and polycarbonate, our CNC plastic material selection guide covers mechanical properties and application fit across all common engineering plastics.
Conclusion: Polycarbonate vs Acrylic in CNC Manufacturing
The polycarbonate vs acrylic decision is genuinely application-specific and the wrong choice in either direction creates real problems.
Acrylic is the better material when optical performance, UV stability, chemical resistance, and machining economics are the primary drivers. It machines cleanly, finishes beautifully, holds tolerances reliably, and costs less at every stage of production. Its brittleness is a real limitation that matters in some applications and is irrelevant in others.
Polycarbonate is the better material when impact resistance, elevated temperature service, and structural integrity under dynamic load are requirements. Its toughness is genuinely exceptional and there's no practical alternative to polycarbonate when a transparent part must survive impact without shattering. The machining challenges, higher cost, UV sensitivity, and chemical vulnerability are real trade-offs that need managing, not ignoring.
If you're sourcing CNC machined acrylic or polycarbonate components and need engineering review of material selection, tolerances, and surface finish requirements before production starts, JLCCNC handles both materials with the process knowledge to get the finish and dimensional accuracy right the first time. Upload your files and get a quote from engineers who treat material selection as part of the machining specification.

Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
FAQ About Polycarbonate vs Acrylic
Q: What is the best alternative to polycarbonate?
Acrylic is one of the most common alternatives to polycarbonate when high optical clarity and better scratch resistance are more important than impact strength. However, the best replacement depends on the application. PETG, ABS, PVC, and certain engineering plastics may also be used when cost, chemical resistance, outdoor exposure, or machinability become the main concern.
Q: Is polycarbonate stronger than acrylic?
Depends on the strength type, acrylic has higher tensile strength at 70 to 80 MPa versus polycarbonate's 55 to 75 MPa, but polycarbonate has 20 to 40 times higher impact resistance, making it far tougher under dynamic loading.
Q: Which is easier to machine: acrylic or polycarbonate?
Acrylic. It produces clean brittle chips, machines at higher feed rates, achieves better edge quality off the tool, and can be flame polished afterward, while polycarbonate produces stringy chips, melts at edges, and requires more careful process control throughout.
Q:Does acrylic crack more easily than polycarbonate?
Yes, acrylic is brittle and fractures under impact, sharp stress concentrations, or overtorqued fasteners, while polycarbonate absorbs the same energy through plastic deformation and typically survives intact.
Q: Which material has better chemical resistance?
Acrylic, it resists most industrial chemicals, dilute acids, alkalis, and common cleaning agents reliably, while polycarbonate is attacked by ketones, esters, aromatic solvents, and many industrial cleaners, with stress crazing risk making chemical exposure particularly damaging on loaded polycarbonate parts.
Q: What is the best transparent plastic for CNC machining?
Acrylic for optical quality, precision tolerances, and production economics, polycarbonate when impact resistance or elevated temperature service is a genuine requirement, and PETG as a cost-effective middle ground when polycarbonate's chemical sensitivity is a problem and acrylic's brittleness is a concern.
Keep Learning
Polycarbonate CNC Machining: Properties, Design Guidelines, and Manufacturing Considerations
Key Takeaways About Polycarbonate CNC Machining Polycarbonate is used for clear guards, covers, housings, and inspection parts where visibility and protection matter in use, not just on drawings. Different machining materials or grades behave differently during cutting and show up mainly in surface clarity and edge condition. Heat from cutting affects surface marks more than the strength of the material itself. Thin walls and wide flat areas are where most surface issues start during machining. Tool s......
Polycarbonate vs Acrylic for CNC Parts: Strength, Machining & Material Selection
Quick Comparison: Polycarbonate vs Acrylic Property Polycarbonate Acrylic Tensile strength 55–75 MPa 70–80 MPa Impact resistance 600–900 J/m (notched Izod) 15–30 J/m Flexural modulus 2.1–2.5 GPa 3.0–3.3 GPa Light transmission 88–90% 92–93% Heat deflection temp approximately 110–130°C depending on grade and test condition 75–100°C Chemical resistance Moderate. attacked by solvents Good. resists most common chemicals Machinability Good. tends to melt at edges Excellent. clean chips, sharp edges UV resis......
What Is Bakelite? Properties, Manufacturing Process, and CNC Machining Guide
(AI generated) Vintage bakelite switch and modern machined bakelite Bakelite still appears in electrical systems, legacy equipment, and industrial fixtures where thermal stability and insulation matter more than mechanical toughness. In these environments, materials are not selected for flexibility or impact resistance, but for their ability to remain stable under heat, voltage, and long-term load. Unlike modern thermoplastics, Bakelite does not soften or deform once formed. That behavior affects not ......
Thermoset vs Thermoplastic: Key Differences, Properties, and Manufacturing Applications
Thermosets and thermoplastics are the two main types of plastics used in manufacturing. Choosing between thermoset vs thermoplastic materials significantly affects CNC machining performance. On paper, they can appear similar. In practice, they behave very differently when exposed to heat, mechanical stress, or cutting forces. This difference shows up quickly in real projects. It affects: ● Heat resistance and softening behavior ● Long-term deformation under load ● CNC machining stability and tool wear......
Plastic CNC Machining: Guide to Materials, Machines & Cutting Strategies
Understanding Plastic CNC Machining When most people think of CNC machining, metals come to mind first, aluminum, steel, titanium. But plastic CNC machining has quietly creeped into many industries. Why? Because plastics are lightweight, versatile, and cost-effective, making them an ideal option for places where the best performance is needed on the best budget. CNC for plastic is now as common as CNC for metal. At JLCCNC, we don't just work with metals, we also provide CNC machining of plastic parts ......
ABS vs Polycarbonate: Which Plastic Is Better for CNC Machining?
● Choose ABS for lower cost, faster machining, and stable tolerances (non-transparent parts). ● Choose PC for impact resistance and transparency, but expect higher machining risk and cost. ● For thin walls + tight tolerances, ABS is usually safer. ● For clear guards/windows, PC is the only practical option (often needs polishing). This guide compares ABS and polycarbonate specifically from a CNC machining perspective, helping engineers select the right plastic based on machining behavior, tolerance ri......