Additive vs Subtractive Manufacturing: Differences, Advantages, and How to Choose the Right Process
15 min
- What Is Subtractive Manufacturing?
- What Is Additive Manufacturing?
- Additive vs Subtractive Manufacturing: Key Differences
- Manufacturing Constraints and Design Limitations
- How Design and Production Requirements Influence Process Selection
- Cost Considerations in Additive and Subtractive Manufacturing
- Hybrid Manufacturing: Combining Additive and Subtractive Processes
- Applications of Additive and Subtractive Manufacturing
- When Should You Choose Additive or Subtractive Manufacturing?
- Conclusion About Additive and Subtractive Manufacturing
- FAQ About Additive and Subtractive Manufacturing
Quick Comparison: Additive vs Subtractive Manufacturing
| Feature | Additive Manufacturing | Subtractive Manufacturing |
|---|---|---|
| How it works | Builds parts layer by layer | Removes material from solid stock |
| Best for | Complex geometry, prototypes, low-volume production | Precision parts, tight tolerances, production runs |
| Design freedom | Excellent, including internal channels and lattices | Limited by cutting tool access |
| Typical accuracy | Lower as-built accuracy; post-processing is often required | High dimensional accuracy directly from machining |
| Material efficiency | High, with minimal waste | Lower, as excess material is removed |
| Cost advantage | Low-volume and highly complex parts | Medium- to high-volume production |
| Can they be combined? | Yes. Hybrid manufacturing prints near-net shapes and machines critical features. |
Quick Comparison: Additive vs Subtractive Manufacturing
| Feature | Additive Manufacturing | Subtractive Manufacturing |
|---|---|---|
| How it works | Builds parts layer by layer | Removes material from solid stock |
| Best for | Complex geometry, prototypes, low-volume production | Precision parts, tight tolerances, production runs |
| Design freedom | Excellent, including internal channels and lattices | Limited by cutting tool access |
| Typical accuracy | Lower as-built accuracy; post-processing is often required | High dimensional accuracy directly from machining |
| Material efficiency | High, with minimal waste | Lower, as excess material is removed |
| Cost advantage | Low-volume and highly complex parts | Medium- to high-volume production |
| Can they be combined? | Yes. Hybrid manufacturing prints near-net shapes and machines critical features. |

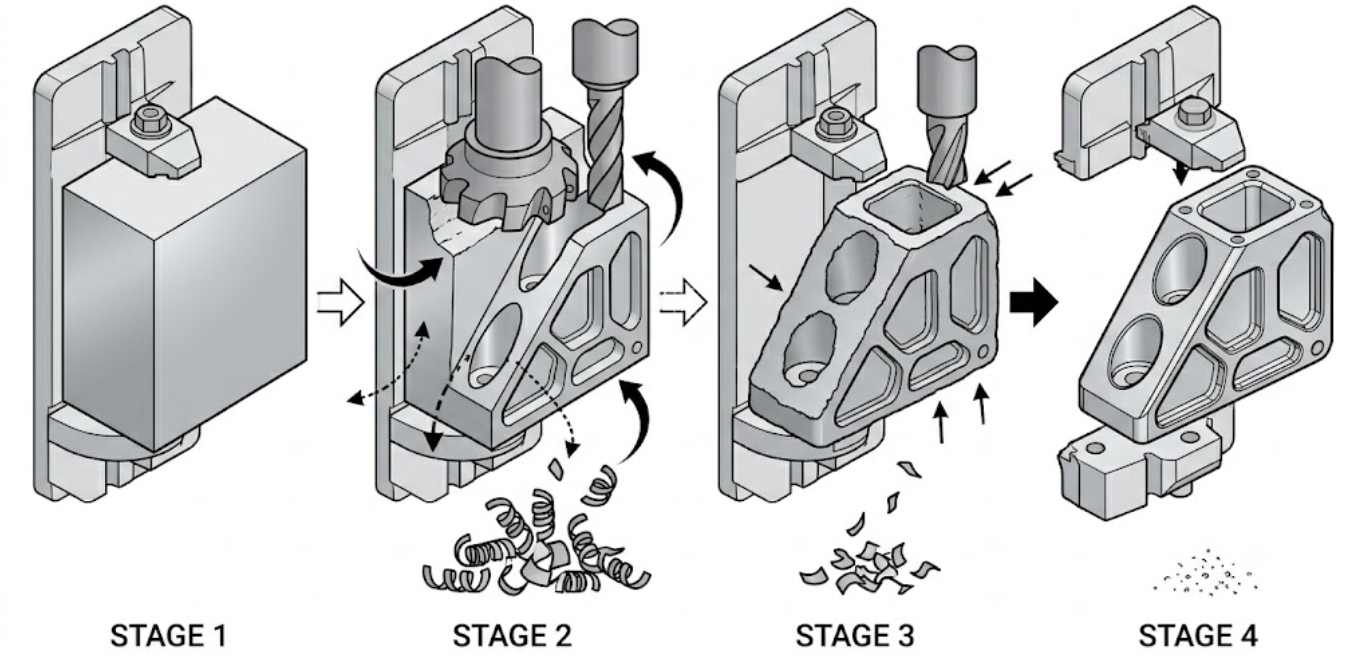
(AI generated) CNC machining and additive manufacturing
Subtractive manufacturing starts with solid stock and removes material until the final part remains. Subtractive starts with a block and cuts away until what's left is the part. Additive manufacturing starts with nothing and builds the part up. They can produce the same geometry, but the path that leads there changes cost, lead time, achievable tolerance, and what happens when the design changes for the third time mid-project.
There's no single right answer between additive manufacturing vs subtractive manufacturing. The right choice depends on the part, the quantity, and what the application actually demands from it. This guide will take you through both processes, so the decision is based on facts rather than whichever one you tried first.
What Is Subtractive Manufacturing?
(AI generated) Diagram showing subtractive manufacturing
What is subtractive manufacturing? You start with a block of material larger than the part needs to be, and you remove everything that isn't the part. Milling, turning, drilling, and grinding all work this way, material is removed as chips until what remains matches the drawing.
How Subtractive Manufacturing Works
A cutting tool moves through a controlled path and physically removes material from the workpiece. CNC machines execute this from a digital program, following toolpaths generated from the CAD model. Each pass removes another layer of stock until the final shape is reached. The basic mechanics are well established, even though CAM programming behind it has gotten considerably more sophisticated.
Common Subtractive Manufacturing Processes
CNC milling uses a rotating cutter to remove material from a stationary or moving workpiece and handles most pocketed and flat geometry. CNC turning rotates the workpiece against a stationary tool, the standard process for shafts, bushings, and other round parts. Grinding takes very light passes for tight tolerances and fine surface finish. EDM removes material through electrical discharge rather than a physical edge, used on hardened materials and internal geometry a standard tool can't reach.
Materials Used in Subtractive Manufacturing
Nearly any material rigid enough to hold shape under cutting forces, aluminum, stainless steel, titanium, brass, and engineering plastics like POM, PEEK, and nylon. The material needs to exist as stock first, bar, plate, or billet, so available stock forms matter as much as machinability.
What Is Additive Manufacturing?
(AI generated) diagram showing additive manufacturing
What is additive manufacturing? The reverse process. Instead of starting with excess material and cutting it away, the part is built from nothing, one thin layer at a time. No starting block, no chips, material goes only where the design specifies.
How Additive Manufacturing Works
A 3D printer slices a digital model into thin horizontal layers and deposits or fuses material layer by layer until the part is complete. The material varies by technology, melted filament, light-cured resin, or laser-fused metal powder. Builds generally proceed bottom to top, with each layer bonding to the one beneath it.
Common Additive Manufacturing Technologies
FDM extrudes melted plastic filament through a nozzle and is the most common and accessible form of 3D printing. SLA cure liquid resin with light and produce fine detail and smooth surfaces. SLS fuses powdered nylon with a laser and needs no support structures, since the surrounding powder bed supports the part during the build. Metal processes like DMLS and binder jetting extend additive manufacturing into functional metal parts, aerospace brackets, medical implants, and similar applications.
Materials Used in Additive Manufacturing
Plastics are the most common, PLA, ABS, PETG, nylon, and PEEK at the high-performance end. Resins range from standard to engineering-grade with specific mechanical properties. Metal powders such as stainless steel, titanium, aluminum, and Inconel are increasingly used as industrial additive manufacturing matures, though the equipment cost sits well above desktop-level printing.
Additive vs Subtractive Manufacturing: Key Differences
| Factor | Subtractive Manufacturing | Additive Manufacturing |
|---|---|---|
| Material approach | Removes from solid stock | Builds layer by layer |
| Material waste | High, chips and scrap | Low, only what's needed |
| Geometric complexity | Limited by tool access | Very high, internal channels possible |
| Tolerance, as-produced | Tighter, ±0.025–0.05 mm typical | Looser, typically ±0.1–0.5 mm depending on the technology |
| Surface finish, as-produced | Smoother | Rougher, layer lines visible |
| Tooling required | No dedicated tooling | No dedicated tooling |
| Lead time, single part | Fast | Fast to moderate (often fast for complex parts) |
| Cost at high volume | Improves with volume up to a point | Doesn't improve much with volume |
| Material range | Very broad, most engineering materials | Growing, but more limited at scale |
Design Freedom and Geometric Complexity
This is where additive and subtractive manufacturing diverge the most. A cutting tool needs a straight-line path to reach every surface it cuts, which rules out internal lattices, enclosed channels, and certain undercuts unless you split the part into multiple pieces. Additive manufacturing is far less constrained by tool access. Internal cooling channels that snake through a part, organic lattice structures that cut weight without cutting strength, geometry generated by topology optimization software, none of that is a problem when you're building up rather than cutting down.
Accuracy and Surface Finish
A CNC machined surface comes off the machine smooth and dimensionally accurate, often within a few hundredths of a millimeter without any secondary work. Additive manufacturing parts come off the printer with visible layer lines and looser tolerances, generally requiring post-processing such as sanding, bead blasting, or machining critical features if tight tolerances or improved surface finish are required.
Material Utilization and Waste
A machined part might start as a five-kilogram billet and end up as a one-kilogram finished part, the other four kilograms become chips. That's not a flaw exactly, it's just how subtractive manufacturing works, but it does mean material cost and waste disposal both scale with how much material you're cutting away. Additive manufacturing deposits close to only what the part needs, support structures aside excluding removable support structures, so material efficiency runs much higher, especially on complex geometry where subtractive waste would be extreme.
Production Speed and Scalability
For a single part or a handful of prototypes, both processes are reasonably fast. Where they split apart is at volume. CNC machining can run fast cycle times on simple geometry and scales well into production runs, particularly with multi-axis machines reducing setups. The build time per part changes little as production volume increases, although multiple parts can often be printed in the same build.
Cost Structure and Manufacturing Efficiency
Subtractive manufacturing has essentially no dedicated production tooling for CNC work, and per-part cost drops as you order more, since setup and programming get spread across a larger batch. Additive manufacturing also avoids tooling investment entirely, which is part of its appeal for low volumes, but the per-part cost doesn't drop nearly as much with quantity since each part takes its own dedicated print time regardless of batch size.
Not sure whether your design is better suited for CNC machining, sheet metal fabrication, or 3D printing? JLCCNC's engineering team reviews manufacturability, cost drivers, and production requirements before manufacturing begins, helping you choose the most efficient process from the start.
Upload your CAD file and get a manufacturability review from JLCCNC.

Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
Manufacturing Constraints and Design Limitations
Design Constraints in Additive Manufacturing
Overhangs need support material below a certain angle, usually around 45 degrees, or they sag during the print. Layer adhesion means parts are generally weaker along the Z-axis (between layers) than in the X-Y plane. Build volume limits the maximum part size unless you're splitting and bonding sections together afterward.
Design Constraints in Subtractive Manufacturing
Internal features that a tool physically can't reach are off the table unless you redesign for multiple setups or accept a multi-piece assembly. Tool radius sets a minimum internal corner radius, sharp internal corners simply aren't possible with a round cutting tool. Deep, narrow pockets get expensive fast because of tool deflection and the slow feed rates required to manage it.
Internal Features vs External Features Limitations
Subtractive manufacturing handles external and accessible internal features well, but fully enclosed internal geometry, channels that loop back on themselves, lattices buried inside solid material, is either impossible or requires the part to be split and reassembled. Additive manufacturing handles enclosed internal geometry natively since the surrounding material (or removable support, or unfused powder in SLS) is built right along with it.
Size and Geometry Constraints Comparison
CNC machine work envelopes set the upper size limit for subtractive manufacturing, and very large parts may need multiple setups or a gantry-style machine. 3D printer build volumes set a similar upper limit for additive manufacturing, generally smaller than industrial CNC envelopes unless you're using large-format industrial printers, in which case large additive manufacturing comes with its own cost and complexity.
How Design and Production Requirements Influence Process Selection
Part Geometry and Design Complexity
Simple geometry with no internal channels, accessible from a handful of orientations, machines efficiently and accurately. Complex internal structures, organic shapes, or topology-optimized geometry generally favor additive manufacturing since subtractive can't reach or can't economically produce that kind of internal complexity.
Accuracy and Surface Finish Requirements
If the application needs tight tolerances and a clean surface straight off the production process, subtractive manufacturing is usually the more direct route. If looser tolerances are acceptable, or if post-processing is already part of the plan, additive manufacturing's accuracy gap matters less.
Material and Mechanical Property Requirements
Subtractive manufacturing works from wrought or cast material with well-understood, isotropic mechanical properties. Additive manufacturing parts can have direction-dependent strength depending on layer orientation, which matters for load-bearing applications and needs to be designed around rather than ignored.
Production Volume, Cost, and Lead Time
Low volume and high complexity tends to favor additive. High volume and simpler geometry tends to favor subtractive, where setup cost amortizes and cycle times stay efficient. Right around the middle, the decision often comes down to the specific part rather than a general rule.
Cost Considerations in Additive and Subtractive Manufacturing
Prototype Production Costs
For a single prototype, additive manufacturing is often cheaper and faster, no tooling, no programming overhead, just slice the file and print. Subtractive manufacturing for a single complex prototype can cost more due to programming and setup time spread across just one part.
Low-Volume Manufacturing Costs
This is genuinely contested territory. Depending on part complexity, material, and required accuracy, either process might win on cost for runs in the tens to low hundreds.
High-Volume Manufacturing Costs
Subtractive manufacturing becomes more economical at higher production volumes because setup costs are spread across more parts, cycle times are often faster per part once optimized, and the broader material selection usually lines up better with production material requirements.
Major Cost Drivers
For subtractive: machine time, material waste, tooling and fixturing, and the complexity of the toolpath. For additive: print time (which scales with part height more than volume), material cost per kilogram, and post-processing labor.
Hybrid Manufacturing: Combining Additive and Subtractive Processes
Printing Near-Net Shape Components
Some parts get 3D printed close to final geometry, then finished with machining only on the surfaces that actually need tight tolerances. This grabs the geometric freedom of additive manufacturing for the bulk shape while still hitting precision specs where it matters.
CNC Finishing for Critical Features
Bearing bores, mating surfaces, threaded holes, anything with a real tolerance requirement, often gets machined after printing rather than relying on the as-printed accuracy. It's a practical middle ground rather than picking one process exclusively.
Typical Hybrid Manufacturing Workflows
Print the part, support removal and post-cure if needed, then load it into a CNC machine for finishing operations on the specific features that demand it. This shows up a lot in tooling, jigs, and fixtures where the bulk shape doesn't need precision but a few locating features do.
Applications of Additive and Subtractive Manufacturing
Rapid Prototyping and Product Development
Additive manufacturing dominates early-stage prototyping, fast iteration, no tooling, design changes cost nothing but a new file. Subtractive manufacturing comes in once a prototype needs to behave like the actual production material and process.
Take a look at rapid prototyping guide.
Production Parts and Mechanical Components
Subtractive manufacturing remains the default for most production mechanical parts, brackets, housings, shafts, where tolerance, material properties, and cost at volume all favor machining.
Aerospace, Medical, and High-Performance Applications
Both processes show up here, often on the same program. Additive manufacturing for topology-optimized brackets and patient-specific medical devices, subtractive manufacturing for precision structural components and anything needing certified, well-understood material properties.
When Should You Choose Additive or Subtractive Manufacturing?
| Scenario | Recommended Process |
|---|---|
| One-off prototype, complex geometry | Additive |
| Tight tolerances needed immediately | Subtractive |
| Internal channels or lattice structures | Additive |
| High volume, simple geometry | Subtractive |
| Low volume, simple geometry | Either, depends on cost specifics |
| Need a near-net shape plus precision features | Hybrid |
Choose Additive Manufacturing When
Geometry is complex, internal features are required, volume is low, and tooling cost needs to be avoided entirely.
Choose Subtractive Manufacturing When
Tolerances are tight, surface finish needs to be good straight off the process, the material needs to be a specific wrought or cast alloy, or production volume is high enough that per-part cost improvement matters.
Consider a Hybrid Approach When
The part has both complex bulk geometry and a handful of precision features, where printing the shape and machining the critical surfaces gets you the best of both processes without compromising on either.
Conclusion About Additive and Subtractive Manufacturing
Neither process wins outright. Additive manufacturing vs subtractive manufacturing isn't a competition with one final answer, it's two different tools that happen to be good at different things. Subtractive manufacturing holds tighter tolerances, works across a wider material range, and gets cheaper as volume increases. Additive manufacturing unlocks geometry that subtractive can't touch and gets a single complex part made without tooling. A lot of real production work, honestly, ends up using both.
If you're trying to figure out whether your part is better suited to additive, subtractive, or a hybrid approach, upload your files and we'll walk through it with you.
JLCCNC provides CNC machining, sheet metal fabrication, and industrial 3D printing services under one roof. Our engineers help optimize designs for cost, manufacturability, and performance before production starts.
Get an instant quote from JLCCNC and bring your design to life faster.
Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
FAQ About Additive and Subtractive Manufacturing
Q: What is the difference between additive and subtractive manufacturing?
Subtractive manufacturing removes material from a solid block until the final part shape remains. Additive manufacturing builds the part up layer by layer from nothing.
Q: Is CNC machining additive or subtractive?
CNC machining is subtractive manufacturing. It removes material from a workpiece using cutting tools controlled by a computer program, milling, turning, drilling, and grinding are all CNC-driven subtractive processes.
Q: Is 3D printing considered additive manufacturing?
Yes. 3D printing is the common name for additive manufacturing, building parts layer by layer from a digital model, whether that's through FDM, SLA, SLS, or BJ technologies.
Q: Which process provides better accuracy?
Subtractive manufacturing generally provides better accuracy and surface finish straight off the production process, often within a few hundredths of a millimeter without secondary work. Additive manufacturing typically needs post-processing to reach comparable tolerances.
Q: Which process is more cost-effective?
Depends entirely on volume and complexity. Additive manufacturing tends to be more cost-effective for single parts or very low volumes, especially with complex geometry. Subtractive manufacturing becomes more cost-effective as volume increases, since setup costs spread across more parts.
Q: Can additive and subtractive manufacturing be used together?
Yes, this is hybrid manufacturing, and it's common in practice. A part gets 3D printed close to final shape, then specific features get CNC machined to hit tight tolerances that the printing process alone couldn't guarantee.
Q: Which process is better for prototypes?
Additive manufacturing is generally faster and cheaper for early-stage prototypes, no tooling, quick iteration. Subtractive manufacturing becomes the better choice once a prototype needs to match the production material and process closely.
Q: Which process is better for production parts?
Subtractive manufacturing is the more common choice for production mechanical parts, particularly at higher volumes, where tolerance, material properties, and cost per part all tend to favor CNC machining over additive processes.
Keep Learning
Rapid Prototyping Guide: Processes Compared and How to Choose the Right Method for Manufacturing
What Is Rapid Prototyping (AI generated) Various rapid prototyping parts including 3D printed, CNC machined, and sheet metal components on a workshop table. Rapid prototyping is a manufacturing approach that produces physical parts directly from CAD data within hours or days, enabling engineers to quickly validate design, fit, and function before full-scale production. Modern shops use several methods under this umbrella. 3D printing, CNC machining, and sheet processes all fall into the rapid prototyp......
Additive vs Subtractive Manufacturing: Differences, Advantages, and How to Choose the Right Process
Quick Comparison: Additive vs Subtractive Manufacturing Feature Additive Manufacturing Subtractive Manufacturing How it works Builds parts layer by layer Removes material from solid stock Best for Complex geometry, prototypes, low-volume production Precision parts, tight tolerances, production runs Design freedom Excellent, including internal channels and lattices Limited by cutting tool access Typical accuracy Lower as-built accuracy; post-processing is often required High dimensional accuracy direct......
OEM vs ODM: Key Differences, Benefits, and How to Choose
Key Differences at a Glance Between OEM and ODM Factor OEM Manufacturing ODM Manufacturing Design Origin Buyer provides the product design Supplier provides an existing design Product Control Higher control over specifications and development Less control over the core product design Engineering Input Requires more engineering and product development work Requires less technical involvement Customization Extensive customization options Limited to predefined modification options Intellectual Property I......
Large Part CNC Machining: Processes, Challenges, and Manufacturing Considerations
Key Takeaways About Large Part CNC Machining Large part CNC machining handles components where size itself introduces manufacturing challenges that standard machining doesn't face, thermal effects, deflection, workholding complexity, and dimensional control over long spans. Machine travel is one constraint but not the only one, part weight, spindle access, and workholding capability define what a machine can actually do with large components as much as the stated work envelope. Accuracy on large parts......
Low Volume CNC Machining: Small Batch Production Strategies and Manufacturing Guide
Key Takeaways About Low Volume CNC Machining Low volume CNC machining is typically used for production runs ranging from a single part to roughly 1,000 units, without the tooling investment required by molding or casting processes. Small batch CNC machining is often the most practical choice when designs are still evolving, demand is uncertain, or production quantities are too low to justify dedicated tooling. CNC machining can produce production-grade parts from aluminum, stainless steel, titanium, a......
On-Demand Manufacturing Process for CNC Production and Custom Parts
Key Takeaways CNC on-demand manufacturing is the most common implementation, machined metal and plastic parts produced from uploaded files with fast turnaround. The model reduces inventory investment, enables low-minimum-quantity orders, and allows design changes without scrapping committed production batches. On-demand production doesn't eliminate manufacturing cost, it shifts when that cost is incurred and removes the carrying cost of unsold inventory. The economics favor on-demand manufacturing at ......