Large Part CNC Machining: Processes, Challenges, and Manufacturing Considerations
28 min
- What Is Large Part CNC Machining?
- Large Part CNC Machining vs Standard CNC Machining
- Why Choose CNC Machining for Large Parts?
- When Is Large Part CNC Machining Required?
- Manufacturing Challenges of Large CNC Machined Parts
- CNC Machines Used for Large Components
- Factors That Define CNC Machining Capacity
- Designing Large Parts for CNC Machining
- Material Considerations for Large Part CNC Machining
- Fixturing and Workholding Strategies
- Maintaining Accuracy in Large Part Machining
- Cost Factors in Large CNC Machining
- CNC Machining vs Alternative Manufacturing Methods for Large Parts
- When CNC Machining Is the Better Choice
- Industries Using Large CNC Machined Parts
- How to Evaluate CNC Capabilities for Large Components
- Conclusion About Large Part CNC Machining
- FAQ About Large Part CNC Machining
Key Takeaways About Large Part CNC Machining
- Large part CNC machining handles components where size itself introduces manufacturing challenges that standard machining doesn't face, thermal effects, deflection, workholding complexity, and dimensional control over long spans.
- Machine travel is one constraint but not the only one, part weight, spindle access, and workholding capability define what a machine can actually do with large components as much as the stated work envelope.
- Accuracy on large parts requires active management of thermal drift, rigidity, and inspection sequencing rather than relying solely on optimized cutting parameters.
- Material behavior at large scale, stress relief, thermal expansion, distortion tendency, affects machining strategy significantly and needs to be part of the design and planning process.
- CNC machining is often the right choice for large parts at low-to-medium volume where casting tooling cost isn't justified and welded fabrication doesn't achieve the required precision.
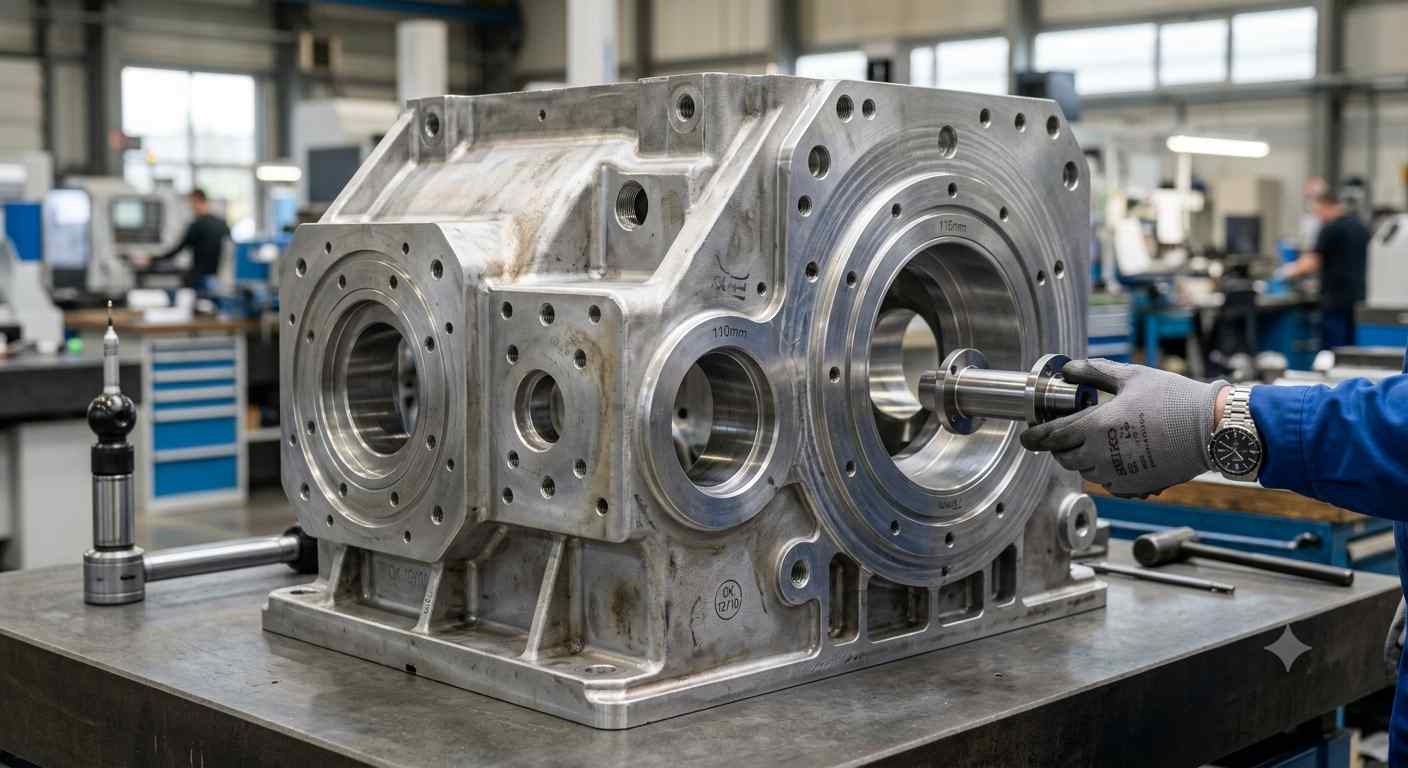
(AI generated) Large precision machined aluminum housing
A part does not need to be extremely large to present significant machining challenges. A 600mm aluminum housing with tight positional tolerances across multiple faces is harder to machine correctly than many people expect, not because the geometry is complicated, but because size amplifies every source of error. On large components, thermal expansion and deflection that are negligible on small parts become critical. Machining sequences must account for material growth and stiffness loss to maintain tolerances. Setup errors that would be caught in seconds on a small part require careful planning to avoid on a large one.
This guide covers large part CNC machining from the engineering side, what actually makes it difficult, how those difficulties are managed, and what to look for when you need it done correctly.
What Is Large Part CNC Machining?
Large part CNC machining is the precision machining of components whose physical dimensions, weight, or geometric complexity require machine tools, workholding methods, and process controls beyond what standard CNC machining operations involve.
Factors Beyond Physical Dimensions
Size alone doesn't define what makes a part "large" in machining terms. A 400mm aluminum block may be straightforward to machine. By contrast, a 400mm thin-walled titanium housing with tight parallelism across all faces presents a significant machining challenge.
Part size is only one factor. A relatively compact titanium housing may create more machining difficulty than a much larger aluminum block if wall rigidity is low, tolerance requirements are tight, or multiple setups are required.
Large Part CNC Machining vs Standard CNC Machining
| Factor | Standard CNC Machining | Large Part CNC Machining |
|---|---|---|
| Typical dimension range | Under 300mm | 300mm to 1100mm+ |
| Workholding | Standard vise, collet | Custom fixtures, floor plates, modular systems |
| Thermal effects | Negligible to minor | Significant — requires active management |
| Deflection risk | Low on rigid parts | Higher — requires rigidity planning |
| Setup complexity | Usually single setup | Often multi-setup with re-referencing |
| Inspection method | Handheld gauging, CMM | In-process probing, large-volume CMM |
| Cycle time | Minutes to hours | Hours to days |
| Material removal volume | Low to moderate | Often very high — buy-to-fly ratio matters |
| Programming complexity | Standard | Higher — tool reach, collision avoidance |
| Handling | Manual or light lifting | Crane, forklift, or specialized handling |
Why Choose CNC Machining for Large Parts?

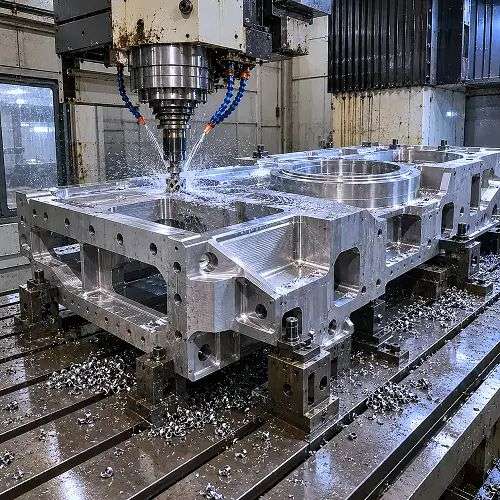
(AI generated) Horizontal machining center
Precision and Geometric Accuracy
Casting and welded fabrication produce large parts quickly and at low material cost. Neither produces the dimensional accuracy and geometric precision that machined surfaces deliver. Flatness, parallelism, perpendicularity, and bore position tolerance requirements that matter for assembly, function, and interchangeability require machining, either as the primary process or as a finishing operation on a cast or fabricated near-net shape.
For large components where mating surfaces need to align accurately, where bearing bores need to be concentric and located correctly, or where flatness matters for sealing or load distribution, CNC machining for large parts is not an alternative to casting, it's what makes the casting functional.
Design Flexibility Without Dedicated Tooling
A cast large part requires a pattern and mold before the first piece is made. A welded fabrication requires fixturing and jig development. Large CNC machined parts require neither, the geometry exists in the program, and changes to the program cost programming time, not tooling modification. For development programs where the design is still evolving, large component machining from solid or near-net-shape stock is often the only practical approach.
Advantages for Low-Volume and Custom Production
Casting becomes economical when pattern cost is amortized over enough units. For one to twenty large components, that never happens. Large part CNC machining has no tooling cost to amortize, the economics are flat across low quantities. One piece costs roughly the same per unit as ten pieces in large CNC machined parts, which is the correct manufacturing model for custom, prototype, and replacement part applications.
Here’s a detailed guide on casting vs CNC machining.
When Is Large Part CNC Machining Required?
Structural and Load-Bearing Components
Machine bases, structural frames, large brackets, and load-bearing housings that need machined mating surfaces, precision bore locations, and flat reference faces are typical large CNC machining applications. The part doesn't have to be complex, a large flat plate with drilled and tapped holes at precise locations is simple geometry that still requires accurate large part CNC machining to hit the positional tolerances that assembly requires.
Machine Frames and Equipment Bases
Equipment bases for precision machinery, coordinate measuring machines, semiconductor equipment, optical systems, and industrial robots, are among the most demanding large part machining applications because their own accuracy depends on the accuracy of the machined surfaces. A granite surface plate alternative to a machined steel base works for some applications. For most industrial equipment, a precisely machined steel or aluminum weldment base is the standard solution.
Energy, Transportation, and Industrial Systems
Large housing components for pumps, compressors, gearboxes, and turbines. Structural components for transportation equipment. Custom fabrication jigs and fixtures for production facilities. Industrial equipment components that are replaced one at a time after years of service. These applications share the characteristic that the component is large, the quantity is low, and the dimensional requirements are real, exactly the conditions where large component machining makes the most sense.
Prototype and Low-Volume Large Components
A new industrial product at the prototype stage needs a first article that functions like the production part. If production intent is casting or fabrication, the prototype still often needs machined surfaces to validate assembly behavior and measure geometric accuracy before committing to tooling. CNC machining for large parts fills this role, prototype quantities, production-representative quality, no tooling investment.
Manufacturing Challenges of Large CNC Machined Parts

(AI generated) Large thin-walled aluminum component being machined
Workpiece Rigidity and Deflection
Large parts that are thin relative to their overall dimensions, large housings, structural panels, large flanges, deflect under cutting forces in ways that small rigid parts don't. The deflection changes the actual cut depth, produces dimensional error, and can cause chatter that damages the surface finish and the tool simultaneously.
Managing deflection in large part machining requires planning the machining sequence to maintain maximum workpiece stiffness throughout, rough machining from the outside in, leaving walls thicker until near-net shape is reached, then finishing. Support structures and auxiliary fixturing that back up thin sections during aggressive cuts prevent the worst deflection problems.
Thermal Expansion and Dimensional Drift
Steel expands approximately 12 µm per meter per degree Celsius. A 600mm steel part that warms 5°C during machining from cutting heat grows 0.036mm along its length. That's meaningful when you're holding ±0.05mm position tolerances on features at opposite ends of the part. Aluminum expands at twice the rate of steel, 23 µm per meter per degree, which makes thermal control even more critical for aluminum large part machining.
This isn't a problem you can ignore and compensate for in measurement alone. A part measured cold after machining hot has dimensional changes that occurred during machining, features cut while the part was expanded are at different positions than the nominal dimensions from the program intended. Consistent flood coolant application, stabilization time between rough and finish operations, and temperature-controlled measurement all address this.
Vibration Control During Machining
Long tool overhangs needed to reach features in deep pockets or on the far side of large parts are fundamentally less rigid than short tool setups. Vibration at the tool tip, chatter, produces surface marks and reduces dimensional accuracy. Managing this in large component machining means using the shortest tool that can reach each feature, running slower feeds and speeds at extended overhangs, and damped tooling where the additional cost is justified by the surface quality requirement.
Material Removal Efficiency at Scale
A large CNC machined part machined from solid billet might have a buy-to-fly ratio of 5:1 or worse, five kilograms of starting material per kilogram of finished part. At aluminum pricing of $3-5/kg, that's manageable. At titanium pricing of $30-80/kg, a large component machined from solid is a significant material cost before any machining cost is applied. Starting from a near-net-shape forging, casting, or weldment reduces this, but introduces its own surface and dimensional preparation requirements.
CNC Machines Used for Large Components
(Rapid Protoyping) CNC machine for large components
Large Vertical Machining Centers
Vertical machining centers (VMCs) with extended work envelopes, table sizes in the 1000mm x 600mm range, handle the majority of large part CNC machining work. The vertical spindle orientation suits flat-faced parts, large plates, and housings where the primary machining faces are horizontal. Good visibility of the cut and straightforward workholding setup make VMCs practical for large parts that fit their geometry.
The limitation of vertical machining for large component machining is spindle reach on tall parts and the challenge of accessing multiple faces without repositioning. A part that needs machining on four sides requires four setups on a VMC, each one a potential source of positioning error relative to the previous setup.
Horizontal Machining Centers
Horizontal machining centers (HMCs) suit large parts that need machining on multiple faces with minimal repositioning. The horizontal spindle allows the part to rotate on a pallet through B-axis indexing, accessing multiple faces in one setup. Horizontal machining centers are commonly used for medium-to-large components that require machining on multiple faces.
Many industrial HMCs are available with work envelopes suitable for medium to large components, although actual capacity varies significantly by machine model and configuration. Chip evacuation from the horizontal spindle orientation is better than VMC for heavy cutting operations, chips fall away from the work zone rather than accumulating in pockets and recesses.
Gantry and Bridge-Type CNC Machines
Gantry and bridge mills have the spindle mounted on a moving bridge structure that travels over a stationary or moving table. This architecture handles very large, heavy workpieces that can't practically be moved, the machine moves over the part rather than the part moving under the machine. Gantry CNC machines for large parts serve applications from large mold and die work to aerospace structural components.
Multi-Axis Machining for Complex Large Components
5-axis machining of large parts reduces setups on complex geometry the same way it does on small parts, the spindle tilts to access features from multiple angles without repositioning the workpiece. The benefit at large scale is even more significant than at small scale because each repositioning of a large heavy part carries more risk of positioning error and more time cost than repositioning a small part.
Not every large component needs 5-axis capability. Parts with primarily 2.5D geometry, pockets, slots, holes, and flat faces accessible from a limited number of orientations, are efficiently produced on 3-axis large CNC machines. The 5-axis decision is feature-driven, not size-driven.
Factors That Define CNC Machining Capacity
Machine Travel and Work Envelope
Machine travel in X, Y, and Z defines the maximum geometric envelope the spindle can reach. A machine with 1100mm x 600mm x 500mm travel can machine a part whose features fall within that envelope. Parts larger than the travel in any dimension can't be machined in one setup, they require either repositioning or a larger machine.
At JLCCNC, maximum capacity reaches 1100 x 600 x 500mm. This covers the majority of industrial large CNC machined parts that don't require dedicated heavy machining infrastructure, structural brackets, large housings, precision bases, and custom industrial components within this envelope.

Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
Part Weight and Handling Capability
Machine travel and part weight are separate constraints. A machine with 1000mm x 600mm table travel might have a table weight capacity of 800kg. A large steel block that fits the travel dimension but weighs 1,200kg can't be machined on that machine regardless of its travel. Weight capacity for the table, fixtures, and any crane or lifting equipment in the facility all need to match the actual workpiece weight.
Spindle Access and Machining Reach
A feature at the center of a 1000mm long part might be accessible from either end. A feature on the underside of a part requires either a pallet flip or a specific workholding configuration that exposes that face. Machine travel doesn't guarantee that every feature on a large part is accessible, spindle reach, tool length, and fixture geometry all constrain what the machine can actually cut.
Designing Large Parts for CNC Machining
Reducing Material Removal Volume
Starting from the smallest practical stock size reduces raw material cost and machine time simultaneously. For large CNC machined parts, this means designing around standard stock sizes where possible, considering near-net-shape starting material from weldments or castings for high-material-cost applications, and avoiding solid sections where hollow or pocketed geometry achieves equivalent structural performance.
A design review question for any large component: what percentage of the starting billet ends up in the finished part? If the answer is below 20%, investigating near-net-shape starting material is almost always worth the effort.
Segmenting Oversized Components
Parts that exceed machine travel in any dimension need to be either machined on larger equipment or segmented into components that can be machined separately and assembled. Segmentation is a legitimate design approach, many large structures are more practically manufactured as machined sub-components assembled with precision locating features than as monolithic machined parts.
Segment joints need to be designed for manufacturing: flat mating faces that can be ground or fine-milled to flatness, dowel pin locating features that position segments accurately relative to each other, and fastening that maintains the joint under operating loads without compromising the precision of the mating faces.
Maintaining Rigidity During Machining
Thin walls, long unsupported spans, and large overhanging features all reduce part rigidity during machining. The design can't always avoid these, the part needs to be what it needs to be, but knowing that a thin-walled section will be a machining challenge allows the machinist to plan the machining sequence to minimize its impact.
Adding temporary material that's removed in a final operation, designing bosses that provide support during machining, and leaving machining stock on thin sections until the last possible operation all maintain workpiece stiffness longer into the machining process where it matters most.
Designing Features Accessible to Large Tools
Deep pockets and narrow slots in large parts that require long slender tools are expensive to machine, slow feeds, multiple passes, and high tool deflection risk. Where the feature function allows it, opening the pocket width to allow shorter tool-to-diameter ratios, increasing corner radii to match standard large end mill sizes, and converting blind features to through features all reduce machining difficulty without typically affecting part function.
Material Considerations for Large Part CNC Machining

(AI generated) Large machined components
Aluminum for Lightweight Structures
6061-T6 and 7075-T6 are the standard materials for large CNC machined parts where weight matters. The machining speed advantage of aluminum, 3-5x faster than steel at equivalent material removal rates, significantly reduces cycle time on large components where total machining time runs hours to days. For large structural components where stiffness-to-weight ratio is the design driver, aluminum machined from plate or billet is the standard approach.
Dimensional stability after machining is an aluminum-specific concern on large parts. Residual stress in aluminum plate and extrusion can cause significant movement when material is removed asymmetrically. Stress-relief heat treatment between rough and finish machining, or starting from properly stress-relieved material, prevents the post-machining distortion that makes a part that measured correctly immediately after machining fail inspection a day later.
Carbon and Alloy Steels for Structural Strength
1018 and 4140 steel cover most large CNC machined structural and mechanical component applications. 1018 for weldability and general structural use. 4140 for higher strength after heat treatment, for components that carry significant mechanical load, and for large tooling components that need wear resistance.
Thermal behavior affects both steel and aluminum machining, but in different ways. Aluminum experiences greater dimensional change from temperature variation, while steel tends to retain localized heat because of its lower thermal conductivity. Consistent flood coolant prevents localized thermal expansion that would affect dimensional accuracy on close-tolerance features.
Stainless Steel for Corrosion Resistance
304 and 316L stainless cover large component machining for applications requiring corrosion resistance, large housings for food processing or chemical equipment, marine structural components, medical equipment frames. The machining cost premium over carbon steel is real, stainless takes 3-5x longer to machine at equivalent material removal rates due to work hardening and lower thermal conductivity, but for the right application the material properties justify it.
Cast Materials and Specialized Alloys
Large cast iron and ductile iron components, machine bases, gearbox housings, large brackets, are often machined from castings where the casting provides near-net shape and the machining provides the precision surfaces. Cast material machining requires tool paths and parameters suited to interrupted cuts, varying hardness across the casting, and the presence of casting inclusions that can damage tooling.
Fixturing and Workholding Strategies
Supporting Long and Heavy Components
Standard vise workholding doesn't apply to large CNC machined parts. Large components are typically held on modular fixturing systems, grid plates or T-slot tables with clamps, stops, and support elements positioned to the specific part geometry. The fixture design needs to support the part against cutting forces in all directions while leaving all required machining features accessible to the spindle.
For very large or heavy parts, the fixturing system doubles as the handling solution, the part is loaded into the fixture with crane or forklift assistance, and the fixture locates and clamps it precisely for machining.
Managing Distortion During Machining
Large parts that have significant material removed during machining, particularly thin-walled structures machined from solid, can distort as the machining progresses and releases residual stress. Supporting the part as it gets lighter and more flexible, adding auxiliary supports under sections that would otherwise deflect during heavy cutting, and monitoring workpiece geometry between operations on critical parts all address this.
Multi-Stage Fixturing Approaches
Some large components need machining on faces that can't all be accessed from one fixturing orientation. Multi-stage fixturing, machining one set of features in orientation one, then reflipping and locating on previously machined reference surfaces in orientation two, produces access to all features at the cost of more setups.
The key to making multi-stage fixturing work accurately is designing good reference features into the first-stage machining. Machined datum faces and bore locations in the first setup become the locating features for the second setup, the accuracy of the second-setup features relative to the first-setup features depends entirely on how precisely the second setup locates on those first-setup references.
Maintaining Accuracy in Large Part Machining
Controlling Geometric Tolerances
Flatness, parallelism, perpendicularity, and position tolerances over large spans are harder to achieve and verify than the same tolerances over small spans. A flatness tolerance of 0.05mm over 100mm is straightforward. The same tolerance over 600mm requires active management of thermal effects, workpiece deflection, and machine accuracy over the full travel range.
Tolerance selection for large CNC machined parts should reflect what the application actually requires and what the manufacturing process can reliably deliver. Tight tolerances on non-critical features of large parts add inspection cost and rejection risk without adding functional value.
Managing Thermal Effects During Production
Machine warm-up before production work begins stabilizes the machine's thermal state, a cold machine with a warming spindle has a changing dimensional relationship between the spindle and the table that produces dimensional errors that disappear once the machine reaches thermal equilibrium. Running warm-up cycles and allowing stabilization time before cutting precision features on large parts is standard practice in shops that take dimensional accuracy seriously.
Environmental temperature control, machining in a temperature-controlled facility, eliminates the largest source of thermal dimensional variation in large component machining. Facilities without temperature control need to compensate through measurement timing, first-article verification, and accepting slightly larger process windows on the most thermally sensitive dimensions.
In-Process Inspection and Verification
Touch probes mounted in the machine spindle allow dimensional verification of large parts without removing them from the fixture, which is the only practical approach for large heavy components that take significant time and effort to load. In-process probing catches errors before the part is finished, when correction is still possible, rather than after, when the only options are scrap or expensive rework.
First article inspection on the first piece of any large CNC machining run verifies that the setup, program, and process are producing the intended geometry before committing to additional parts. For single pieces, the first article is the production piece, that's when measurement is most critical.
Final Quality Control Procedures
Large CNC machined parts typically require CMM measurement for close-tolerance features, manual measurement with handheld tools doesn't provide the accuracy or repeatability that large volume CMMs deliver. Reporting format, first article inspection reports, material certifications, dimensional reports, should be defined in the order requirements before production starts, not requested after the part ships.
Cost Factors in Large CNC Machining
Material Consumption
Material cost on large CNC machined parts is often the largest single cost element. A 600mm x 400mm x 200mm aluminum billet weighs roughly 130kg at 2.7 g/cm³. If the finished part weighs 25kg, the remaining 105kg is chips, material cost for chips that have modest scrap value. At $4/kg aluminum and $0.40/kg scrap value, that's $520 material cost minus $42 scrap recovery = $478 net material cost for a 25kg finished part, before a single machining operation.
Machine Utilization and Cycle Time
Large components have long cycle times, hours rather than the minutes typical of small part machining. A long machining cycle can represent a substantial portion of total manufacturing cost, particularly when large machines and specialized fixturing are involved. Machine utilization efficiency, minimizing non-cutting time, tool changes, and wait states, has a larger absolute impact on cost per part for long-cycle large components than for short-cycle small parts.
Setup and Workholding Requirements
Large part fixturing design takes time and may require custom fabrication. A precision fixture for a complex, large component might take four hours to design and eight hours to fabricate, 12 hours of cost that's charged to the job. On a single-piece order, that's the full setup cost. On a ten-piece repeat order, it amortizes to 1.2 hours per piece. This is why repeat orders of large CNC machined parts cost less per piece than one-off orders of identical geometry.
Inspection and Handling Costs
CMM inspection of a complex, large part with many geometric tolerance requirements takes 30-90 minutes. CMM inspection adds measurable cost because large parts require longer measurement routines and more handling than smaller components. Crane handling for loading and unloading large heavy parts adds time that's real cost regardless of machine time. These overhead elements are proportionally larger for large part machining than for small part production.
Transportation and Logistics Costs
Large CNC machined parts are often too heavy for standard parcel shipping and require freight service, pallet shipping, or specialized transport depending on size and weight. A 50kg machined steel housing ships differently than a 500g aluminum bracket. Factor freight cost into the total project cost at the RFQ stage, particularly for international sourcing where large part freight cost can be a significant percentage of the part value.
CNC Machining vs Alternative Manufacturing Methods for Large Parts
| Method | Tooling Cost | Lead Time | Typical Volume | Dimensional Accuracy | Best For |
|---|---|---|---|---|---|
| CNC machining | None | Days to weeks | 1 to 500+ | Excellent (±0.05mm) | Precision features, low volume, design flexibility |
| Welded fabrication | Low | Days to weeks | 1 to any | Moderate (±0.5-2mm machined) | Large structural shapes, cost-sensitive structures |
| Sand casting | Medium | 4 to 10 weeks | 50+ | Low-Moderate (machined faces only) | Complex shapes, high volume, thick sections |
| Investment casting | High | 8 to 16 weeks | 500+ | Moderate | Thin-wall complex shapes, high volume |
| Forging | Very high | 10 to 20 weeks | 1,000+ | Low (near-net) | High strength structural, very high volume |
| Sheet metal fabrication | Low | Days | 10 to 10,000 | Low-Moderate | Enclosures, panels, formed shapes |
When CNC Machining Is the Better Choice
Precision mating surfaces that casting or fabrication can't achieve without secondary machining anyway. Low-to-medium quantities where casting tooling cost never pays back. Design iterations where tooling modification would be prohibitively expensive. Tight geometric tolerances across multiple features. Applications requiring specific materials available in billet or plate but not in cast form.
When Fabrication or Welding May Be More Practical
Large structural shapes, frames, weldments, chassis, where the structure's purpose is load path rather than precision dimensional interface. Applications where overall form matters more than precise surface geometry. Cost-sensitive structural components where the tolerance requirements are achievable through fabrication accuracy without secondary machining.
When Casting Becomes Cost-Effective
Annual volumes above roughly 100-500 units, depending on part complexity, where tooling cost amortization produces per-unit cost below what machining can achieve. Complex internal geometry, fluid passages, integral bosses, and undercuts that casting produces efficiently and machining would require extreme effort to replicate. Applications where the material properties of cast alloys meet requirements that wrought material doesn't offer cost-effectively.
Industries Using Large CNC Machined Parts
- Aerospace Structures: Structural brackets, rib components, large housings, and precision equipment mounting structures where dimensional accuracy and material traceability are both requirements.
- Wind Energy Components: Nacelle components, gearbox housings, and precision structural elements where large size and mechanical performance combine in components that can't be produced by casting alone.
- Industrial Equipment Frames: Machine bases, equipment frames, and structural components for industrial machinery where flatness, parallelism, and bore position tolerances define whether the equipment works correctly.
- Mining Equipment Parts: Large wear components, structural elements, and replacement parts for equipment that operates in remote locations, low-volume, high-cost-of-downtime applications where the part is needed reliably rather than cheaply.
- Semiconductor Equipment Bases: Precision granite alternatives in machined aluminum or steel for wafer handling, inspection, and processing equipment where flatness and vibration damping performance requirements are extremely demanding.
- Robotics and Automation Systems: Large structural components, precision frames, and custom brackets for industrial automation installations where dimensional accuracy determines whether the robot reaches the correct position.
How to Evaluate CNC Capabilities for Large Components
Manufacturing Equipment and Capacity
Confirm actual machine travel dimensions rather than accepting general statements about large part capability. Ask specifically about the largest part successfully machined in the material and geometry class your part falls into. The distinction between a supplier who has the equipment and a supplier who has the experience with equipment of that size is significant.
Material and Process Expertise
Large part machining of aluminum requires different approaches than large part machining of stainless steel or cast iron. Suppliers with experience in your specific material will have validated cutting parameters, appropriate tooling, and process knowledge about material-specific challenges like stress relief in aluminum or work hardening in stainless. Asking for examples of similar previous work reveals this more accurately than capability claims.
Inspection and Quality Systems
Large volume CMM capability, documented first article inspection processes, and material certification traceability are the minimum quality infrastructure for precision large CNC machined parts. ISO 9001 certification provides baseline quality system assurance. For regulated industries, additional certifications may be required.
Project Management and Production Support
Large part machining projects often require engineering dialogue, DFM feedback, fixturing discussion, and material selection input, which simple parts don't need. Suppliers who engage technically during the quoting process, provide DFM feedback, and communicate proactively during production are worth a premium over suppliers who treat large component orders the same as any other job.
Conclusion About Large Part CNC Machining
Large part machining isn't just standard machining on a bigger scale. Size amplifies every source of error, introduces thermal and rigidity challenges that small parts don't face, and requires planning and process discipline that separates machining operations that can handle it from those that can't.
The parts that come out right are the result of decisions made before machining starts, design choices that support machinability, material selection that accounts for behavior at scale, fixturing designed for the specific workpiece, and inspection sequencing that catches problems while correction is still possible.
At JLCCNC, large CNC machining projects within our 1100 x 600 x 500mm capacity receive engineering review before production, DFM feedback, fixturing planning, tolerance review, and material recommendations from a team that understands what makes large part machining work. The emphasis is on getting your part right, not on the size of the machine.
Upload Your Files for Engineering Review and Quote.
Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
FAQ About Large Part CNC Machining
Q: What is considered a large CNC machined part?
Parts above roughly 300 mm may begin to introduce machining challenges associated with large components, although there is no universal industry definition. In practice, part geometry, weight, rigidity, and tolerance requirements often matter more than a specific dimension. The challenge arises from thermal effects, fixturing, tool reach, and maintaining tolerances over long spans.
Q: What machines are used for large component machining?
Large vertical machining centers handle flat-face parts and housings where primary machining faces are horizontal. Horizontal machining centers suit parts needing multi-face access in fewer setups. Gantry and bridge mills handle the largest and heaviest components. Machine selection follows from part geometry and the features that need machining rather than part size alone.
Q: How are large parts held during CNC machining?
Large parts use modular fixturing systems, grid plates, T-slot tables, and custom clamp and support arrangements, rather than standard vises. The fixturing design needs to support the part against cutting forces from all directions while leaving all required features accessible to the spindle. Heavy parts are loaded with crane or forklift assistance.
Q: What tolerances can be achieved on large machined components?
Local features on large parts can often be machined to ±0.05 mm under controlled conditions, while tolerances across long spans typically depend on part size, material behavior, machine capability, and thermal stability. Tighter tolerances are achievable with appropriate process controls. Geometric tolerances, flatness, parallelism, position, over large spans require more active management of thermal effects and workpiece rigidity than the same tolerances on small parts.
Q: Is CNC machining suitable for low-volume large parts?
Yes, large CNC machining is often preferred for low-volume runs where tooling for casting or fabrication is not justified. Zero tooling cost means the economics work from one piece upward. Large components that would require $20,000-50,000 in casting tooling are straightforwardly producible by CNC machining at quantities of one to twenty.
Q: How does large-part machining affect manufacturing cost?
Material cost is proportionally higher than for small parts. High buy-to-fly ratios make material selection and near-net-shape starting stock important cost considerations. Cycle time is long, making machine utilization efficiency significant. Setup and fixturing costs are higher but amortize across repeat orders. Inspection costs are higher due to CMM requirements and handling time.
Q: How do manufacturers control distortion in large machined parts?
Stress relief heat treatment between rough and finish machining allows residual stress to redistribute before final dimensions are cut. Rough machining with significant stock removal is followed by stabilization time before finishing. Consistent flood coolant controls thermal expansion during cutting. In-process probing verifies geometry mid-operation. Symmetric material removal, machining both sides of a thin wall rather than one side completely, minimizes stress imbalance that would distort the finished part.
Keep Learning
Rapid Prototyping Guide: Processes Compared and How to Choose the Right Method for Manufacturing
What Is Rapid Prototyping (AI generated) Various rapid prototyping parts including 3D printed, CNC machined, and sheet metal components on a workshop table. Rapid prototyping is a manufacturing approach that produces physical parts directly from CAD data within hours or days, enabling engineers to quickly validate design, fit, and function before full-scale production. Modern shops use several methods under this umbrella. 3D printing, CNC machining, and sheet processes all fall into the rapid prototyp......
Additive vs Subtractive Manufacturing: Differences, Advantages, and How to Choose the Right Process
Quick Comparison: Additive vs Subtractive Manufacturing Feature Additive Manufacturing Subtractive Manufacturing How it works Builds parts layer by layer Removes material from solid stock Best for Complex geometry, prototypes, low-volume production Precision parts, tight tolerances, production runs Design freedom Excellent, including internal channels and lattices Limited by cutting tool access Typical accuracy Lower as-built accuracy; post-processing is often required High dimensional accuracy direct......
OEM vs ODM: Key Differences, Benefits, and How to Choose
Key Differences at a Glance Between OEM and ODM Factor OEM Manufacturing ODM Manufacturing Design Origin Buyer provides the product design Supplier provides an existing design Product Control Higher control over specifications and development Less control over the core product design Engineering Input Requires more engineering and product development work Requires less technical involvement Customization Extensive customization options Limited to predefined modification options Intellectual Property I......
Large Part CNC Machining: Processes, Challenges, and Manufacturing Considerations
Key Takeaways About Large Part CNC Machining Large part CNC machining handles components where size itself introduces manufacturing challenges that standard machining doesn't face, thermal effects, deflection, workholding complexity, and dimensional control over long spans. Machine travel is one constraint but not the only one, part weight, spindle access, and workholding capability define what a machine can actually do with large components as much as the stated work envelope. Accuracy on large parts......
Low Volume CNC Machining: Small Batch Production Strategies and Manufacturing Guide
Key Takeaways About Low Volume CNC Machining Low volume CNC machining is typically used for production runs ranging from a single part to roughly 1,000 units, without the tooling investment required by molding or casting processes. Small batch CNC machining is often the most practical choice when designs are still evolving, demand is uncertain, or production quantities are too low to justify dedicated tooling. CNC machining can produce production-grade parts from aluminum, stainless steel, titanium, a......
On-Demand Manufacturing Process for CNC Production and Custom Parts
Key Takeaways CNC on-demand manufacturing is the most common implementation, machined metal and plastic parts produced from uploaded files with fast turnaround. The model reduces inventory investment, enables low-minimum-quantity orders, and allows design changes without scrapping committed production batches. On-demand production doesn't eliminate manufacturing cost, it shifts when that cost is incurred and removes the carrying cost of unsold inventory. The economics favor on-demand manufacturing at ......