Black Oxide in Metal Finishing: Process, Performance, and Decision Guide
27 min
- What Is Black Oxide in CNC Machining?
- Black Oxide Process for CNC Components
- Black Oxide vs Other Surface Finishes
- What Materials Can Be Black Oxided?
- Real Performance in CNC Applications
- Design Guidelines for Black Oxide CNC Parts
- When to Use (and Avoid) Black Oxide in CNC Projects
- Black Oxide Coating Problems in CNC Parts
- Conclusion: Black Oxide as an Engineering Choice
- FAQ About Black Oxide
Key Takeaways About Black Oxide
- Black oxide adds almost no measurable thickness, making it ideal for tight-tolerance CNC parts.
- Corrosion resistance depends almost entirely on oil or wax sealing.
- Black oxide is best suited for indoor tooling, fixtures, and precision steel components.
- It is not recommended for outdoor or high-humidity applications without maintenance.
- Hardened alloy steels above 40 HRC may require hydrogen embrittlement relief baking.

(AI generated) Close up of a black oxide coated steel shaft
Most surface treatments add material.
Black oxide doesn't.
It converts the surface itself, a chemical reaction that transforms the outermost layer of steel into magnetite (Fe₃O₄), leaving a part that's dimensionally identical to what came off the machine but darker, slightly more corrosion-resistant, and better at holding oil. That combination works well in some CNC applications and fails quickly in others.
This guide covers what black oxide coating is, what it actually does to steel, where it earns its place, and where specifying it is a mistake you'll catch at the first sign of moisture.
What Is Black Oxide in CNC Machining?

(AI generated) Parts being lowered into a steaming hot black oxide processing tank
Black oxide is a chemical conversion coating that reacts with iron in steel to form a thin layer of magnetite (Fe₃O₄) on the part surface, producing a dark black finish without meaningful dimensional change. Black oxide is often referred to as a black coating or blackening coating in industrial drawings and finishing specifications.
That last part, no dimensional change, is what makes it relevant in CNC machining specifically. Threaded fasteners, precision bores, and close-tolerance shafts can usually go through black oxide without affecting fit or function. Chrome plating adds 0.0002–0.001" per side. Powder coat adds 0.002–0.006". Black oxide adds essentially no measurable thickness. For parts where surface finish is a functional requirement but dimensional tolerance is tight, that property changes the finishing conversation.
Where Black Oxide Matters in CNC Parts
Black oxide coating shows up most reliably in four situations.
Tooling and fixtures where light reflection is a problem, optical equipment mounts, camera components, and precision measurement tooling. The matte black surface absorbs light rather than reflecting it, which matters when a shiny surface would interfere with the part's function.
Firearms and mil-spec components where a durable, low-reflectance black finish is a specification requirement. Black oxide has been standard on steel firearms components for decades. The finish holds up to handling, accepts oil naturally, and doesn't affect the close tolerances on barrel threads and action components.
Industrial fasteners and hardware where a moderate corrosion barrier plus aesthetics at low cost is the requirement. Black oxide socket head cap screws are ubiquitous in machinery because they look professional, resist minor corrosion in protected environments, and cost almost nothing extra to finish.
Precision CNC components in general, gears, pins, bushings, and shafts, where plating thickness would affect fit, but bare steel is unacceptable for either appearance or corrosion reasons. Black oxide with oil is the middle ground between unfinished steel and a dimensionally-altering plating process.
Where Black Oxide May Not Be the Right Choice
In outdoor or high-humidity environments without reliable maintenance, black oxide usually fails faster than almost any alternative finish. The magnetite layer is naturally porous, which helps it retain oil, but also means moisture can reach the steel surface quickly. In dry indoor service, this may be acceptable. In humid conditions, around water, or near cutting fluids, untreated black oxide can rust very quickly. The coating itself does not usually fail first. The exposed steel beneath it does.
Another practical limitation is the oil or wax seal that makes black oxide usable in the first place. That supplemental layer can migrate, evaporate, or be removed during handling and service. If the part needs dependable corrosion protection in real operating conditions, black oxide may require regular re-oiling. In many cases, a different finish, such as zinc plating, phosphate coating, or another more protective treatment, is the better choice.
Material compatibility is also often overlooked. Hot black oxide, the most common process, runs at about 285–295°F (140–146°C) in a caustic sodium hydroxide bath and is mainly used on carbon steel, low-alloy steel, and cast iron. Stainless steel can be black oxided, but it needs a different chemistry and often produces a less uniform result. Aluminum, copper alloys, and zinc cannot use this process at all. When black oxide is specified without checking substrate compatibility first, the problem starts at the drawing stage rather than in the finishing line.
Black Oxide Process for CNC Components
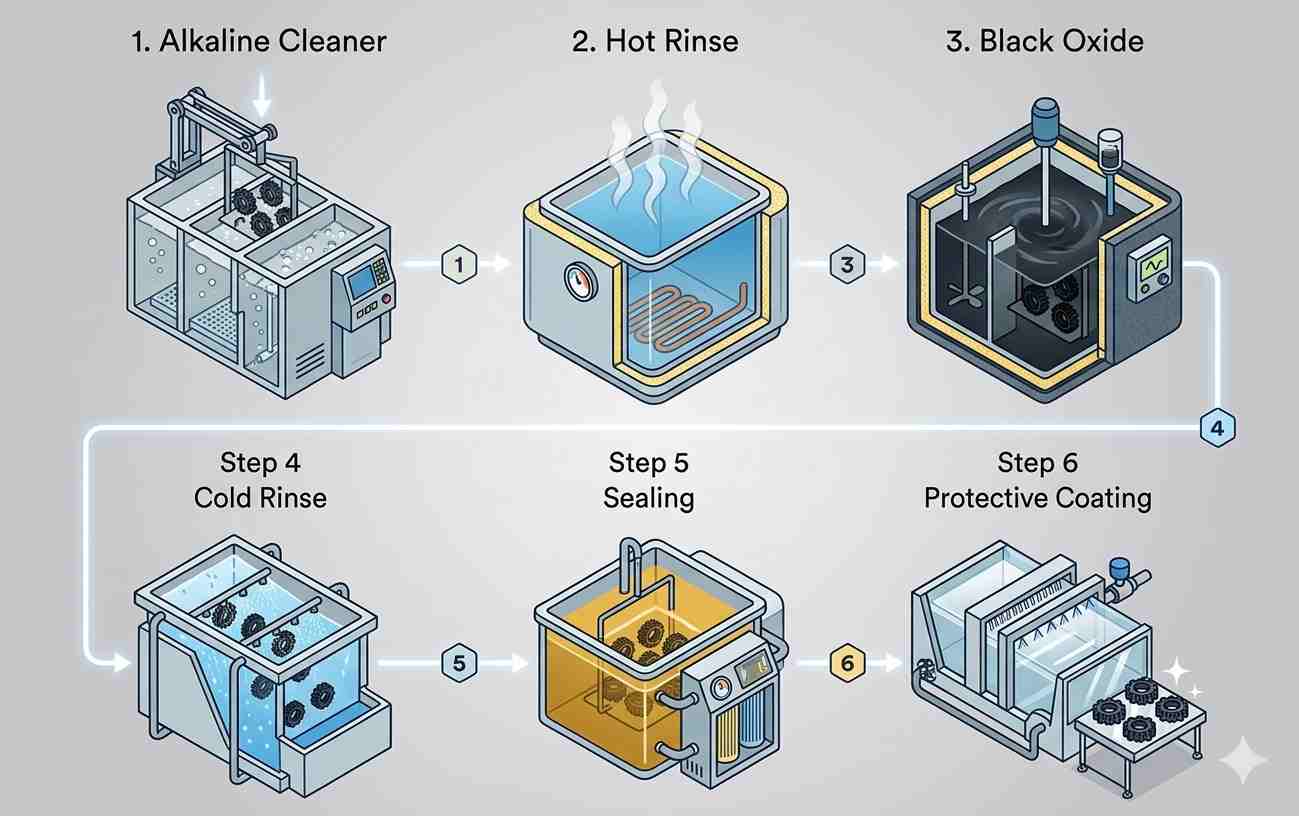
(AI generated) Flowchart of black oxide process
The process itself is straightforward. Getting it right on precision CNC parts is less so. Surface preparation is where most black oxide coating failures originate, and geometry drives the rest of the problems.
Surface Preparation (Critical Failure Point)
Black oxide coating reacts with the steel surface directly. Whatever is on that surface, machining oil, coolant residue, rust, oxide scale, fingerprints, either prevents the reaction from occurring uniformly or gets sealed into the black coating. Either outcome produces a finish that looks wrong and performs worse.
Parts go through an alkaline cleaning stage first, typically a hot caustic soak at 160–180°F, followed by rinsing and an acid pickle, usually dilute hydrochloric or sulfuric acid, to remove any existing oxide and activate the surface. The sequence matters. Skip the acid pickle, and the conversion reaction produces a patchy, non-uniform black that rubs off. Skip thorough rinsing between stages, and you're dragging contamination forward into the next bath.
For CNC machined parts specifically, blind holes and internal threads are the geometry problem. Cleaning solution traps in blind features, doesn't rinse out completely, and then either contaminates the black oxide bath or comes back out during post-treatment and stains the finish. Deep blind holes below a roughly 3:1 depth-to-diameter ratio need to be flagged at the design stage if black oxide is the specified finish, either the geometry needs venting, or the finishing spec needs reconsidering.
Surface roughness going in determines surface appearance coming out. Black oxide doesn't smooth or fill. A machined surface with Ra 1.6 µm comes out looking like a machined surface in black. A ground surface comes out looking like a ground surface in black. If the drawing requires a specific visual quality, the machining finish has to achieve it before the part goes into the tank.
Conversion Process Parameters
Hot black oxide runs at 285–295°F (140–146°C) in a sodium hydroxide bath with oxidizing salts, sodium nitrate, and sodium nitrite in controlled ratios. The bath temperature is the critical variable. Below 280°F the reaction is incomplete and produces a brown or reddish-brown surface rather than true black magnetite. Above 300°F the bath chemistry becomes unstable and the coating quality drops. Most job shops running hot black oxide hold bath temperature within ±5°F throughout the cycle.
Immersion time runs 15–30 minutes for most carbon steel and alloy steel parts processed with black oxide. Longer immersion doesn't meaningfully thicken the black coating. The magnetite layer self-limits at roughly 0.5–1.5 µm regardless of time in the bath. What longer immersion does is increase the risk of hydrogen embrittlement on high-strength steels, which is a real concern on alloy steel parts above 40 HRC. Any part at that hardness going through an acid pickle and alkaline bath typically requires post-process hydrogen relief baking according to the applicable specification, a step that's easy to skip and expensive to have skipped.
Cold black oxide processes exist, room temperature chemistry that produces a similar appearance, but the blackening coating produced is selenious-acid-based copper selenide rather than magnetite. It's thinner, less uniform, and significantly less durable than hot black oxide. The only real advantages are no heated bath and faster processing. For precision CNC components where black coating performance matters, cold black oxide is a cosmetic finish, not a functional one.
Post-Treatment and Oil Sealing
The magnetite layer that comes out of the black oxide bath is porous, deliberately so, because that porosity is what gives the coating its oil retention capability. Parts go directly from the final rinse into an oil or wax bath while still warm, which draws the sealant into the pores by capillary action.
Oil retention is genuinely good. A properly oiled black oxide surface holds a consistent lubricant film that benefits both corrosion resistance and any sliding contact the part sees in service. Tooling components, guide pins, and sliding shafts all benefit from this. The oil stays on the surface rather than being wiped off immediately on contact.
The corrosion performance, however, is entirely dependent on that oil seal staying intact. Untreated black oxide fails salt spray testing in 1–2 hours. With a standard oil seal, performance improves to 100–200 hours in ASTM B117, adequate for protected indoor environments and periodic maintenance situations, completely inadequate for outdoor exposure or high-humidity industrial environments. The oil migrates over time, particularly on parts that are handled frequently or exposed to solvents and cleaning agents. For applications where corrosion protection needs to be reliable and maintenance-free over a long service life, black oxide is the wrong finish regardless of how well the initial oil seal is applied.
Black Oxide vs Other Surface Finishes
| Property | Black Oxide | Zinc Plating | Powder Coating | Phosphate Coating |
|---|---|---|---|---|
| Coating mechanism | Conversion, reacts with steel | Electrodeposition | Thermoset polymer | Conversion, iron/zinc phosphate |
| Thickness | 0.5–1.5 µm | 5–25 µm | 50–150 µm | 1–15 µm |
| Dimensional impact | Negligible, <2.5 µm total | Moderate, affects tight fits | High, unsuitable for precision features | Minimal, similar to black oxide |
| Salt spray (untreated) | 1–2 hours | 96–200 hours (clear) / 500+ hours (yellow chromate) | 500–1000+ hours | 200–400 hours with oil |
| Salt spray (with sealant) | 100–200 hours | 200–500 hours | N/A, self-sealing | 400–800 hours |
| Corrosion resistance | Poor to moderate | Good to very good | Excellent | Moderate to good |
| Appearance | Matte black | Bright silver / yellow / black | Any color, smooth | Dark grey, matte |
| Cost per part (small CNC) | $0.50–3.00 | $1.50–5.00 | $3.00–10.00 | $0.75–3.50 |
| Suitable for precision fits | Yes | Marginal, check tolerance stack | No | Yes |
| Lubricity / oil retention | Good | Poor | None | Good |
| Base material | Steel, alloy steel | Steel, cast iron | Almost any | Steel, cast iron, zinc |
| Hydrogen embrittlement risk | Moderate (high-strength steel) | High (acid process) | None | Low |
Decision summary: Black oxide is the right call when dimensional change can't be tolerated, appearance matters, and the part lives in a protected environment with access to periodic oiling. Zinc plating is better whenever corrosion resistance is a primary requirement, and tolerances allow for plating thickness. Powder coat is for anything where long-term corrosion protection and color options matter more than dimensional precision. Phosphate is black oxide's closest competitor, with a similar dimensional impact, better corrosion resistance with oil, slightly less uniform appearance, and often used as a paint base on automotive and firearms components.
When Black Oxide Is NOT Suitable
Outdoor or high-humidity environments without guaranteed maintenance intervals, the oil seal degrades and the coating fails faster than almost any alternative.
High-strength steel above 40 HRC without hydrogen embrittlement bake-out capability, the acid pickle stage introduces hydrogen that causes delayed fracture in hardened steel, and not every job shop performs the required relief bake as standard practice.
Parts that contact food, medical devices, or potable water, the sodium nitrite chemistry in the black oxide bath is toxic, and residue in blind holes or porous surfaces is a contamination risk.
Applications requiring consistent corrosion performance without operator maintenance, any finish that depends on periodic re-oiling to maintain its performance has no place in a set-and-forget installation.
High-alloy and stainless steel, where appearance uniformity is critical, the coating chemistry doesn't produce the same consistent matte black on high-chromium alloys that it does on carbon and low-alloy steel, and the result is often patchy in ways that are difficult to predict or control at the design stage.
What Materials Can Be Black Oxided?

(AI generated) Various steel material samples
Not all metals respond to black oxide in the same way.
Carbon steel and alloy steel typically produce the most stable and uniform black finishes, while stainless steel requires specialized chemistry, and aluminum cannot be processed through conventional black oxide systems at all.
Understanding material compatibility early helps avoid coating inconsistency, corrosion issues, and production delays during CNC finishing.
Carbon Steel
The best substrate for black oxide. Plain carbon steel, 1018, 1045, 1060, 1080, reacts consistently with the caustic bath to produce a uniform, dense magnetite layer. The higher the carbon content, the deeper and more uniform the black tends to be. Low-carbon grades like 1018 black well but produce a slightly less dense coating than medium and high-carbon steels. For most CNC machined carbon steel components, hot black oxide is predictable and repeatable with proper surface preparation.
Alloy Steel
Works well on most common alloy grades, 4140, 4340, 8620, with one caveat that matters significantly in CNC machining: hydrogen embrittlement risk. Black oxide alloy steels are often used in high-strength applications, heat-treated to 35–50 HRC, and the acid pickle stage of black oxide processing introduces hydrogen into the grain structure. At hardness levels above 40 HRC, delayed hydrogen embrittlement is a real failure risk. Parts can crack hours or days after processing under load. The fix is a post-process bake at 375°F (190°C) for a minimum of 3 hours within 4 hours of processing according to the applicable specification. Not every finishing shop does this automatically. If your alloy steel parts are hardened above 40 HRC, confirm the bake-out procedure before specifying black oxide.
Tool Steel
Tool steels, D2, H13, M2, A2, black oxide with reasonable results, though the high alloy content produces slightly less uniform coating than plain carbon steel. The dimensional stability advantage is particularly valuable here: tooling components like punches, dies, and cutting inserts have tight tolerances that plating thickness would compromise. Black oxide's sub-2.5 µm dimensional impact makes it practical where zinc or chrome plating would put the part out of tolerance. High-speed steels like M2 with significant tungsten and molybdenum content produce acceptable finishes but may show slight color variation compared to lower-alloy tool steels, cosmetically inconsistent but functionally adequate.
Stainless Steel (304 vs 316)
Both can be black oxided, but the process and results differ enough from carbon steel that it warrants separate consideration.
Standard hot black oxide chemistry doesn't produce a true magnetite conversion on stainless. The chromium oxide passive layer that gives stainless its corrosion resistance interferes with the reaction. Stainless black oxide steel requires either modified bath chemistry or proprietary processes that attack and temporarily disrupt the passive layer to allow conversion. The results are less uniform, less durable, and more variable than on carbon steel.
304 stainless blacks reasonably well with the right process chemistry, producing a dark grey-to-black finish that's acceptable for appearance purposes. 316 stainless, with its higher molybdenum content, is more resistant to the conversion chemistry and produces a less consistent finish than 304. Neither approaches the coating quality achievable on carbon or alloy steel. For stainless components where a black finish is a requirement, physical vapor deposition (PVD) or electroless black nickel is worth evaluating as an alternative that produces more consistent, durable results.
Here’s a full guide to stainless steel material selection.
Cast Iron
Black oxides very well, often better than low-carbon steel. The graphite microstructure of cast iron provides additional oil retention beyond the magnetite porosity, making oiled black oxide particularly effective on cast iron components. Machine tool components, vise jaws, and precision ground cast iron surfaces have used black oxide for decades precisely because the combination of conversion coating and graphite oil retention produces a surface that resists corrosion while retaining surface lubricity. Gray cast iron and ductile iron both respond well to standard hot black oxide chemistry.
Why Aluminum Requires Different Processes
Aluminum doesn't form magnetite. The hot black oxide bath chemistry, sodium hydroxide at 285–295°F, attacks aluminum aggressively rather than converting it, dissolving the surface rather than producing a controlled conversion layer. Running aluminum through a hot black oxide tank doesn't produce a black finish; it produces a damaged part.
Aluminum achieves dark black finishes through anodizing, specifically Type II or Type III (hardcoat) anodizing with black dye, or through electroless processes designed for aluminum substrates. Type II black anodize produces a 0.0002–0.001" layer with excellent dye retention. Type III hardcoat produces a thicker, harder layer (0.001–0.002") that's more wear-resistant. Both are legitimate processes for black aluminum components, but they're fundamentally different from black oxide and need to be specified separately on drawings.
Material confirmed, geometry checked, finish requirement clear, JLCCNC can take it from here. CNC machining and black oxide finishing are handled together, with tolerance stack and surface prep requirements reviewed before your parts run. Upload Your Files and Get a Quote (only available for #45 steel for now).

Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
Real Performance in CNC Applications
Corrosion Resistance (Oil Dependent)
Without oil or wax, black oxide offers almost no corrosion protection. Untreated black oxide still provides very limited corrosion resistance in salt spray exposure. With a proper oil seal applied immediately after processing while the part is still warm, performance reaches 100–200 hours, adequate for indoor machinery, tooling, and components that get periodic maintenance. Wax sealants push that further and last longer between applications, at the cost of slightly higher processing cost and a surface that doesn't retain additional oil as well as an oil-sealed part.
The practical implication: any black oxide specification for a part that sees real-world service needs to specify the sealant as part of the finish requirement, not leave it as an assumed default. "Black oxide per MIL-DTL-13924 Class 1" covers hot black oxide with oil seal. Using that reference on the drawing removes ambiguity about whether sealing is included.
Dimensional Stability (Key Advantage)
The sub-2.5 µm total dimensional impact is black oxide's strongest engineering argument for CNC machined parts. A shaft machined to h6 tolerance, a threaded feature at 6H/6g fit, a precision bore, none of these are affected by black oxide in any meaningful way. The same part, same tolerance, same fit after finishing. No tolerance stack recalculation, no allowance for plating thickness, no risk of a close-tolerance feature going out of spec at the finishing stage.
This is the property that keeps black oxide steel relevant on precision tooling, gauges, fixtures, and close-tolerance mechanical components despite its corrosion resistance limitations. When the alternative is zinc plating at 5–25 µm per side or powder coat at 50–150 µm, dimensional stability matters enough to accept the corrosion performance trade-off in the right application.
Wear and Durability Limits
Black coating improves wear resistance marginally over bare steel. The magnetite layer is harder than the steel surface in some grades, and the oil retention reduces adhesive wear at sliding interfaces. But the coating is thin enough that it's not a meaningful wear barrier on its own. Under abrasive contact or significant sliding load, the magnetite layer wears through quickly, leaving bare steel. The ongoing benefit after wear-through is whatever oil remains on the surface, which is real but limited.
For components where wear resistance is a primary requirement, sliding contact surfaces, tooling that sees abrasive material, parts with high contact stress, black oxide is not the right surface treatment. DLC (diamond-like carbon), nitriding, or hard chrome are more suitable surface treatments for wear-critical surfaces. Black oxide is a corrosion and appearance treatment that happens to have mild wear benefits, not a wear treatment that also looks good.
Design Guidelines for Black Oxide CNC Parts
Black oxide performance depends heavily on part geometry, material condition, and finish specification before production begins. Several design choices directly affect coating consistency, corrosion behavior, and process reliability.
Avoid Deep Blind Holes
Blind holes deeper than roughly 3:1 depth-to-diameter ratio can trap cleaning chemicals and limit bath circulation during conversion and sealing. Through-holes or vented features improve finish consistency.
Minimize Sharp Edges
Sharp corners tend to develop uneven conversion layers and inconsistent appearance. Small edge radii and proper deburring help stabilize coating uniformity.
Specify Sealant Type
Black oxide corrosion resistance depends on post-treatment sealing. Engineering drawings should define whether oil seal, wax seal, or MIL-DTL-13924 Class 1 processing is required.
Avoid Outdoor Exposure
Black oxide is best suited for protected indoor environments. Outdoor humidity, salt exposure, and repeated washdown quickly degrade oil-based corrosion protection.
Add Hydrogen Relief Bake Requirements
Hardened alloy steels above approximately 40 HRC may require post-process hydrogen relief baking to reduce embrittlement risk after acid cleaning stages.
Define Cosmetic Standards for Visible Parts
Appearance can vary between alloy grades and processing batches. Visible components should include visual acceptance standards or approved sample references where finish consistency matters.
When to Use (and Avoid) Black Oxide in CNC Projects
Ideal Use Cases
Black oxide earns its place in a specific band of applications, not the widest band, but a consistent one.
Precision tooling and fixtures where plating thickness would affect dimensional accuracy. Gauges, jig components, drill bushings, locating pins, these need a surface treatment that doesn't change the numbers on the inspection report. Black oxide is one of the few common finishing options that delivers appearance and mild corrosion protection without touching the tolerance stack.
Low-reflectance requirements in optical, photographic, and measurement equipment. A black anodized aluminum housing next to a black oxide steel component produces a visually consistent assembly. More importantly, a matte black surface on a precision mirror mount or camera bracket doesn't create stray reflections that affect the system it's part of.
Industrial tooling and machine components in protected indoor environments with maintenance access. A black oxide socket head cap screw that gets a wipe of oil every few months in a dry machine shop environment will outlast the machine it's in. The same screw outdoors fails in a season.
Firearms, military, and defense components where MIL-DTL-13924 compliance is a specification requirement. Black oxide has been the standard finish on steel weapons components long enough that its performance envelope in that application is well understood and accepted.
Engineering Checks Before Specifying Black Oxide
Run through these before it goes on the drawing:
Is the part hardened above 40 HRC? Confirm hydrogen embrittlement bake-out with the finishing shop, get it in writing, not assumed.
Does the geometry include blind holes deeper than 3:1 depth-to-diameter? Flag these for the finisher, trapped chemistry causes staining and finish failure.
What's the service environment? If the answer involves outdoor exposure, high humidity, salt, cutting fluids, or regular solvent cleaning, stop here and specify zinc plating or phosphate instead.
Is the material stainless, aluminum, or high-chromium alloy? Standard hot black oxide chemistry won't produce acceptable results. Specify the correct process for the material or choose a different finish.
Is the oil or wax sealant specified on the drawing? If not, add it. "Black oxide" without a sealant specification leaves the corrosion performance undefined and usually means the part arrives without one.
Black Oxide Coating Problems in CNC Parts
Black Oxide Failure Due to Surface Contamination
The most common failure mode is almost always preventable. A batch of 4140 alloy steel shafts arrives at the finishing shop with residual cutting oil on the surface from machining. The cleaning stage removes most of it, but a light film remains in the micro-valleys of the machined surface. The conversion reaction proceeds unevenly. Clean areas produce dense black magnetite; contaminated areas produce a thin, patchy black coating that looks brown or grey under inspection lighting.
The part looks acceptable in isolation. Under oil and in a housing, it looks fine. Three months later, rust spots appeared under the coating in exactly the pattern of the contamination, the areas where the conversion was incomplete never had proper protection, and moisture worked through the thin spots while the rest of the coating held.
Parts going to black oxide need to arrive clean, ideally ultrasonically cleaned and dried before shipping to the finisher, not relying entirely on the finisher's cleaning stage to remove machining residue. For shops doing in-house black oxide, a dedicated pre-clean step before the process line is worth the time.
Uneven Coating in Deep Holes
A precision fixture plate with twelve M6 blind holes at 18mm depth, 3:1 ratio, right at the edge of manageable. The flat surfaces and external features come out with a perfect uniform black. The blind holes come out with a lighter, slightly brownish ring at the bottom quarter of each hole, where fresh bath chemistry didn't circulate effectively, and the conversion reaction ran partially starved.
The fixture goes into service. Six weeks later, rust appeared inside the blind holes. The incomplete conversion provided almost no protection, and the oil sealant didn't fully penetrate to the hole bottoms.
Solution at the design stage: through-holes where possible, or specified venting holes in blind features. Solution at the process stage: agitation and part rotation during immersion to ensure bath circulation in deep features. Neither is complicated, but both require the issue to be anticipated rather than discovered after the first batch.
Batch Variation in Black Oxide Processing
An order of 200 identical 1045 steel components split across two processing batches, same bath, same parameters, one week apart. The first batch comes out with a deep, uniform black. The second batch comes out noticeably lighter, more grey-black than true black, with slightly less uniform coverage.
The cause: bath chemistry depletion. Hot black oxide baths consume sodium nitrate and nitrite during processing. A high-volume week between the two batches depleted the oxidizing salts without adequate replenishment, dropping conversion efficiency. The coating is technically acceptable by most specifications. It's still magnetite, still dimensionally correct, still takes oil seal, but visually inconsistent with the first batch in a way that's unacceptable for a visible assembly component.
This is a process control problem at the finishing shop, not a design problem. The engineering lesson is that for appearance-critical applications where batch-to-batch consistency matters, black oxide needs to be specified with a visual standard reference, a limit sample the finisher matches to, rather than a written description alone. For purely functional applications where appearance variation is acceptable, batch variation in black oxide is a minor issue that doesn't affect performance.
Conclusion: Black Oxide as an Engineering Choice
Black oxide steel is a mature, well-understood finishing process that does a specific job well and a broader job poorly. Dimensional stability under 2.5 µm, clean matte black appearance, good oil retention, low cost, and compatibility with precision CNC tolerances are real advantages that make it the correct specification for tooling, fixtures, precision mechanical components, and applications with low-reflectance requirements in protected environments.
The limitations are equally real and less negotiable. Corrosion resistance without active oil maintenance is poor. 1–2 hours salt spray resistance is insufficient for most exposed service environments, because it resets expectations immediately. Material compatibility requires verification for anything beyond plain carbon and alloy steel. Hydrogen embrittlement risk on hardened parts requires a bake-out step that needs to be specified and confirmed, not assumed.
The engineers who use black oxide well are the ones who know exactly what it buys them and what it doesn't. They specify it on tooling, fixtures, and precision indoor components without hesitation, and they specify something else on anything that lives outdoors, sees regular washdown, or needs long-term maintenance-free corrosion protection.
If you're sourcing CNC machined #45 steel components and need black oxide as part of the finished specification, JLCCNC handles the full process, machining, surface treatment, and engineering review of your finish requirements before production starts. Tolerance stack, geometry constraints, material compatibility, and sealant specification all get checked against your design rather than discovered after the first article.
Upload your files and get a quote from engineers who treat surface finish as part of the machining specification, not an afterthought.
Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
FAQ About Black Oxide
Q: Does black oxide prevent rust?
Black oxide alone provides very limited corrosion resistance. Its protection mainly depends on oil or wax sealing. Without sealing, red rust may appear within hours in salt spray exposure.
Q: Does black oxide affect CNC tolerances?
Very little. Black oxide is a conversion coating rather than a deposited layer, so dimensional change is typically under 0.0001" (2.5 µm) total. That makes it suitable for precision CNC parts such as threaded components, close-fit shafts, bushings, gauges, and tooling where plating thickness could interfere with assembly or inspection limits.
Q: Can alloy steel be black oxidized reliably?
Yes, most alloy steels such as 4140, 4340, and 8620 respond well to hot black oxide processing when surface preparation and bath control are properly managed. However, hardened alloy steels above roughly 40 HRC require additional attention because the acid cleaning stage may introduce hydrogen into the material. Post-process bake-out is commonly specified to reduce hydrogen embrittlement risk on high-strength parts.
Q: Why does black oxide fail in some parts?
Most failures begin with process control or application mismatch rather than the coating chemistry itself. Surface contamination, trapped coolant, oxide scale, poor rinsing, or inadequate oil sealing can produce uneven conversion and early corrosion. Deep blind holes and complex geometries may also limit solution circulation, leading to incomplete coating formation in recessed areas. In other cases, black oxide is simply specified for environments where its corrosion resistance is insufficient.
Q: Is black oxide suitable for outdoor environments?
Usually not without ongoing maintenance. Oil-sealed black oxide can perform adequately in sheltered industrial settings, but outdoor exposure, salt, humidity, or repeated washing gradually remove the protective oil layer. Once the sealant degrades, corrosion can develop quickly. For outdoor CNC components that require longer maintenance intervals, zinc plating, phosphate coatings with heavy sealants, or stainless steel are generally safer engineering choices.
Popular Articles
• How to choose between Laser marking and UV printing?
• Anodizing vs. Hard Anodizing: The Differences in Surface Treatment Techniques
• What is Bead Blasting Finish in CNC? A Complete Guide
• Surface Finish in Machining, Types, Charts & Testing
• Explanation of different material surface treatment technologies in CNC machining
Keep Learning
How to choose between Laser marking and UV printing?
Choosing between laser marking and UV printing for CNC machining service depends on various factors, including the specific requirements of your project. Here are some considerations to help you make an informed decision: (Left: Laser Marking/Right:UV Printing) Material Compatibility: Laser Marking: Works well on a wide range of materials, including metals, plastics, ceramics, and more. It provides high precision and is suitable for detailed markings. UV Printing: Works well on a wide range of materia......
How to Read Surface Roughness Symbols: Drawing Examples & ISO Guide
Key Takeaways Surface roughness symbols define the required finish for individual features on an engineering drawing. ISO 1302 provides the standard symbols used on most international technical drawings. A surface finish callout can include the roughness value, machining requirement, lay direction, and supplementary notes. Ra is the roughness parameter specified most frequently, although Rz is common for some functional surfaces. Correct interpretation of a callout helps match the surface requirement ......
Surface Roughness: Chart, Ra Values, Units & Applications
Key Takeaways Surface finish in machining directly influences how a part seals, slides, fits, and wears during service. Ra is the roughness value most commonly specified on manufacturing drawings. Even the same/similar machining techniques can produce different finishes after changing tooling, cutting data, and material. CNC Milling, CNC turning, grinding, and honing each leave their own surface pattern. A surface roughness chart gives engineers a practical reference during design and process planning......
How to Measure Surface Roughness
Key Takeaways Surface roughness measurement quantifies the microscopic peaks and valleys on a machined or processed surface using standardized parameters, Ra being the most common, Rz the most useful for understanding extreme deviations. The two main methods for measuring surface roughness are contact measurement using a stylus profilometer and non-contact optical measurement using laser or white light interferometry. How to measure surface roughness correctly involves surface preparation, instrument ......
Understanding the role of surface finish in CNC machining: how to improve part performance and life?
In precision manufacturing, surface finish is one of the core indicators of CNC machining quality, directly affecting part friction performance, sealing, corrosion resistance and fatigue life. Whether it's aerospace gears or medical implants, precise control of surface roughness (Ra value) has become the key to breaking through technological barriers. In this article, we will analyse the definition of surface finish, influencing factors and optimisation strategies, and share how to achieve the ultimat......
Magnetic Abrasive Finishing: Process, Applications, and Benefits for CNC Machined Parts
Key Takeaways and Introduction About Magnetic Abrasive Finishing Magnetic abrasive finishing uses a magnetic field to control abrasive particles. The process improves surface finish and removes fine burrs. It can reach internal passages and difficult-to-access features. Magnetic deburring is often used on precision machined components. Media selection and magnetic field strength strongly affect results. Magnetic abrasive finishing of precision metal tube Precision metal parts might need more than accu......