Abrasive Blasting Process for CNC Machined Components: Technical Best Practices
22 min
- What Is Abrasive Blasting?
- Abrasive Blasting Process for CNC Machined Components
- Abrasive Blasting Media Types and Selection Criteria
- How Abrasive Blasting Affects Surface Roughness and CNC Tolerances
- Abrasive Surface Finishing for CNC Parts
- Industrial Abrasive Blasting Applications in CNC Manufacturing
- Advantages and Limitations of Abrasive Blasting
- Abrasive Blasting vs Other Surface Preparation Methods
- How to Choose the Right Abrasive Blasting Method for CNC Parts
- FAQs About Abrasive Blasting
Key Takeaways
- Abrasive blasting propels media at metal surfaces to clean, texture, or prep them, the process changes depending almost entirely on what media you use and how hard you throw it.
- Industrial abrasive blasting isn't one process, sandblasting, bead blasting, shot blasting, grit blasting all use the same principle and produce completely different surface conditions.
- In most applications, media selection has a greater influence on the final surface condition than blasting pressure or nozzle configuration.
- Abrasive blasting removes material from every surface it hits, including the ones you didn't want it to touch, tight tolerance features need masking or the drawing needs a post-blast dimensional acceptance criterion.

(AI generated) abrasive blasting on CNC aluminum part
Abrasive blasting is a cornerstone of industrial abrasive blasting workflows, heavily relied upon to remove machining burrs, oxide layers, and tool marks. Yet, the abrasive blasting process is often misunderstood. Achieving the perfect abrasive surface finishing on precision CNC parts depends entirely on two factors: selecting the right abrasive blasting media and controlling the propulsion parameters.
It's one of the most widely used surface finishing processes in manufacturing, yet one of the least understood in terms of process control and final surface outcome.
This guide covers the abrasive blasting process from the ground up, what it actually does to metal surfaces, which media choices produce which results, and how to specify it without guessing.
What Is Abrasive Blasting?
Abrasive blasting works by propelling abrasive particles at high velocity toward a material surface. Media accelerates through a nozzle, hits the part surface, does a small amount of work at the contact point, and either bounces off or breaks down depending on how hard it is relative to the substrate.
Each impact removes a contaminant, cuts a micro-crater, peens the surface slightly, or knocks off a burr tip.
How Abrasive Blasting Works
Compressed air (typically 40-100 PSI) accelerates media through a venturi nozzle. At the nozzle exit, media velocity runs 50-150 m/s depending on pressure and particle size. That velocity is what does the work. While pressure control is important for consistency, variables such as velocity, distance from the nozzle, nozzle angle, and dwell time all affect how much work each impact does.
Velocity, distance from the nozzle, nozzle angle, and dwell time all affect how much work each impact does. High pressure at close range with perpendicular impact is the most aggressive abrasive surface finishing condition. Low pressure at longer distance with angled impact is gentler. Production abrasive blasting processes fix these parameters to produce consistent, repeatable results, the same surface condition on part 500 as on part 1.
Why Abrasive Blasting Is Used for CNC Parts
Three situations drive the decision to blast CNC machined parts.
Surface cleaning is the most common. Machined parts carry cutting fluid residue, oxide from heat-affected zones, scale from raw stock, and handling contamination. Abrasive blasting removes all of it simultaneously in one operation faster than chemical cleaning on most geometries.
Coating preparation is the second. Anodizing, powder coating, paint, and plating all adhere better to blasted surfaces than to machined ones. The surface roughness created by industrial abrasive blasting increases surface area for mechanical adhesion and creates a clean, active surface that coating chemistry bonds to reliably. Sa 2.5 cleanliness per ISO 8501, the standard specification for blast-cleaned steel before coating, is the minimum for most paint and powder coat applications.
Aesthetic surface finish is the third. Bead blasting aluminum CNC parts produces a uniform matte surface that makes machined tool marks and surface variation disappear. The consistent abrasive surface finishing texture looks intentional and controlled rather than like the raw output of a machining operation. This is why bead blasted aluminum is the standard appearance finish on consumer electronics, aerospace panels, and precision equipment housings.
Abrasive Blasting Process for CNC Machined Components
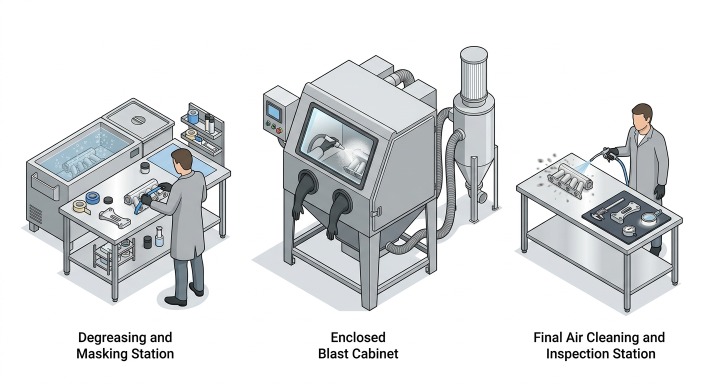
(AI generated) abrasive blasting workflow for CNC parts
Surface Preparation Before Blasting
Abrasive blasting is ineffective at removing heavy oil contamination and may embed residual oil into the surface profile if parts are not degreased beforehand. Contaminated surfaces going into the blast cabinet come out with contamination driven into the surface profile rather than removed from it. Parts need degreasing before industrial abrasive blasting, full stop.
Alkaline degreasing or solvent cleaning removes cutting oils and coolant residue. Rinse and dry completely before blasting, water on the surface during blasting can cause flash rust on steel immediately after the blast removes the protective scale. For precision aluminum CNC parts, a light alkaline wash and rinse before bead blasting is standard practice and takes two minutes per batch.
Masking protects features that can't be blasted. Threaded holes, precision bores, bearing seats, and tight-tolerance external features need plugs or tape before the part goes into the cabinet. Abrasive blasting removes material and rounds edges, on a tapped hole or a precision bore, even a short blast exposure changes the geometry in ways that matter. Specifying masking requirements on the drawing saves this problem from being discovered after the fact.
Abrasive Propulsion and Material Removal
Compressed air abrasive blasting, the most common method for CNC parts, accelerates media through a venturi nozzle using air pressure from a compressor. Media velocity at the nozzle exit runs 50-150 m/s depending on pressure and nozzle diameter. At that velocity, even relatively soft media like glass bead has enough kinetic energy to clean and texture metal surfaces effectively.
Pressure selection drives aggressiveness. 40-60 PSI with glass bead for delicate aluminum parts. 60-80 PSI with aluminum oxide for steel parts needing significant surface roughening before coating. 80-100 PSI with steel grit for heavy industrial applications requiring deep surface profile.
Cabinet blasting, where the part sits inside an enclosed cabinet while the operator manipulates the blasting gun through glove ports, is the standard method for production CNC parts. It contains the media, allows media recovery and recycling, and gives the operator visual control over coverage. Automated cabinet blasting with turntables and programmed blast cycles produces consistent results for high-volume production without operator variability affecting the outcome.
Cleaning and Post-Blasting Treatment
After abrasive blasting, surface media and broken-down abrasive particles need complete removal before any coating or further processing. Compressed air blow-off removes loose media from external surfaces. Ultrasonic cleaning removes media from blind holes and recesses that blow-off doesn't reach, media trapped in a threaded hole that makes it into a coated assembly creates problems downstream.
Steel and iron parts rust within minutes of abrasive blasting in humid environments because blasting removes the passive oxide layer that was providing some protection and leaves a highly active, rough surface. Parts need either immediate coating, conversion coating, or rust inhibitor application, not a 24-hour wait for the next processing step.
Aluminum parts after bead blasting are also active surfaces. The fresh aluminum exposed by blasting oxidizes quickly. For best anodizing consistency, bead-blasted aluminum parts are typically anodized shortly after blasting to minimize surface re-oxidation. Waiting days between bead blasting and anodizing allows partial re-oxidation that shows up as inconsistent anodize color and adhesion.
Abrasive Blasting Media Types and Selection Criteria
Cutting vs Peening Media Behavior
This is the most important concept in abrasive blasting media selection and it's where most specification errors happen.
Angular media cuts. When a sharp-edged particle impacts a metal surface at velocity, it doesn't just push the surface, it cuts into it, creating a jagged micro-crater with raised edges. Angular aluminum oxide, silicon carbide, and steel grit all behave this way. The result is a rough, high surface area profile that coating systems bond to extremely well. The roughness is real and significant, angular abrasive blasting produces Ra values of 2-6 µm on steel surfaces, which is substantially rougher than machined surfaces typically start at.
Round media peens. Glass bead, steel shot, and ceramic bead impact the surface with spherical geometry, creating shallow rounded indentations rather than sharp craters. The surface roughness produced is lower, typically Ra 0.5-2.0 µm, and more uniform. The compressive stress induced by shot peening with round media improves fatigue life on critical components by closing surface microcracks and creating a compressive surface stress state that resists crack propagation.
Choosing between cutting and peening behavior should be the first question in any abrasive blasting process specification. Coating preparation needs cutting media for surface profile. Cosmetic matte finish on aluminum needs round media for uniform texture. Fatigue life improvement needs round media at controlled intensity. Contamination removal can use either depending on the substrate.
Aluminum Oxide vs Glass Bead
Aluminum oxide is the most aggressive commonly used abrasive blasting media for CNC parts. Hardness of 9 on the Mohs scale, harder than most metals it's used on. Angular particle shape cuts aggressively. Produces deep surface profile (Ra 2-5 µm on steel) and removes contamination, scale, and heavy oxide rapidly. Standard specification for steel parts going to paint or coat where SSPC-SP6 or Sa 2.5 cleanliness is required. Not suitable for thin-walled aluminum parts where dimensional change from aggressive blasting is unacceptable. Read our guide on painting vs coating, if you get confused between which to go with for CNC parts.
Glass bead is aluminum oxide's opposite in the abrasive blasting media spectrum. Soda-lime glass spheres at Mohs 5.5, round, soft relative to most metals, low material removal rate. Produces smooth, consistent matte texture at Ra 0.5-1.5 µm. The go-to for aluminum CNC parts needing cosmetic bead blast finish before anodize. Gentle enough for thin walls, produces relatively low material removal compared with angular abrasives, making it more suitable for cosmetic finishing and light surface treatment.
The choice between them isn't really about aggressiveness, it's about what you need from the surface afterward. Deep profile for coating? Aluminum oxide. Uniform matte for appearance? Glass bead. Something in between, like stainless steel parts needing moderate texture before powder coat? Aluminum oxide at lower pressure or a mixed media blend.
Steel Grit and Heavy-Duty Industrial Applications
Steel grit is industrial abrasive blasting media for heavy applications, structural steel, large fabrications, castings, and components with significant scale or corrosion that softer media won't handle.
Angular steel particles at hardness 40-65 HRC impact with much higher energy per particle than oxide or glass media because of the higher density of steel, approximately 7.8 g/cm³ versus 3.9 g/cm³ for aluminum oxide and 2.5 g/cm³ for glass bead. More energy per impact means faster cleaning and deeper surface profile, Ra 4-10 µm is achievable with heavy steel grit blasting, which is the surface profile specification for many marine and industrial coating systems that need maximum mechanical adhesion.
Steel grit is not appropriate for aluminum, stainless steel, or non-ferrous metals. Steel particle contamination embedded in aluminum or stainless steel surfaces causes galvanic corrosion, iron particles in an aluminum surface exposed to moisture corrode rapidly, producing rust spots that appear to come from the aluminum itself. Dedicated blast cabinets for ferrous and non-ferrous materials prevent cross-contamination.
Media Selection Based on Material
| Base Material | Recommended Media | Pressure Range | Expected Ra | Notes |
|---|---|---|---|---|
| 6061/7075 Aluminum | Glass bead | 40-60 PSI | 0.5-1.5 µm | Standard bead blast for anodize prep, uniform matte |
| Aluminum (heavy scale) | Aluminum oxide fine | 40-55 PSI | 1.5-2.5 µm | More aggressive, check wall thickness |
| 304/316 Stainless Steel | Glass bead or fine aluminum oxide | 50-70 PSI | 0.8-2.0 µm | Dedicated non-ferrous cabinet only |
| Mild steel (coating prep) | Aluminum oxide or steel grit | 60-90 PSI | 2.0-5.0 µm | Sa 2.5 cleanliness for paint/powder coat |
| Hardened alloy steel | Steel grit or aluminum oxide | 70-100 PSI | 3.0-6.0 µm | Check shot peening requirement for fatigue parts |
| Titanium | Glass bead or ceramic bead | 40-60 PSI | 0.5-1.5 µm | Dedicated cabinet, no steel or ferrous contamination |
| Brass/Copper | Glass bead | 30-50 PSI | 0.5-1.2 µm | Low pressure, soft material |
| Plastic (POM, nylon) | Plastic media or fine glass bead | 20-40 PSI | 0.3-1.0 µm | Very low pressure, material deforms under aggressive blasting |
Note that while Ra measures average roughness, coating inspectors usually audit the Rz (anchor profile) to ensure film-thickness uniformity.
How Abrasive Blasting Affects Surface Roughness and CNC Tolerances
For most CNC parts, this deserves a mixed format, table for the quick data, prose for the nuance that tables miss.
Surface Roughness (Ra) Changes After Blasting
| Media Type | Typical Starting Ra (machined) | Ra After Blasting | Change |
|---|---|---|---|
| Fine glass bead (40-60 PSI) | 0.8-1.6 µm | 0.5-1.2 µm | Slight smoothing to slight increase |
| Medium glass bead (60-80 PSI) | 0.8-1.6 µm | 1.0-1.8 µm | Slight increase |
| Fine aluminum oxide | 0.8-1.6 µm | 1.8-3.0 µm | Significant increase |
| Medium aluminum oxide | 0.8-1.6 µm | 2.5-4.0 µm | Large increase |
| Steel grit | 1.6-3.2 µm | 4.0-8.0 µm | Very large increase |
The direction of Ra change depends on media type and starting condition. Fine glass bead on a reasonably smooth machined surface can actually reduce Ra slightly by knocking down the highest peaks without creating significant new texture. Angular aluminum oxide always increases Ra because cutting behavior creates new surface topology regardless of starting condition.
Edge Rounding and Dimensional Impact
Abrasive blasting rounds edges. Every sharp corner hit by media impacts loses material from the edge geometry. For a light bead blast at 50 PSI for 30 seconds, edge rounding is minimal, typically 0.01-0.05mm radius depending on media size and dwell. For aggressive aluminum oxide blasting at 80 PSI for 2 minutes, edge rounding reaches 0.1-0.3mm on exposed corners.
Material removal from flat surfaces is lower than edge removal because edges present more surface area to the blasting stream. Typical surface material removal from production bead blasting on aluminum is 2-8 µm per surface. From aggressive oxide blasting on steel it's 10-30 µm per surface. Neither sounds like much until you have a bore at its lower tolerance limit.
Effect on Tight-Tolerance CNC Parts
Bores are the most critical feature to protect during abrasive blasting. Even a short blast exposure changes bore diameter, blast media enters the bore and impacts the walls, removing material from the cylindrical surface. A bore at H7 tolerance for a precision fit loses clearance predictably if blasted without masking.
The practical rule: any feature with tolerance tighter than ±0.05mm that's accessible to the blast stream needs masking or the drawing needs to specify post-blast dimensional acceptance. Threading is equally vulnerable, blast media in a threaded hole modifies the thread form enough to affect gauging, particularly on fine pitches below M6.
Surface Energy and Coating Adhesion
This is where abrasive blasting earns its place in coating preparation. A machined surface has surface energy of roughly 30-40 mJ/m² on aluminum, coatings applied directly to machined aluminum often show adhesion problems within months. Bead-blasted aluminum surface energy runs 50-70 mJ/m². Aluminum oxide blasted steel runs 60-80 mJ/m². Higher surface energy means coating systems wet out more completely on contact and form stronger adhesive bonds.
The surface profile matters alongside surface energy. Coating systems have minimum and maximum surface profile requirements, the anchor pattern created by abrasive blasting needs to be deep enough for the coating to grip but not so deep that the coating can't cover the peaks uniformly. For powder coat on steel, a surface profile of Rz 40-70 µm is standard. For liquid paint, Rz 25-50 µm is typical. Aluminum oxide blasting at appropriate pressure produces these profiles consistently.
Abrasive Surface Finishing for CNC Parts

(AI generated) abrasive surface finishing comparison chart
Surface Roughness and Texture Control
Abrasive surface finishing isn't just cleaning, it's deliberately creating a specific surface texture. The difference between a part that looks professionally finished and one that looks like it came straight off a machine is often just a controlled bead blast cycle.
Bead blasting creates a uniform isotropic surface texture that reduces the visibility of machining marks and improves visual consistency.
Preparing Parts for Anodizing and Coating
Pre-anodize bead blasting is standard on aluminum CNC parts going to anodize for two reasons. First, it removes the thin machined surface layer that may carry cutting fluid contamination, tool-transferred iron, and machine oil residue that would affect anodize quality. Second, it creates a consistent surface texture that anodize grows on uniformly, producing consistent color and appearance across the part regardless of surface orientation or machining direction.
The effect is significant. Anodize applied over as-machined aluminum shows the machining marks through the anodize layer, the oxide grows uniformly in thickness but follows the surface texture underneath it. Anodize over bead-blasted aluminum shows a uniform matte texture regardless of what the machined surface looked like underneath.
For production CNC parts, surface preparation and finishing are often specified together as part of the manufacturing workflow. In addition to precision CNC machining, JLCCNC offers multiple finishing options including anodizing, powder coating, brushing, polishing, and laser marking to help manufacturers achieve both functional and cosmetic surface requirements.

Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
Industrial Abrasive Blasting Applications in CNC Manufacturing
| Industry | Application | Media | Abrasive Blasting Purpose |
|---|---|---|---|
| Aerospace | Structural brackets, panels, housings | Glass bead or fine aluminum oxide | Pre-anodize prep, uniform appearance finish, contamination removal |
| Aerospace (fatigue critical) | Landing gear components, wing fittings | Steel shot | Shot peening for fatigue life improvement |
| Automotive | Engine blocks, transmission cases, structural brackets | Steel shot or aluminum oxide | Scale and casting flash removal, pre-paint preparation |
| Automotive (cosmetic) | Trim components, interior panels | Glass bead | Uniform matte finish before anodize or clear coat |
| Medical devices | Instrument housings, implant surfaces | Glass bead or ceramic bead | Consistent surface texture, contamination removal, pre-coating prep |
| Electronics | CNC machined enclosures, heat sinks, panels | Fine glass bead | Uniform matte finish before anodize, tool mark removal |
| Industrial machinery | Structural frames, fabricated enclosures | Aluminum oxide or steel grit | Scale removal, surface prep before powder coat or paint |
| Oil and gas | Valve bodies, flanges, pipe fittings | Steel grit | Heavy contamination removal, surface profile for protective coating |
| Sheet metal fabrication | Welded assemblies, formed enclosures | Aluminum oxide | Weld spatter removal, scale removal, coating preparation |
| Precision CNC parts | Housings, fixtures, brackets | Glass bead | Consistent appearance finish, pre-anodize or pre-plate prep |
Advantages and Limitations of Abrasive Blasting
Surface Cleaning and Deburring Benefits
Speed is abrasive blasting's strongest advantage over chemical and mechanical alternatives. A batch of 50 aluminum housings that would take an operator 20 minutes each to manually deburr and clean takes 30-40 minutes total in a blast cabinet. The result is more consistent because the process applies the same treatment to every surface rather than depending on where a manual operator can reach with a file or abrasive pad.
Coverage is the second advantage. Industrial abrasive blasting reaches every surface the blast stream contacts, external geometry, recesses, undercuts, and internal features accessible to the nozzle. Manual deburring misses internal edges. Chemical cleaning misses surface texture inconsistencies. Abrasive blasting handles both simultaneously.
The compressive stress induced by shot peening variants of abrasive blasting is a functional benefit beyond surface appearance, documented fatigue life improvements of 20-50% on shot-peened versus unpeened steel components in high-cycle applications are the reason aerospace and automotive fatigue-critical parts specify shot peening as a required process step.
Potential Surface Damage Risks
Abrasive blasting removes material from every surface it contacts, including surfaces you didn't intend to modify. Precision bores, threaded features, sealing surfaces, and bearing seats all change dimensionally if exposed to abrasive blasting without masking. The damage isn't visible as damage, it looks like normal surface texture, but the dimensional change is real and shows up at assembly or inspection.
Thin-walled aluminum parts below 1.5mm wall thickness risk deformation from the force of abrasive impact at standard blast pressures. Soft materials, certain plastics, copper, brass at thin sections, can be marked or deformed by media that would be gentle on steel.
Media contamination from steel or ferrous abrasive blasting media on non-ferrous parts causes galvanic corrosion that appears weeks or months after the part is in service. Using dedicated blast equipment for ferrous and non-ferrous materials, or specifying non-ferrous abrasive blasting media for stainless and aluminum, prevents this.
Production Efficiency and Cost Considerations
Cabinet blasting for CNC part batches is a low-cost process per part at volume, equipment cost is modest, media recycles multiple times before replacement, compressed air is the main consumable, and one operator can process significant quantities per shift. For high-mix CNC shops, a blast cabinet is one of the highest-ROI capital investments available because it handles finishing for virtually every part regardless of material or geometry.
Media replacement cost scales with aggressiveness. Glass bead lasts 8-15 blast cycles before breaking down to dust and losing effectiveness. Aluminum oxide is harder and lasts longer, 20-40 cycles. Steel media can last hundreds of cycles. Tracking media condition and replacing on a usage-based schedule rather than waiting for visible quality deterioration maintains consistent abrasive blasting process output.
Abrasive Blasting vs Other Surface Preparation Methods
| Factor | Abrasive Blasting | Vibratory Finishing | Mechanical Polishing | Chemical Cleaning/Pickling |
|---|---|---|---|---|
| Surface cleaning | Excellent, removes all contamination types | Good, removes light contamination | Poor, redistributes rather than removes | Excellent for specific contaminants |
| Internal feature access | Moderate, line-of-sight only | Good with correct media size | Poor | Excellent, reaches all wetted surfaces |
| Surface texture control | Excellent, precise control via media selection | Good, limited range | Excellent, wide range | None, chemical only |
| Batch capability | Good, cabinet blasting | Excellent, mass process | Poor | Excellent |
| Dimensional change | Low to moderate depending on media | Low | Moderate to high | Negligible |
| Edge rounding | Yes, occurs on all exposed edges | Yes, controlled and consistent | Yes, significant on external edges | None |
| Matte finish capability | Excellent | Good | Poor | None |
| Mirror finish capability | None | Limited | Excellent | None |
| Pre-coat preparation | Excellent for most coating types | Good for powder and paint | Good for plating and anodize | Required for some processes |
| Cost per part at volume | Low | Very low | High | Low to moderate |
| Equipment investment | Low to moderate | Moderate | Low | Low |
| Operator skill required | Low to moderate | Low | High | Low |
| Best application | Cleaning, pre-coat prep, matte finish, deburring | Batch deburring and surface refinement | High-finish and mirror finish requirements | Scale, oxide, and specific contamination removal |
| Worst application | Internal geometry, mirror finish, tight tolerances | Large single parts, mirror finish | High volume, internal features | Surface texture control, matte finish |
How to Choose the Right Abrasive Blasting Method for CNC Parts
Material Compatibility
Material is the first filter and it eliminates most of the wrong answers immediately. Ferrous media on non-ferrous parts is never acceptable, the contamination consequences are too serious. Aggressive angular media on thin aluminum is rarely appropriate. High-pressure blasting on soft metals or thin walls needs explicit validation before production.
For aluminum: glass bead at 40-60 PSI is the default. It handles appearance finishing, pre-anodize prep, and light deburring without dimensional risk on standard-section parts. Only move to aluminum oxide if the part has significant contamination or scale that glass bead won't clear, and verify on a non-critical part first.
For steel going to coating: aluminum oxide or steel grit based on coating system requirements. Check the coating specification for minimum surface profile, that determines whether light oxide blasting or heavy grit blasting is needed.
For stainless steel: glass bead or aluminum oxide in a dedicated non-ferrous cabinet. Never steel grit or steel shot.
For titanium: ceramic bead or glass bead, dedicated cabinet, extreme attention to ferrous contamination prevention.
Surface Finish Requirements
Define the target before selecting the process. Uniform matte for anodize: glass bead, medium pressure, consistent dwell. Sa 2.5 cleanliness for industrial coating: aluminum oxide at appropriate pressure and coverage verification. Shot peening to Almen intensity specification: steel shot, calibrated equipment, Almen strip verification.
Vague finish descriptions, "blast to clean," "standard bead blast", produce variable results between operators and between shops. A surface finish specification with media type, grit size range, pressure range, and acceptance criteria (visual reference standard or Ra measurement) produces consistent results that can be verified.
Production Volume and Cost Factors
Low volume (under 25 parts per batch): manual cabinet blasting is appropriate. Per-part labor is higher but the process is flexible and requires minimal setup.
Medium volume (25-200 parts): programmed turntable blast cabinet with fixed parameters. The setup time to dial in parameters is justified by the consistency improvement over manual blasting and the reduction in operator variability.
High volume (200+ parts per run): automated blast systems with conveyor or rotary table, programmed cycles, and in-line media recovery. Per-part cost drops to cents at volume. Media consumption and equipment maintenance are the primary ongoing costs.
For shops running CNC machining and finishing under one roof, specifying abrasive blasting as part of the machined-and-finished part quote rather than sending parts out for blast finishing saves coordination time, reduces transit damage risk, and allows the finishing parameters to be optimized alongside the machining parameters rather than independently.
FAQs About Abrasive Blasting
Q: What is abrasive blasting used for?
Abrasive blasting cleans, textures, deburrs, and prepares metal surfaces for coating, painting, anodizing, or welding.
Q: What abrasive media is best for CNC machined parts?
Glass bead, aluminum oxide, and ceramic media are commonly used for CNC machined parts depending on the required surface finish and material hardness.
Q: Does abrasive blasting improve coating adhesion?
Yes, abrasive blasting increases surface roughness and removes contamination, which helps coatings bond more effectively.
Q: What is the difference between abrasive blasting and sand blasting?
Sand blasting is one type of abrasive blasting, while abrasive blasting includes many media types such as glass bead, aluminum oxide, steel grit, and ceramic abrasives.
Popular Articles
• How to choose between Laser marking and UV printing?
• Anodizing vs. Hard Anodizing: The Differences in Surface Treatment Techniques
• What is Bead Blasting Finish in CNC? A Complete Guide
• Surface Finish in Machining, Types, Charts & Testing
• Explanation of different material surface treatment technologies in CNC machining
Keep Learning
How to choose between Laser marking and UV printing?
Choosing between laser marking and UV printing for CNC machining service depends on various factors, including the specific requirements of your project. Here are some considerations to help you make an informed decision: (Left: Laser Marking/Right:UV Printing) Material Compatibility: Laser Marking: Works well on a wide range of materials, including metals, plastics, ceramics, and more. It provides high precision and is suitable for detailed markings. UV Printing: Works well on a wide range of materia......
How to Read Surface Roughness Symbols: Drawing Examples & ISO Guide
Key Takeaways Surface roughness symbols define the required finish for individual features on an engineering drawing. ISO 1302 provides the standard symbols used on most international technical drawings. A surface finish callout can include the roughness value, machining requirement, lay direction, and supplementary notes. Ra is the roughness parameter specified most frequently, although Rz is common for some functional surfaces. Correct interpretation of a callout helps match the surface requirement ......
Surface Roughness: Chart, Ra Values, Units & Applications
Key Takeaways Surface finish in machining directly influences how a part seals, slides, fits, and wears during service. Ra is the roughness value most commonly specified on manufacturing drawings. Even the same/similar machining techniques can produce different finishes after changing tooling, cutting data, and material. CNC Milling, CNC turning, grinding, and honing each leave their own surface pattern. A surface roughness chart gives engineers a practical reference during design and process planning......
How to Measure Surface Roughness
Key Takeaways Surface roughness measurement quantifies the microscopic peaks and valleys on a machined or processed surface using standardized parameters, Ra being the most common, Rz the most useful for understanding extreme deviations. The two main methods for measuring surface roughness are contact measurement using a stylus profilometer and non-contact optical measurement using laser or white light interferometry. How to measure surface roughness correctly involves surface preparation, instrument ......
Understanding the role of surface finish in CNC machining: how to improve part performance and life?
In precision manufacturing, surface finish is one of the core indicators of CNC machining quality, directly affecting part friction performance, sealing, corrosion resistance and fatigue life. Whether it's aerospace gears or medical implants, precise control of surface roughness (Ra value) has become the key to breaking through technological barriers. In this article, we will analyse the definition of surface finish, influencing factors and optimisation strategies, and share how to achieve the ultimat......
Magnetic Abrasive Finishing: Process, Applications, and Benefits for CNC Machined Parts
Key Takeaways and Introduction About Magnetic Abrasive Finishing Magnetic abrasive finishing uses a magnetic field to control abrasive particles. The process improves surface finish and removes fine burrs. It can reach internal passages and difficult-to-access features. Magnetic deburring is often used on precision machined components. Media selection and magnetic field strength strongly affect results. Magnetic abrasive finishing of precision metal tube Precision metal parts might need more than accu......