What Is Metal Plating in CNC Machining? Process, Types & Tolerance Effects
14 min
- What Is Plating in CNC Machining
- How the Plating Process Works for CNC Parts
- Common Plating Types for CNC Machined Components
- Electroplating vs Electroless Plating: Key Engineering Differences
- How Plating Affects Dimensions and Surface Finish
- Plating Design Considerations for CNC Engineers
- Plating Complex Parts and Difficult Geometries
- Choosing the Right Plating for CNC Applications
- Common Plating Defects in CNC Machined Parts
- Plating vs Other Surface Finishing Methods
- Conclusion About Plating
- FAQ About Plating
Key Takeaways About Plating
- Metal plating adds a controlled metallic layer that can improve corrosion resistance, wear behavior, conductivity, and surface durability in CNC machined parts.
- Electroplating and electroless plating differ in coating uniformity, process control, and suitability for recessed or complex geometries.
- Plating thickness affects dimensions, thread fit, bore size, and assembly clearance, especially in tight-tolerance components.
- Surface preparation, masking strategy, and bath control strongly influence coating adhesion and thickness consistency.
- Plating selection should be matched to the substrate material, operating environment, dimensional requirements, and inspection method early in the design stage.
CNC metal plating process for machined precision parts
For CNC machined parts, metal plating is more than a final cosmetic layer. It adds a controlled metallic layer that can support durability, corrosion behavior, conductivity, appearance, or service life. The plating process must also be planned around base material, operating environment, tolerance requirements, and inspection needs. In precision manufacturing, plating decisions are usually made early in the design stage since every coated component gains performance value along with manufacturing responsibilities from the moment it leaves the machine.
What Is Plating in CNC Machining
In CNC machining, plating is a finishing method that deposits a metal coating onto a machined workpiece to give selected areas added engineering behavior beyond the base material.
Why CNC Machined Parts Use Plating
A machined part may leave the cutter with accurate geometry, but the application may require contact stability, low friction, solderable pads, or a protective barrier. Metal plating assigns those duties to the outer layer and keeps the core alloy for machining, weight, cost, or load capacity.
Where Plating Matters Most in Precision Parts
It is important in zones where parts touch, slide, carry current, seal, or face harsh media, such as connector pins, bearing journals, shafts, threaded inserts, valve hardware, and miniature housings. In these areas, the plated layer must work with CNC dimensions rather than hide them.
How the Plating Process Works for CNC Parts
Surface Preparation Before Plating
Before plating begins, the part is degreased, rinsed, pickled, and activated. The reason is that burrs, coolant film, oxide patches, or trapped chips can break adhesion and cause the coating to fail immediately at the first production step.
Plating Deposition and Thickness Formation
Next, the plating process builds thickness. Electroplating uses an external current to move ions onto exposed areas. Electroless plating deposits metal without an external current and gives metal plating teams a different path when recesses, holes, or delicate profiles need steadier coverage.
Post-Treatment and Quality Inspection
After deposition, the work moves through rinsing, baking, or sealing when specified, and then inspection for thickness, adhesion, hardness, and appearance. At the same time, gauges and sample checks confirm that the finish matches the print before the batch moves forward.
Common Plating Types for CNC Machined Components

Common CNC metal plating types on machined components
Zinc Plating for Corrosion Protection
Zinc is used for steel hardware that requires low-cost corrosion protection in shop-floor or outdoor environments. It functions as a sacrificial coating and provides practical corrosion resistance without the higher cost of premium coatings.
Nickel Plating for Wear and Uniformity
Nickel plating is widely used when wear resistance, corrosion protection, and dimensional consistency are required. Electroless nickel is often selected for parts with deep recesses, internal features, or uneven geometry because it provides a more uniform thickness distribution.
Chrome and Functional Specialty Platings
Chrome plating is commonly used in applications where sliding contact, abrasion, or low-friction service is important. Nevertheless, engineers also take into consideration bath handling, environmental controls, and more recent alternative coatings before specifying them on the drawing. Hard chrome plating is often ground or polished after deposition in high-wear applications. Decorative chrome and hard chrome serve different purposes in industrial applications.
Electroplating vs Electroless Plating: Key Engineering Differences
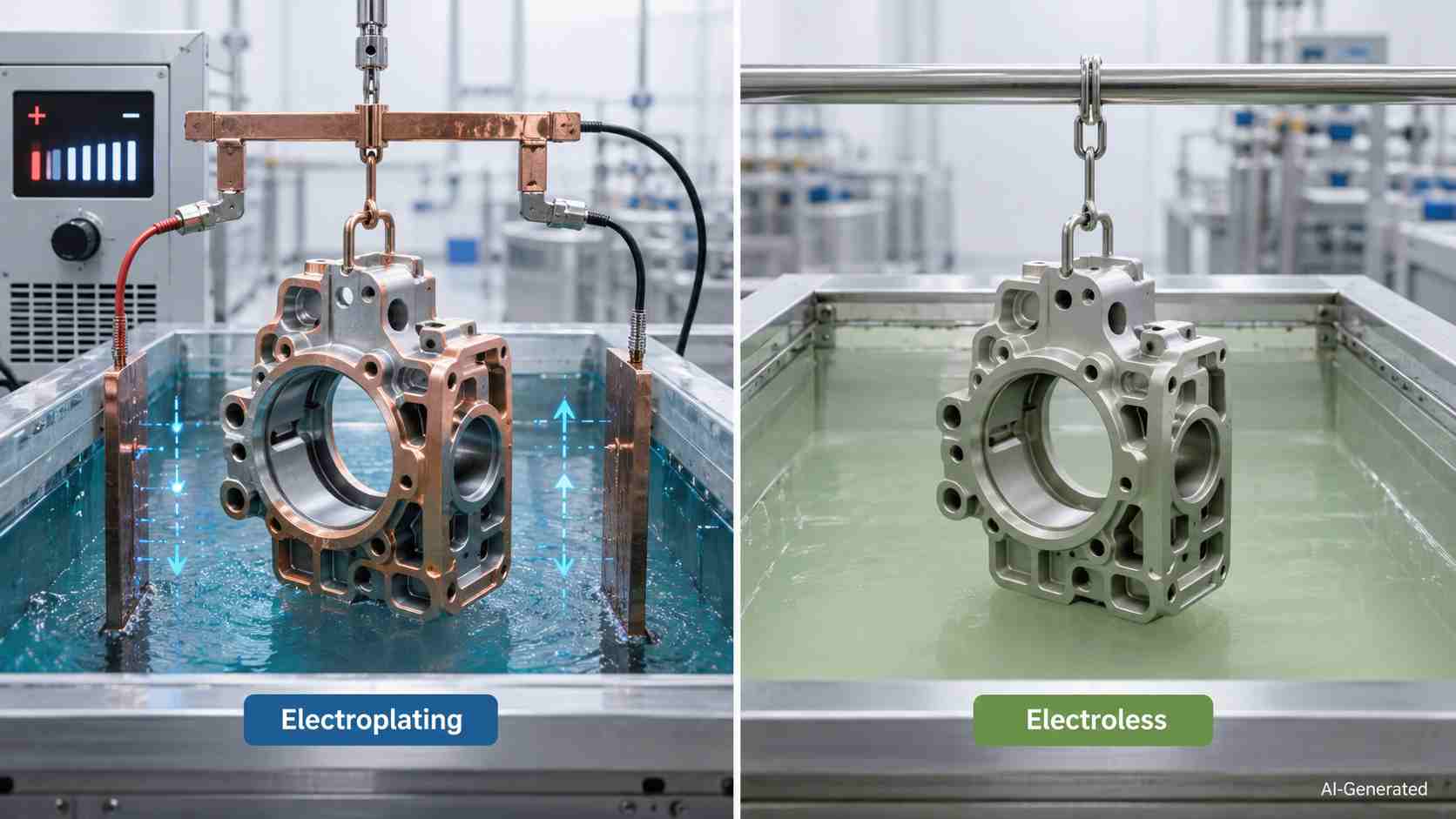
Electroplating vs electroless plating for CNC parts
Process Mechanism Differences
As opposed to electroless plating, which depends on an autocatalytic process, electroplating involves placing the workpiece in an electrical circuit. This difference directly affects coating distribution, deposition rate, and process control.
Thickness Uniformity in Intricate Parts
Part geometry strongly affects coating distribution. Current density tends to increase around corners and exposed edges. But electroless chemistry can reach exposed recesses with greater balance.
Cost and Production Trade-offs
In many cases, electroplating is suitable for high-volume conductive products that have tighter cost targets. On the other hand, electroless work may need more time for inspection, bath control, and chemical management during the plating process.
When to Use Each Method
Electroless plating is often selected for recessed surfaces, activated nonconductive substrates, or parts requiring more uniform coverage. However, electroplating is the method of choice when the part form, material path, and budget all favor an electrical route. High-phosphorus electroless nickel generally provides better corrosion resistance, while lower-phosphorus grades may offer higher hardness.
How Plating Affects Dimensions and Surface Finish
Typical Thickness Ranges
A plated layer may add only a few micrometers or much more, and that added material changes outside diameters, groove widths, and hole sizes. Zinc plating is commonly applied at 5–25 μm, while electroless nickel coatings may range from 10–50 μm depending on corrosion and wear requirements. For precision work, the metal plating allowance belongs on the drawing before machining begins, not after dimensional inspection reveals an out-of-tolerance condition.
Surface Finish and Edge Build-Up
As the plating process introduces material, cutter marks may soften in some areas, and at the same time, raised corners collect extra deposit. As a result, the final surface finish depends on both the machined profile and the way current or chemistry reaches each face.
Tight-Tolerance Challenges in Precision Components
When tolerances are small, even a few micrometers may influence assembly clearance, thread engagement, or gauge results. Because of this, the masking strategy, plating allowance, and final inspection must be considered together during process planning.
Plating Design Considerations for CNC Engineers
Plating Allowance and Dimensional Compensation in CNC Drawings
For plated CNC parts, the drawing should make clear whether the specified dimensions apply before or after coating. This matters because even a thin deposited layer changes outside diameters, bore sizes, thread fit, and assembly clearance. In practice, external surfaces may need to be machined slightly undersized or oversize depending on the final plated requirement, while holes often require compensation before plating so the finished feature remains within tolerance. Threaded features also need attention because coating buildup tends to affect crest and root geometry unevenly, which can change engagement and gauge results. When plating is expected, dimensional allowance should be built into machining and inspection planning from the start rather than corrected after the part is already out of tolerance.
Masking Critical Surfaces Before Plating
Not every surface on a CNC part should receive plating. Some areas must remain uncoated because the added layer can interfere with function, contact behavior, or fit. Grounding faces may need direct metal-to-metal contact, bearing seats may lose fit accuracy if coating builds up, and threaded regions may become difficult to assemble if the deposit is too heavy. For this reason, masking should be defined around critical surfaces before the part enters production, not left as a shop-floor adjustment. A clear masking strategy helps protect functional geometry while allowing plating only where the surface layer actually adds value.
Inspection Planning for Plated Features
Inspection after plating should be matched to the feature, coating type, and tolerance risk. X-ray fluorescence is often used to verify coating thickness without cutting the part, especially when the requirement is tied to corrosion or wear performance. Micrometer checks may be used on accessible external features, but they only show dimensional change and do not always separate coating thickness from part geometry. Adhesion tests may also be required when coating reliability is critical, since a plated layer that meets thickness targets still fails if bonding is weak. In precision work, the inspection method should be agreed early so the plated part can be measured in a way that reflects both drawing compliance and coating function.
Plating Complex Parts and Difficult Geometries
Deep Holes and Blind Cavities
Deep bores are difficult to plate because solution flow and current access are limited inside the cavity. Shops improve reach with auxiliary anodes, tuned agitation, drain-friendly orientation, and chemistry selected for throwing power.
Threads, Sharp Edges, and Micro Features
Threads and sharp edges tend to attract higher current density during electroplating. Thread crests may receive heavier coating buildup than thread roots. Better results come from softened edges, masking, shields, and rack positions that guide the coating toward the intended areas.
Thickness Consistency Across Batch Production
Across a batch, every part must receive consistent coating exposure and process conditions. Therefore, it is important to pay attention to spacing, contact points, bath movement, and inspection coupons when plating complex part geometry that must pass the same drawing limits from the first piece to the last.
Choosing the Right Plating for CNC Applications
Matching Plating Type to Functional Requirements
You should begin with the duty. Salt exposure, sliding motion, electrical contact, heat, or appearance each point toward a different coating family. And remember, metal plating selection works best when the finish is linked to one primary job rather than a wish list.
Material Compatibility and Manufacturing Constraints
Following that, it is important to consider the base alloy, the size of the part, the masking requirements, the risk of hydrogen embrittlement, and the bath chemistry. This is because a finish that is successful on one machined material can need additional stages or a different processing route on another. High-strength steel parts may require post-plating baking to reduce the risk of hydrogen embrittlement.
Plating for Tight-Tolerance CNC Components
When selecting the plating process for tight tolerances, take into consideration the build-up amount, measuring method, and post-plate finishing procedure. The reason is that even beneficial coating growth might lead a part to extend beyond the intended drawing window.
Common Plating Defects in CNC Machined Parts

Common plating defects on CNC machined metal parts
Poor Adhesion and Peeling
Poor adhesion usually indicates insufficient surface preparation or activation before plating. For example, oil film, oxide, residue, or weak activation may cause the deposit to lift off the substrate, resulting in bare patches and the possibility of scrap.
Uneven Thickness and Coverage
After adhesion, part geometry and bath conditions often become the next source of defects. For instance, current crowding, inadequate racking, low solution movement, or chemical drift may leave high portions overbuilt and concealed zones undercoated.
Corrosion and Premature Coating Failure
Corrosion might begin where pinholes, pits, cracks, or incompatible layers allow the service environment to reach the base alloy. This is exactly why metal plating failures demand both visual review and root-cause checks before release.
Plating vs Other Surface Finishing Methods
| Method | How it forms | Usual CNC material match | Best use case | Dimensional impact | Engineering trade-off |
|---|---|---|---|---|---|
| Plating | Deposits a metallic layer onto the workpiece through electrical or chemical deposition. | Steel, copper alloys, aluminum with pretreatment, and other conductive substrates | Corrosion protection, wear control, conductivity, solderability, or surface buildup | Adds measurable coating thickness that must be allowed in machined dimensions | Offers broad function choices, but coverage depends on geometry, racking, bath control, and masking |
| Anodizing | Grows an oxide layer from the aluminum surface through an electrochemical reaction. | Mainly aluminum, also titanium and magnesium in selected cases | Lightweight CNC parts needing corrosion resistance, wear resistance, color, or nonconductive surface behavior | Partly penetrates and partly builds outward, and Type III adds more thickness than Type II. | Excellent for aluminum, but it follows the machined texture and is not a universal finish for all metals |
| Black oxide | Chemically forms a dark conversion layer on ferrous metal rather than a thick coating. | Carbon steel, alloy steel, stainless steel variants, and other ferrous parts | Low-reflection appearance, light corrosion resistance with oil or wax, and parts needing minimal buildup | Very low dimensional change, useful when thicker coatings would interfere. | Good for appearance and reduced glare, but corrosion protection depends on the post-treatment seal |
| Powder coating | Applies charged polymer powder and cures it into a durable outer film. | Many metal parts, housings, brackets, panels, and non-precision exterior surfaces | Cosmetic color, chip resistance, abrasion resistance, and outdoor protection | Much thicker than conversion finishes, and excess buildup can interfere with assemblies and fasteners. | Durable and visually versatile, but less suitable for close-tolerance interfaces, threads, and precision sliding surfaces |
Plating stands out when a CNC part needs a metallic surface layer for corrosion resistance, conductivity, wear control, or solderability. However, it is not always the best finishing route for every geometry or tolerance window. Compared with anodizing, black oxide, or powder coating, plating usually requires closer attention to thickness buildup, coverage variation, and process control before it is specified on the drawing.
Conclusion About Plating
Successful plating usually depends on early process planning. When the chosen coating matches the operating setting, substrate, drawing allowance, and inspection plan, a CNC part leaves the shop with performance in its outer layer rather than being added as an afterthought. For teams ready to order machined components with suitable finishing options, JLCCNC provides online CNC machining and sheet metal fabrication with material and surface-finish choices to move from design review to quote, as well as keep the metal plating and plating process decisions as per production needs. Upload your CAD file to get a fast quote starting from $1, with lead times as short as 3 days.

Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
FAQ About Plating
Q: What plating provides the best corrosion resistance?
For demanding exposure, high-phosphorus electroless nickel might be preferred, and the reason is that its nickel-phosphorus layer resists many chemical environments. On the other hand, zinc might be preferred for lower-cost sacrificial protection on steel.
Q: What plating works best for tight-tolerance parts?
Electroless nickel might be a common choice whenever tolerance control is important. That is because its deposited layer is more evenly distributed across shaped surfaces. Nonetheless, the final answer still depends on wear, corrosion, conductivity, and drawing limits.
Q: What plating is best for aluminum CNC parts?
For aluminum CNC parts, the best finish depends on the function of the surface rather than the base metal alone. Anodizing is often preferred when the goal is corrosion resistance, wear improvement, or color on aluminum. However, plating may be selected when the part needs conductivity, solderability, or a metallic surface layer that anodizing cannot provide. Because aluminum usually requires pretreatment before plating, the finish should be chosen based on both performance targets and process compatibility.
Q: Does plating improve wear resistance?
It can. Some plated coatings improve surface hardness and reduce wear in sliding or contact applications. Nickel plating and hard chrome are common examples when wear resistance is part of the functional requirement. However, the result depends on the coating type, thickness, adhesion, and service condition, since not every plated layer is intended primarily for wear protection.
Q: Can plated parts be machined afterward?
They can, but post-plating machining should be limited to cases where the process plan allows it. Cutting after plating may remove the protective layer, expose the base metal, or leave the coated surface uneven at edges and transitions. In some applications, grinding, polishing, or thread chasing may be used after plating for fit or finish control, but these steps should be considered part of the original manufacturing plan rather than a correction after coating.
Q: How is plating thickness measured?
Plating thickness can be measured in different ways depending on the part and coating. X-ray fluorescence is commonly used because it checks coating thickness without damaging the part. Micrometers or other dimensional tools may also be used on accessible features by comparing dimensions before and after plating, although this method reflects overall size change rather than direct layer thickness alone. For critical parts, the inspection method should match the coating type, geometry, and tolerance risk defined on the drawing.
Popular Articles
• How to choose between Laser marking and UV printing?
• Anodizing vs. Hard Anodizing: The Differences in Surface Treatment Techniques
• What is Bead Blasting Finish in CNC? A Complete Guide
• Surface Finish in Machining, Types, Charts & Testing
• Explanation of different material surface treatment technologies in CNC machining
Keep Learning
How to choose between Laser marking and UV printing?
Choosing between laser marking and UV printing for CNC machining service depends on various factors, including the specific requirements of your project. Here are some considerations to help you make an informed decision: (Left: Laser Marking/Right:UV Printing) Material Compatibility: Laser Marking: Works well on a wide range of materials, including metals, plastics, ceramics, and more. It provides high precision and is suitable for detailed markings. UV Printing: Works well on a wide range of materia......
How to Read Surface Roughness Symbols: Drawing Examples & ISO Guide
Key Takeaways Surface roughness symbols define the required finish for individual features on an engineering drawing. ISO 1302 provides the standard symbols used on most international technical drawings. A surface finish callout can include the roughness value, machining requirement, lay direction, and supplementary notes. Ra is the roughness parameter specified most frequently, although Rz is common for some functional surfaces. Correct interpretation of a callout helps match the surface requirement ......
Surface Roughness: Chart, Ra Values, Units & Applications
Key Takeaways Surface finish in machining directly influences how a part seals, slides, fits, and wears during service. Ra is the roughness value most commonly specified on manufacturing drawings. Even the same/similar machining techniques can produce different finishes after changing tooling, cutting data, and material. CNC Milling, CNC turning, grinding, and honing each leave their own surface pattern. A surface roughness chart gives engineers a practical reference during design and process planning......
How to Measure Surface Roughness
Key Takeaways Surface roughness measurement quantifies the microscopic peaks and valleys on a machined or processed surface using standardized parameters, Ra being the most common, Rz the most useful for understanding extreme deviations. The two main methods for measuring surface roughness are contact measurement using a stylus profilometer and non-contact optical measurement using laser or white light interferometry. How to measure surface roughness correctly involves surface preparation, instrument ......
Understanding the role of surface finish in CNC machining: how to improve part performance and life?
In precision manufacturing, surface finish is one of the core indicators of CNC machining quality, directly affecting part friction performance, sealing, corrosion resistance and fatigue life. Whether it's aerospace gears or medical implants, precise control of surface roughness (Ra value) has become the key to breaking through technological barriers. In this article, we will analyse the definition of surface finish, influencing factors and optimisation strategies, and share how to achieve the ultimat......
Magnetic Abrasive Finishing: Process, Applications, and Benefits for CNC Machined Parts
Key Takeaways and Introduction About Magnetic Abrasive Finishing Magnetic abrasive finishing uses a magnetic field to control abrasive particles. The process improves surface finish and removes fine burrs. It can reach internal passages and difficult-to-access features. Magnetic deburring is often used on precision machined components. Media selection and magnetic field strength strongly affect results. Magnetic abrasive finishing of precision metal tube Precision metal parts might need more than accu......