How to Anodize Aluminum: Complete DIY & CNC Manufacturing Guide
17 min
- Key Takeaways
- What Is Aluminum Anodizing?
- Types of Aluminum Anodizing
- How to Anodize Aluminum Step by Step
- How Anodizing Changes CNC Machined Parts
- Best Aluminum Alloys for Anodizing
- DIY Anodizing vs Industrial Anodizing
- Common Anodizing Problems
- Applications of Anodized CNC Parts
- Safety Precautions for Aluminum Anodizing
- Choosing the Right Anodizing Process for CNC Parts
- Why CNC Shops Plan Anodizing Early
- Conclusion
- FAQ About Aluminum Anodizing
Key Takeaways
- Anodizing grows an oxide layer from the aluminum itself instead of adding a separate coating on top.
- Type II anodizing is commonly chosen for appearance-focused parts, while Type III hardcoat anodizing is used more often on sliding or wear-prone components.
- Surface condition before anodizing still shows afterward. Tool marks, scratches, bead blasting, and polishing all remain visible.
- Hole sizes, thread fit, and sliding clearances can change after anodizing because the oxide layer grows both inward and outward.
- Different aluminum alloys do not absorb dye the same way. Mixed-alloy assemblies often show visible color variation.
- DIY anodizing can work for small parts and experiments, but stable coating thickness and repeatable color control are harder to maintain outside a production line.

What Is Aluminum Anodizing?
Aluminum anodizing is an electrochemical process that thickens the natural oxide layer on aluminum to improve corrosion resistance, wear resistance, and appearance.
A bare aluminum part already reacts with oxygen the moment it is exposed to air. The surface quickly forms a thin oxide film on its own.
That natural layer is extremely thin. It helps somewhat with corrosion resistance, but it does not hold up well once the part starts seeing handling, moisture, abrasion, or outdoor exposure.
Anodizing thickens and controls that oxide layer through an electrochemical process.
Instead of spraying or plating another material onto the surface, the process converts part of the aluminum itself into aluminum oxide. Unlike paint, anodizing converts the aluminum surface itself into oxide, so the finish is less likely to peel or chip under normal use.
For CNC parts, anodizing is often used when the surface still needs to look clean after repeated handling or assembly. Electronics housings, fixture parts, brackets, robotics components, and exposed consumer products commonly use anodized finishes for that reason.
In many projects, the first concern is not color alone. It is whether the surface can hold up around threaded holes, mating faces, or sliding contact areas after the part enters actual use.
How the Process Actually Works
During anodizing, the aluminum part is connected to the positive side of a DC power supply and submerged in an acid bath.
As current passes through the electrolyte, oxygen reacts with the aluminum surface and forms aluminum oxide.
The coating does not grow in only one direction.
Part of the oxide grows outward from the original surface, while another portion grows into the base material itself. This is one reason anodizing cannot be treated as a purely cosmetic step on precision CNC parts.
A thick hardcoat layer may slightly reduce bore diameter, tighten threads, or change the feel of a sliding fit.
On some assemblies, the dimensional change is small enough to ignore.
On others, especially parts with bearing bores, threaded features, or close mating surfaces, the machining allowance has to be planned before anodizing starts.
Types of Aluminum Anodizing
Different anodizing processes are used for different conditions.
Some parts mainly need corrosion protection and appearance consistency. Others see repeated sliding contact or abrasive wear.
The anodizing type is usually selected based on what the part will experience after assembly rather than on coating thickness alone.
| Anodizing Type | Typical Thickness | Common Use |
|---|---|---|
| Type II Sulfuric Anodizing | 10–25 μm | Consumer products, electronics housings, cosmetic CNC parts |
| Type III Hardcoat Anodizing | 25–75 μm | Sliding surfaces, industrial fixtures, robotics, wear components |
| Chromic Acid Anodizing | <10 μm | Aerospace structures where dimensional change must stay minimal |
When Type II Anodizing Makes More Sense
Type II anodizing is commonly used on CNC parts where appearance still matters after machining.
This includes:
- electronics enclosures
- visible brackets
- handheld products
- panels and housings
- consumer-facing aluminum parts
The oxide layer remains porous after anodizing, which allows dye to penetrate the surface.
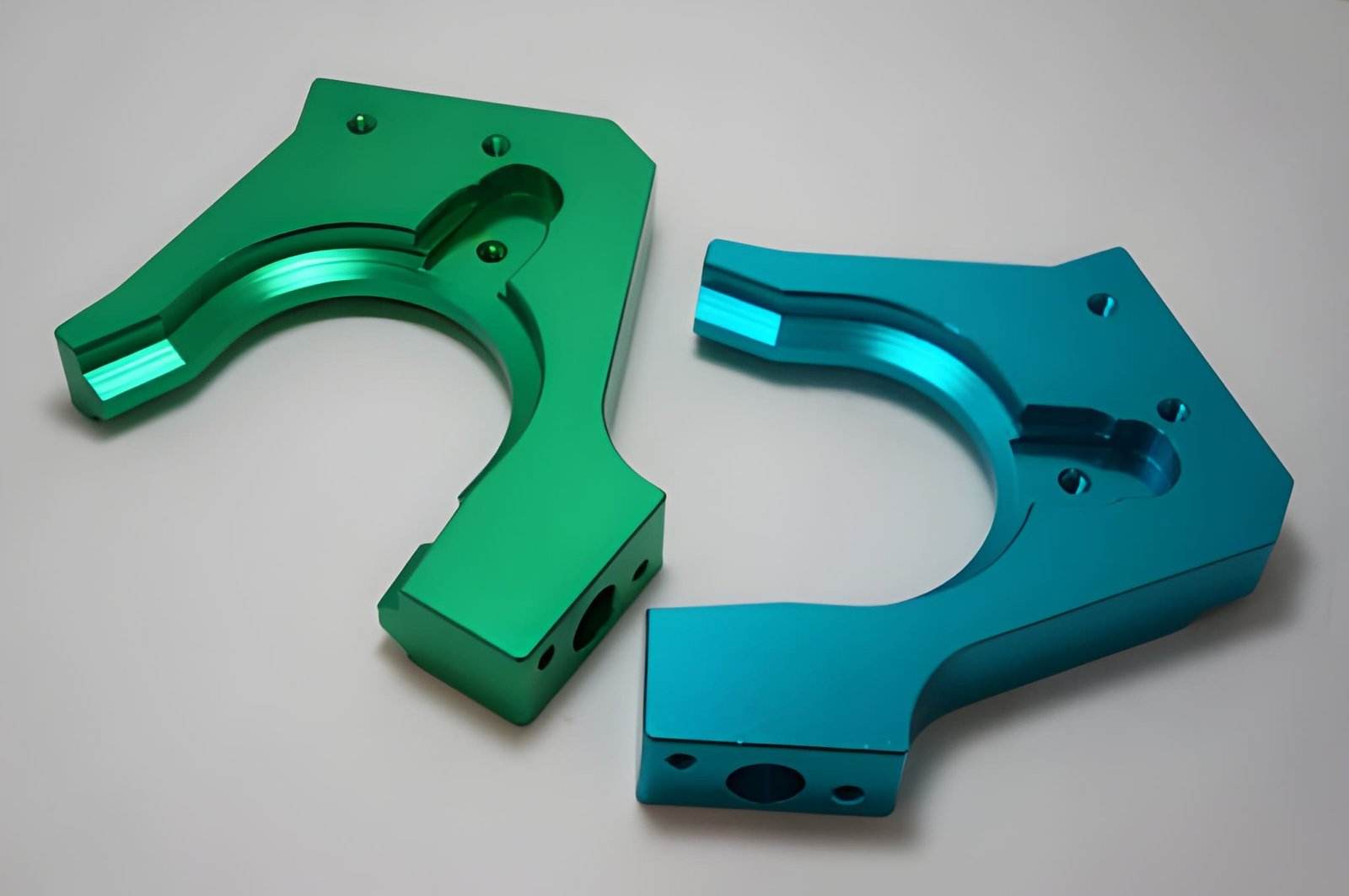
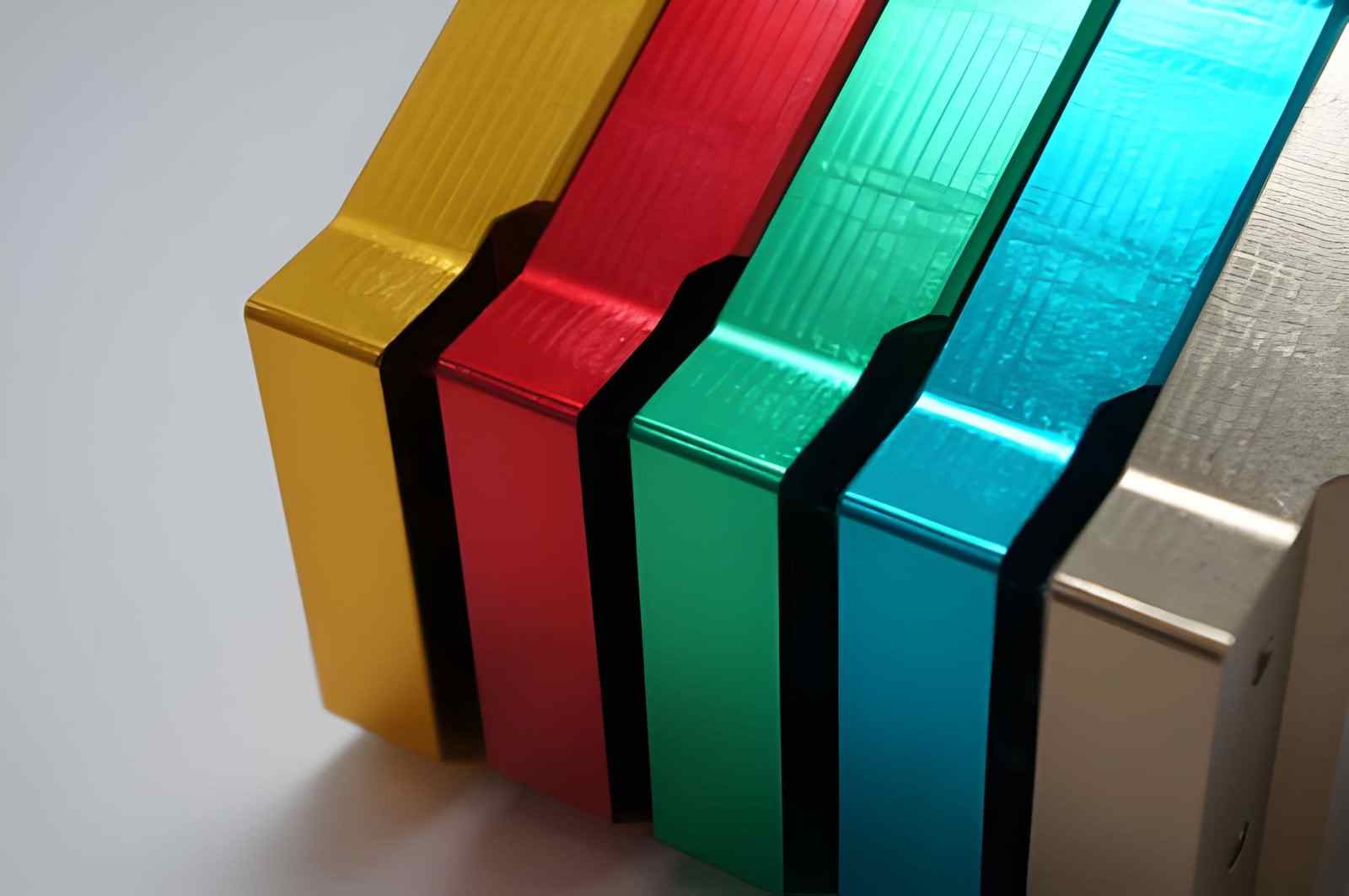
Black anodizing is the most common, although blue, red, gold, bronze, and other colors are also possible.

Color consistency depends heavily on alloy selection and surface preparation.
For example, two parts machined from different aluminum grades may not absorb dye the same way even if they run through the same anodizing batch.
That mismatch becomes especially noticeable on cosmetic assemblies where multiple panels sit side by side.
Type II is also easier to control dimensionally compared with thicker hardcoat coatings.
That matters on parts where threaded holes, press-fit areas, or assembly alignment still need closer control after finishing.
Where Type III Hardcoat Anodizing Is Used
Some aluminum parts are not finished for appearance at all.
The main concern is usually wear.
That is common on:
- sliding rails
- fixture surfaces
- robotic joints
- cylinders
- pistons
- industrial tooling
- moving mechanisms
Hardcoat anodizing uses lower bath temperatures and higher current density to create a denser oxide layer.
The resulting surface is much harder than untreated aluminum.
In production work, hardcoat anodizing is often selected when bare aluminum starts showing wear too quickly around contact areas.
The trade-off is dimensional buildup.
A thicker coating improves durability, but it also leaves less room inside bores, threads, and precision fits.
Some hardcoat parts are machined with compensation already built into the CAD model or toolpath.
Others require masking so certain features remain uncoated.
Why Chromic Acid Anodizing Is Still Used
Chromic acid anodizing is less common today, but it still appears in aerospace work.
The coating is thinner and introduces less dimensional change.
That becomes useful on fatigue-sensitive structures where excessive coating buildup may create stress concerns or interfere with assembly fit.
The process is generally not selected for decorative coloring.
It is used more often when the part geometry or structural behavior matters more than appearance.
How to Anodize Aluminum Step by Step
The anodizing sequence itself is not especially complicated.
The difficult part is keeping the process stable.
Color variation, rough coating, patchy appearance, or inconsistent thickness usually come from small changes in cleaning, chemistry, current density, or temperature.
On cosmetic CNC parts, those problems often become visible immediately.
Step 1: Cleaning the Part Before Anodizing
Most anodizing defects start before the part even enters the anodizing tank.
Coolant residue, polishing compound, fingerprints, oil, trapped debris, or oxidation left inside small features can interfere with coating growth.
Blind holes and internal threads are especially easy to miss during cleaning.
Typical cleaning may include:
- Degreasing
- Water rinsing
- Ultrasonic cleaning
- DI water rinse
For CNC parts with cosmetic surfaces, even small contamination marks can remain visible after anodizing.
Step 2: Etching the Aluminum Surface
After cleaning, the surface is often etched using sodium hydroxide.
This stage removes:
- natural oxide film
- light contamination
- minor surface inconsistency
- some machining texture
Etching also changes appearance.
Longer etching tends to create a more matte surface.
Minimal etching preserves more machining detail and reflectivity.
That difference matters on visible consumer products where surface texture still shows after anodizing.
Step 3: Desmutting
Certain aluminum alloys leave behind residue after etching.
This residue, commonly called smut, may contain copper, silicon, or other alloying elements that do not dissolve evenly.
If the smut remains, the anodized surface may appear patchy or uneven later.
Nitric acid desmutting is commonly used before anodizing to clean the surface further.
On decorative parts, skipping this stage often creates visible color inconsistency.
Step 4: Preparing the Anodizing Bath
Type II anodizing typically uses sulfuric acid at moderate temperature.
Hardcoat anodizing usually runs colder and at higher current density.
For hardcoat work, bath temperature may approach freezing.
That lower temperature helps build a denser oxide layer.
The anodizing tank itself also needs chemical resistance. Polypropylene tanks are commonly used because they tolerate acidic electrolyte conditions well.
Step 5: Electrical Setup and Current Control
The aluminum part becomes the anode during anodizing.
Current density strongly affects how the coating forms.
If current is too high, localized burning may appear around corners or edges.
If current is too low, oxide growth slows and coating quality becomes inconsistent.
Sharp features tend to be more sensitive because current concentrates around edges.
That is one reason heavily anodized CNC parts usually avoid razor-sharp corners where possible.
Step 6: Oxide Layer Growth
As current continues flowing through the bath, the oxide layer thickens over time.
Thickness depends on several factors working together:
- processing time
- current density
- temperature
- alloy composition
- electrolyte chemistry
The oxide structure also develops microscopic pores.
Those pores later absorb dye and sealant.
Step 7: Dyeing the Surface
Black anodizing is the most common finish in CNC manufacturing, especially for electronics and industrial products.
Other colors are possible, but color matching is not always straightforward.
Surface finish, alloy chemistry, oxide thickness, and even heat treatment history can influence how the dye appears.
Mixed-alloy assemblies often show slight shade differences even when processed together.
That becomes obvious on large cosmetic panels or visible housings.
Step 8: Sealing the Coating
The anodized surface remains porous until sealing is completed.
Without sealing, dyes may fade more easily and corrosion resistance remains incomplete.
Common sealing methods include:
- hot water sealing
- nickel acetate sealing
- cold sealing systems
Proper sealing improves long-term durability, especially on outdoor or frequently handled products.
How Anodizing Changes CNC Machined Parts
Anodizing follows the existing machined surface very closely.
It does not hide machining quality.
If the original part shows chatter marks, scratches, inconsistent toolpaths, or sanding lines, those features usually remain visible afterward.
In some cases the anodized surface makes them easier to notice.
For CNC parts with tight tolerances or cosmetic requirements, anodizing is usually reviewed together with machining strategy before production begins.
JLCCNC provides CNC machining and anodizing support for tolerance-sensitive aluminum parts, including masking recommendations, bead blasting preparation, and hardcoat dimensional compensation.

Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
Machining Marks Still Show After Anodizing
A polished surface usually stays polished.
A bead-blasted surface still appears matte.
A rough toolpath generally still looks rough.
That is why cosmetic CNC parts are often prepared carefully before anodizing begins.For visible housings or consumer products, the surface finish process may include:
polishing
brushing
vibratory finishing
secondary sanding
before the anodizing stage starts.
Hole Sizes and Threads Can Change
One of the most common production issues appears around tolerances.
As the oxide layer grows, internal features become slightly smaller while external dimensions grow outward.
This affects:
- threaded holes
- bearing bores
- press-fit areas
- sliding fits
- alignment features
Hardcoat anodizing creates larger dimensional changes because the coating is thicker.
On some projects, the difference is small enough to tolerate.
On others, especially assemblies with close fit requirements, the machining dimensions are adjusted in advance.
Sharp Corners Often Build More Coating
Anodizing thickness is not perfectly uniform.
Edges and corners tend to build coating more aggressively.
This can create:
- slight edge rounding
- local fit issues
- uneven appearance
- dimensional buildup near corners
Small radii usually anodize more predictably than extremely sharp geometry.
Threaded Features Often Need Planning
Internal threads tighten after anodizing.
External threads grow slightly larger.
For some production parts, threads are oversized before anodizing to compensate.
In other cases, threaded areas are masked entirely.
At JLCCNC, threaded and mating features are often reviewed separately before anodizing because assembly problems tend to appear there first.
Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
The concern is usually not whether the coating looks good. It is whether the hardware still assembles correctly afterward.
Best Aluminum Alloys for Anodizing
Different aluminum alloys react differently during anodizing.
Some produce a cleaner cosmetic finish. Others prioritize strength instead.
That trade-off becomes important when both appearance and mechanical performance matter in the same assembly.
6061 Aluminum
6061 is one of the easiest alloys to anodize consistently.
It machines well, produces relatively even oxide growth, and usually delivers stable cosmetic appearance.
That balance is one reason 6061 appears so often in:
- electronics housings
- robotics components
- brackets
- industrial panels
- consumer hardware
5052 Aluminum
5052 is commonly used in sheet metal fabrication and corrosion-sensitive environments.
It anodizes reasonably well and is often selected for:
- marine environments
- lightweight enclosures
- formed sheet components
- electronics covers
7075 Aluminum
7075 prioritizes strength more than cosmetic anodizing quality.
The higher zinc and copper content can produce:
- darker appearance
- uneven dye absorption
- lower color consistency
In aerospace or high-load applications, that trade-off is often acceptable because mechanical strength matters more than decorative finish.
2024 Aluminum
2024 contains relatively high copper content.
It is strong, but decorative anodizing usually looks less consistent compared with 6061.
Color variation and darker surface tone are more common.
Cast Aluminum
Cast aluminum can be difficult to anodize uniformly.
Porosity, silicon content, and inconsistent microstructure often create uneven appearance.
Decorative anodizing on cast surfaces may look blotchy even when the process itself is stable.
DIY Anodizing vs Industrial Anodizing
Small DIY anodizing setups can work for hobby projects and prototype parts.
They are less predictable once color consistency, inspection control, or production repeatability becomes important.
| Factor | DIY Setup | Industrial Process |
|---|---|---|
| Thickness Control | Limited | More repeatable |
| Color Consistency | Variable | Better batch stability |
| Process Monitoring | Minimal | Controlled chemistry and inspection |
| Part Capacity | Small | Large-volume processing |
| Production Suitability | Hobby or prototype work | Production manufacturing |
Where DIY Anodizing Works Well
DIY anodizing is commonly used for:
- hobby parts
- small experiments
- personal projects
- prototype evaluation
A basic setup usually includes:
- DC power supply
- sulfuric acid
- acid-resistant container
- cathodes
- dyes
- sealing materials
- safety equipment
For simple non-critical parts, the process can work surprisingly well.
Why Industrial Lines Still Matter
Production anodizing requires much tighter control.
A slight change in chemistry, temperature, or current distribution can create visible variation across an entire batch.
Industrial anodizing lines are generally used when parts need:
- stable coating thickness
- repeatable color
- inspection documentation
- aerospace specifications
- larger batch consistency
- tighter dimensional control
At JLCCNC, anodizing requirements are reviewed together with machining tolerances before production starts.
Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
That becomes especially important on assemblies where bores, threads, cosmetic surfaces, and mating features all appear on the same part.
Common Anodizing Problems
Even stable anodizing processes can still produce defects.
Most problems trace back to cleaning, alloy mismatch, current distribution, or surface preparation.
Uneven Color
Color inconsistency is one of the most common cosmetic issues.
Possible causes include:
- mixed alloys
- inconsistent surface finish
- poor cleaning
- unstable bath temperature
- uneven current distribution
Assemblies that require close color matching usually perform better when all parts:
- use the same alloy
- share the same surface preparation
- receive the same heat treatment
- run in the same anodizing batch
Burn Marks
Burning often appears when current density becomes excessive.
Dark spots, rough texture, or powdery coating may appear around edges or corners where current concentrates more heavily.
Weak Dye Absorption
Thin oxide growth, unstable bath conditions, or incorrect sealing timing can all reduce dye absorption.
The result may look faded or uneven.
Peeling or Weak Coating
Proper anodized coatings usually do not peel.
When peeling occurs, contamination or poor process control is often involved.
Electrical contact problems during anodizing can also interrupt oxide growth.
Applications of Anodized CNC Parts
Anodized aluminum appears across industries where lightweight parts still need reasonable durability.
Electronics Housings
Consumer electronics frequently use anodized aluminum because the surface holds up better against handling and light scratching.
The finish also keeps a cleaner appearance compared with untreated aluminum.
Robotics Components
Robotics systems commonly use anodized aluminum for:
- lightweight structures
- brackets
- fixture plates
- sliding mechanisms
- moving assemblies
Hardcoat surfaces are especially useful where repeated motion creates wear.
Aerospace Components
Aerospace assemblies often use anodizing for corrosion protection and wear control without adding much weight.
Hardcoat surfaces may appear on moving mechanisms, while thinner coatings are sometimes selected on fatigue-sensitive structures.
Consumer Products
Anodized aluminum is widely used on:
- laptop housings
- flashlights
- bicycles
- camera equipment
- kitchen tools
The surface combines durability with a cleaner cosmetic appearance.
Safety Precautions for Aluminum Anodizing
Anodizing involves acid, electricity, and chemical vapor.
Even small DIY setups still require proper handling.
Acid Handling
Always add acid to water rather than water into acid.
Protective gloves, splash protection, and nearby neutralizing agents are strongly recommended.
Electrical Safety
Electrolyte baths conduct electricity.
Connections should remain insulated and power supplies properly grounded.
Loose electrical contact can create both safety issues and unstable coating growth.
Ventilation
Anodizing may generate acid mist, hydrogen gas, and chemical vapor.
Adequate ventilation is necessary even for smaller setups.
Choosing the Right Anodizing Process for CNC Parts
The finish should usually be planned before machining begins.
That is especially true for parts with:
- tight tolerances
- threaded features
- cosmetic surfaces
- bearing fits
- sliding contact areas
A finish decision made too late often creates unnecessary redesign work.
Choose JLCCNC—our professional engineers can help you select the appropriate surface treatment process.
Type II Usually Makes More Sense When
- appearance matters
- color consistency matters
- the part is consumer-facing
- tolerances still need moderate control
- wear exposure is relatively low
Type III Usually Makes More Sense When
- the part sees repeated wear
- sliding contact exists
- surface hardness matters more than appearance
- long-term abrasion resistance is required
When Masking Becomes Necessary
Certain features may need to remain uncoated.
This commonly includes:
- conductive contact areas
- precision bores
- threaded engagement zones
- bearing fits
Masking is often easier than correcting assembly issues afterward.
Why CNC Shops Plan Anodizing Early
In actual production work, anodizing is rarely treated as only a cosmetic finish.
The coating affects machining allowances, inspection dimensions, thread fit, and assembly behavior.
For example:
- tight bores may need compensation before anodizing
- cosmetic parts may require bead blasting first
- matching assemblies may need the same alloy batch
- threaded areas may need masking
At JLCCNC, anodizing requirements are typically reviewed alongside machining strategy before production begins.
The goal is usually not just surface appearance.
It is whether the finished part still assembles, aligns, and functions correctly after the coating process is complete.
Conclusion
Anodizing changes more than surface color.
It influences wear resistance, corrosion behavior, thread fit, dimensional clearance, and the final appearance of machined aluminum parts.
For simple brackets or cosmetic housings, the process may be relatively forgiving.
For parts with bearing fits, threaded assemblies, sliding surfaces, or visible cosmetic panels, anodizing usually needs to be considered much earlier.
Surface finish, alloy selection, machining allowance, and coating thickness all interact with each other.
That is why production CNC parts are normally reviewed as a machining-and-finishing process together rather than as two completely separate steps.
JLCCNC provides CNC machining and anodizing services for aluminum parts, including anodizing, hardcoat anodizing, bead blasting, brushing, and tolerance-sensitive production support.
Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
FAQ About Aluminum Anodizing
Q: Does anodizing change dimensions?
Yes. Internal features such as holes and threads become slightly smaller, while external dimensions grow outward as the oxide layer forms.
Q: Which aluminum alloy anodizes best?
6061 is generally one of the easiest alloys to anodize consistently for both machining quality and cosmetic appearance.
Q: What is the difference between Type II and Type III anodizing?
Type II is more common for cosmetic and corrosion-resistant finishes. Type III hardcoat anodizing is thicker and more wear-resistant. Hardcoat anodizing primarily improves wear resistance and surface hardness, although corrosion resistance can also improve when sealing is properly controlled.
Q: Can anodized parts still be machined afterward?
Yes, although the anodized surface is significantly harder than bare aluminum and may increase tool wear.
Q: Why do anodized parts sometimes show color variation?
Different alloys, surface finishes, and heat treatments absorb dye differently. Mixed-alloy assemblies commonly show visible shade differences.
Q: Is anodized aluminum electrically conductive?
The oxide layer itself is electrically insulating. Electrical contact areas are often masked or machined after anodizing when conductivity is required.
Q: Can aluminum be anodized at home?
Yes. Small DIY anodizing setups are possible with sulfuric acid, DC power, and proper safety precautions.
Q: Does hardcoat anodizing improve wear resistance?
Yes. Hardcoat anodizing is commonly used on moving or sliding aluminum components where bare aluminum wears too quickly.
Q: How long does anodized aluminum last?
Properly sealed anodized aluminum can remain stable for many years depending on environment, coating thickness, and handling conditions.
Popular Articles
• How to choose between Laser marking and UV printing?
• Anodizing vs. Hard Anodizing: The Differences in Surface Treatment Techniques
• What is Bead Blasting Finish in CNC? A Complete Guide
• Surface Finish in Machining, Types, Charts & Testing
• Explanation of different material surface treatment technologies in CNC machining
Keep Learning
How to choose between Laser marking and UV printing?
Choosing between laser marking and UV printing for CNC machining service depends on various factors, including the specific requirements of your project. Here are some considerations to help you make an informed decision: (Left: Laser Marking/Right:UV Printing) Material Compatibility: Laser Marking: Works well on a wide range of materials, including metals, plastics, ceramics, and more. It provides high precision and is suitable for detailed markings. UV Printing: Works well on a wide range of materia......
How to Read Surface Roughness Symbols: Drawing Examples & ISO Guide
Key Takeaways Surface roughness symbols define the required finish for individual features on an engineering drawing. ISO 1302 provides the standard symbols used on most international technical drawings. A surface finish callout can include the roughness value, machining requirement, lay direction, and supplementary notes. Ra is the roughness parameter specified most frequently, although Rz is common for some functional surfaces. Correct interpretation of a callout helps match the surface requirement ......
Surface Roughness: Chart, Ra Values, Units & Applications
Key Takeaways Surface finish in machining directly influences how a part seals, slides, fits, and wears during service. Ra is the roughness value most commonly specified on manufacturing drawings. Even the same/similar machining techniques can produce different finishes after changing tooling, cutting data, and material. CNC Milling, CNC turning, grinding, and honing each leave their own surface pattern. A surface roughness chart gives engineers a practical reference during design and process planning......
How to Measure Surface Roughness
Key Takeaways Surface roughness measurement quantifies the microscopic peaks and valleys on a machined or processed surface using standardized parameters, Ra being the most common, Rz the most useful for understanding extreme deviations. The two main methods for measuring surface roughness are contact measurement using a stylus profilometer and non-contact optical measurement using laser or white light interferometry. How to measure surface roughness correctly involves surface preparation, instrument ......
Understanding the role of surface finish in CNC machining: how to improve part performance and life?
In precision manufacturing, surface finish is one of the core indicators of CNC machining quality, directly affecting part friction performance, sealing, corrosion resistance and fatigue life. Whether it's aerospace gears or medical implants, precise control of surface roughness (Ra value) has become the key to breaking through technological barriers. In this article, we will analyse the definition of surface finish, influencing factors and optimisation strategies, and share how to achieve the ultimat......
Magnetic Abrasive Finishing: Process, Applications, and Benefits for CNC Machined Parts
Key Takeaways and Introduction About Magnetic Abrasive Finishing Magnetic abrasive finishing uses a magnetic field to control abrasive particles. The process improves surface finish and removes fine burrs. It can reach internal passages and difficult-to-access features. Magnetic deburring is often used on precision machined components. Media selection and magnetic field strength strongly affect results. Magnetic abrasive finishing of precision metal tube Precision metal parts might need more than accu......