What Is Bead Blasting? Process, Texture, and Finish Explained
17 min
- What Is Bead Blasting
- Bead Blasting vs Other Surface Finishing Methods
- Bead Blasting Process
- Bead Blasting Media Types
- Surface Roughness (Ra) and Texture
- Bead Blast Finish for Metal Parts
- Benefits of Bead Blast Finish
- Materials Suitable for Bead Blasting
- Choosing a Bead Blasting Service
- FAQ – Bead Blasting Questions
What Is Bead Blasting
(AI generated) Technician performing bead blasting on a CNC machined aluminum part inside a blasting cabinet creating a matte bead blast finish.
Definition and Purpose
Machined metal parts rarely leave the machine with a clean surface. Tool marks remain. The surface reflects light unevenly. Edges may feel rough when you handle the part.
Bead blasting is commonly used to address these surface issues.
It is a surface finishing process where you propel small spherical media, usually glass beads, toward a metal part using compressed air. The beads strike the surface and create a uniform matte finish.
You will see bead blasted metal in many products. Such as electronics housings, medical instruments. automotive components. precision machined parts.
Engineers choose this finish when they want a clean surface that hides machining marks without removing much material.
The process changes the outer surface layer only. Your part keeps its dimensions. You get a consistent bead blast texture across the entire surface.
According to manufacturing finishing reports published in 2024, matte blasting finishes appear on more than 35 percent of aluminum consumer device housings because the texture reduces glare and fingerprints.
Many manufacturers choose to outsource bead blasting to ensure consistent surface quality and repeatable results. This is particularly important for cosmetic parts where surface uniformity directly affects product perception. That’s where JLCCNC comes in, offering integrated machining and finishing services to help ensure stable and consistent bead blasted surfaces across production runs.
One of our electronics clients sent a batch of CNC-machined aluminum housings that still showed visible tool paths. After applying a controlled bead blast finish, the surface became uniform and ready for anodizing. The final parts looked consistent across the entire production run.
In the sections below, you’ll see how media type, pressure, and surface roughness control that result.
Common Applications of Bead Blasting
You’ll find bead blasted metal across many industries.
Consumer electronics
Aluminum housings for laptops, tablets, and audio equipment often use a bead blast finish before anodizing. The matte texture produces a uniform visual appearance across large production batches.
Medical instruments
Surgical tools and diagnostic equipment use bead blasting to reduce glare and create a clean surface that looks consistent after sterilization.
Automotive components
Interior metal trim, brackets, and precision machined components often receive bead blasting to remove machining marks.
Aerospace hardware
Aircraft interior components and instrumentation housings use bead blasting to achieve controlled surface texture before coating processes.
Industrial equipment
Control panels, machined brackets, and mechanical assemblies often use bead blasting to improve surface consistency and remove light burrs.
The finish works especially well on aluminum and stainless steel. Both materials respond well to glass bead impact and develop a uniform bead blast texture.
Bead Blasting vs Other Surface Finishing Methods
Different finishing methods create different textures.
Here is how bead blasting compares with other common finishes.
Method | Surface Result | Typical Use |
|---|---|---|
Bead blasting | Uniform matte surface | Cosmetic finishing for machined parts |
Sandblasting | Rough textured surface | Rust removal and heavy cleaning |
Polishing | Smooth reflective surface | Decorative components |
Brushing | Linear grain pattern | Stainless steel panels |
You choose bead blasting when you want a smooth matte look that hides machining marks.
Bead Blasting vs Sandblasting

(AI generated) Close-up comparison of glass bead blasted finish and sandblasted finish
People often confuse bead blasting with sandblasting. Both processes use compressed air to propel abrasive media toward a surface.
The results differ significantly.
Bead blasting focuses on cosmetic finishing. Sandblasting focuses on aggressive cleaning and surface preparation.
Glass beads create a controlled matte bead blast finish. Sand particles cut into the surface and produce a rough texture.
Understanding the difference helps you choose the correct process for your parts.
Differences in Appearance and Material Removal
The blasting media is the main difference between the two processes.
Feature | Bead Blasting | Sandblasting |
|---|---|---|
Media type | Glass beads, ceramic beads | Silica sand, aluminum oxide |
Particle shape | Round | Angular |
Surface interaction | Peens the surface | Cuts into the surface |
Aggressiveness | Low to moderate | High |
Round beads deform the metal surface slightly. Angular abrasives remove material through cutting.
That difference explains why bead blasted metal keeps a smooth appearance while sandblasted surfaces look rougher.
Choosing the Right Finish for Your Part
The final surface texture also differs.
Property | Bead Blast Finish | Sandblasted Surface |
|---|---|---|
Appearance | Matte and uniform | Rough and grainy |
Surface roughness | ~0.8–3.2 µm Ra | Often above 6 µm Ra |
Material removal | Minimal | Significant |
Typical use | Cosmetic finishing | Paint preparation and rust removal |
You choose bead blasting when you want a controlled matte appearance and minimal material removal.
You choose sandblasting when you need to remove rust, scale, or thick coatings before painting or coating processes.
Both methods play important roles in manufacturing. The key difference lies in surface quality and process aggressiveness.
Bead Blasting Process
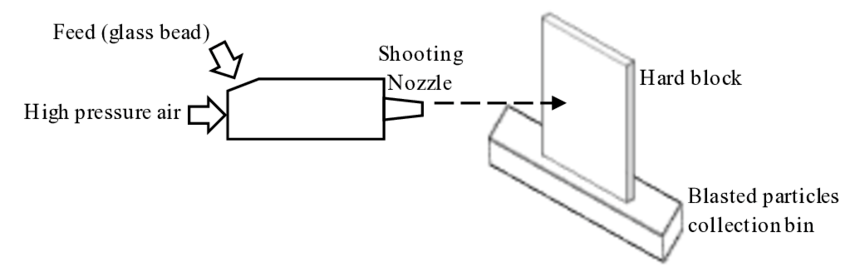
(ResearchGate)
Step-by-Step Workflow
The bead blasting workflow is straightforward. But the finish depends heavily on process control.
You control air pressure, media size, and blasting distance. These variables determine how the final surface looks.
Most shops follow the same workflow.
First, inspect the part. Remove oils or debris, then place the component inside the blasting cabinet.
The operator directs the blasting nozzle toward the part surface. Glass beads strike the metal at controlled pressure.
You rotate the part until the entire surface receives even coverage.
After blasting, you remove the component and inspect the finish. The surface should show a consistent matte bead blast texture.
Equipment and Tools (Blasting Cabinet, Air Compressor, Nozzle, Media, Dust Collection)
You need several pieces of equipment to perform bead blasting.
Blasting cabinet
This enclosure contains the blasting operation. It keeps the media inside and protects the operator.
Air compressor
Compressed air accelerates the blasting media.
Blasting gun and nozzle
The gun directs glass beads toward the surface.
Glass bead media
These spherical beads create the bead blast finish.
Dust collection system
Blasting produces fine particles. Dust extraction keeps visibility clear inside the cabinet.
Most small manufacturing shops use manual cabinets. Larger factories often use automated blasting systems for higher production volumes.
Key Bead Blasting Parameters (Pressure, Media, Distance)
Several variables control the final bead blast texture.
Air pressure
Higher pressure increases impact energy. The surface becomes slightly rougher.
Media size
Smaller beads create a finer matte finish. Larger beads produce a stronger texture.
Blasting distance
Shorter distance concentrates the bead stream and increases surface impact.
Blasting angle
A direct angle spreads the finish evenly across the surface.
Material type
Aluminum develops a softer matte finish. Stainless steel shows a brighter blasted texture.
You control these parameters carefully when finishing precision parts. Small adjustments can change the final surface appearance.
Often, bead blasting is used on aluminum, stainless steel, and titanium parts.
Surface finish engineer David Davidson from Abrasive Engineering Society explains it clearly:
"Glass bead blasting modifies the outer surface layer without aggressive material removal, which makes it useful for cosmetic finishing on precision components."
Bead Blasting Media Types

(AI generated) Different bead blasting media types including glass beads, ceramic beads, steel shot, and plastic blasting media
Your bead blasting result depends on the media and the process settings. Change either one and the finish changes.
You control four main variables. Media type. Particle size. Air pressure. Surface roughness target.
These settings determine how your bead blasted metal looks and feels.
A small change can alter the final bead blast texture. That’s why experienced operators test parameters before running production batches.
You choose blasting media based on your part material and the finish you want.
Glass beads
Glass beads produce the most common bead blast finish. They create a smooth matte texture. You’ll see them on aluminum enclosures, stainless steel parts, and machined consumer products.
The beads are spherical. They peen the surface instead of cutting into it. Your part keeps its dimensions.
Ceramic beads
Ceramic media lasts longer than glass. It maintains its shape over many blasting cycles.
Manufacturers often use ceramic beads in automated blasting systems where media durability matters.
Steel shot
Steel media delivers stronger impact energy. It removes scale or heavy surface contamination.
You usually avoid steel shot when you want a fine bead blast texture because the finish becomes rougher.
Plastic media
Plastic beads work well for delicate materials. They remove coatings or paint without damaging the base metal.
Aerospace maintenance shops often use plastic blasting when cleaning aluminum structures.
Particle Size Selection for Different Metals
Particle size directly affects the final surface texture.
Small beads produce a fine bead blast finish. Larger beads create a more visible texture.
You should match bead size to the metal you are blasting.
Fine beads
You’ll often use these on aluminum housings and precision machined parts. They produce a smooth matte appearance.
Medium beads
These create a slightly stronger bead blast texture. Stainless steel parts commonly use this range.
Large beads
These produce deeper surface texture. Structural components and industrial parts often use them.
Aluminum reacts quickly to blasting. Stainless steel requires slightly higher energy to produce the same surface appearance.
Most shops test bead size on sample parts before blasting an entire batch.
Recommended Air Pressure and Flow Rate
Air pressure controls the impact energy of the blasting media.
Higher pressure increases surface deformation. Lower pressure produces a softer finish.
Most bead blasting operations run between 40 PSI and 80 PSI.
Typical settings look like this.
Material | Typical Pressure Range |
|---|---|
Aluminum | 40–60 PSI |
Stainless steel | 50–70 PSI |
Carbon steel | 60–80 PSI |
We also need consistent media flow. If the flow drops, the finish becomes uneven.
A 2025 manufacturing process survey from surface finishing equipment suppliers reports that pressure variation remains one of the most common causes of inconsistent bead blast finishes in production shops.
Bead Blasting Surface Roughness (Ra) and Consistency Tips
Engineers often specify surface roughness when they call out a bead blast finish on technical drawings.
Typical values for bead blasted metal fall in the following range.
Finish Type | Typical Ra Value |
|---|---|
Fine bead blast | 0.8–1.6 µm |
Standard bead blast finish | 1.6–3.2 µm |
Coarse bead blast texture | 3.2–6.3 µm |
You keep roughness consistent by controlling a few key factors.
Use clean unbroken blasting media as broken beads obviously create uneven surfaces.
Maintain stable air pressure because pressure fluctuations change the impact energy.
Keep the nozzle distance steady. Operators usually hold the nozzle around 100–200 mm from the surface.
Also inspect parts with a surface profilometer when precision matters. This confirms the final bead blast finish meets the required Ra specification.
Surface Roughness (Ra) and Texture
When you specify bead blasting on a drawing, you are asking for a controlled surface condition. The goal is to remove machining marks. Create a uniform matte surface. Keep the part within tolerance.
You see this finish on aluminum housings, stainless steel brackets, instrument bodies, and many machined consumer products.
A bead blast finish changes how the metal surface reflects light and how it feels in your hand. Instead of sharp reflections, you get a soft diffuse appearance. The surface looks even from every angle.
That consistency matters in production. If one part reflects light differently from another, the finish looks inconsistent even if the dimensions are correct.
Most cosmetic metal parts rely on bead blasting for that reason. The process hides small tool marks and blends minor surface variation that machining leaves behind.
What Is Bead Blasting Texture
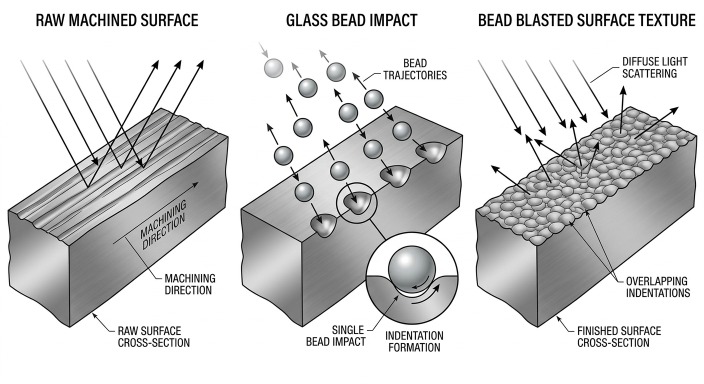
(ResearchGate)
When you look closely at bead blasted metal, the surface is covered with thousands of microscopic impact marks. Each glass bead hits the surface and forms a tiny rounded indentation.
These indentations overlap across the part surface.
The result is a fine bead blast texture. It looks smooth to the eye, yet it contains microscopic deformation across the entire surface.
This micro-peening effect changes the optical behavior of the metal. Light scatters in many directions instead of reflecting in a single direction. That produces the familiar matte appearance.
You can usually identify a bead blast finish immediately because the texture appears soft and consistent without visible directional grain.
That differs from brushed finishes, where machining lines run in one direction.
From a functional perspective, bead blasting also improves surface feel. The matte texture reduces glare and improves grip on handheld products such as instrument housings or tool handles.
However, the texture also increases surface area slightly. This can affect coating adhesion or contamination retention in certain applications.
Engineers consider that when specifying blasting before anodizing, painting, or passivation.
Bead Blasting Surface Roughness and Uniformity
Measure bead blast texture using surface roughness values.
Most engineering drawings specify roughness using the Ra parameter, which represents the average height variation of the surface profile.
Bead blasting surface roughness typically falls within standard Ra ranges depending on process parameters such as media size and air pressure.
Aluminum parts usually fall toward the lower end of this range because the material deforms easily under bead impact.
Stainless steel typically produces slightly higher roughness values under the same blasting conditions.
Uniformity depends heavily on operator technique and process control.
Get consistent bead blasted metal surfaces when you control three factors.
Nozzle distance. Operators typically hold the blasting nozzle about 100 to 200 mm from the surface.
Coverage pattern. The operator moves the nozzle in overlapping passes to avoid uneven areas.
Media condition. Worn beads break into irregular shapes and create inconsistent texture.
Shops often verify the finish using a surface profilometer. The measurement confirms the Ra value meets the specification.
Bead Blast Finish for Metal Parts

(AI generated) Close-up of a raw CNC machined aluminum surface showing visible tool paths and reflective metal
This finish also prepares the surface for additional treatments. Many manufacturers bead blast aluminum before anodizing because the texture helps create a consistent coating appearance.
Blasting does not remove much material. You still keep dimensional accuracy. That’s why engineers often call out bead blasting for cosmetic surfaces on precision parts.
A 2024 industry report from surface finishing equipment suppliers shows blasting processes appear in more than one-third of machining finishing workflows, especially for aluminum enclosures and stainless steel components used in electronics and instrumentation.
Benefits of Bead Blast Finish
You choose a bead blast finish when you want a controlled cosmetic surface without aggressive material removal.
Here are the main advantages.
Improved Surface Appearance and Reduced glare
Machining marks become less visible. The surface looks uniform across the entire part.The matte bead blast texture scatters light. This matters for equipment panels, instrument housings, and optical devices.
Light Deburring and Better Coating Preparation
Blasting smooths small burrs and sharp edges left from machining.Many coatings adhere more consistently to a blasted surface. Anodizing and powder coating often follow bead blasting.Consistent Tactile Feel and Minimal Dimensional Change
The surface feels smooth when you handle the part. That improves user experience for handheld products.
Glass beads peen the surface instead of cutting into it. Precision parts remain within tolerance.
These properties explain why engineers frequently specify bead blasting on cosmetic surfaces.
Materials Suitable for Bead Blasting
Different metals respond differently to bead blasting. Hardness, ductility, and surface chemistry affect how the beads deform the surface.
The table below shows how common metals behave during bead blasting and what you should watch for when finishing them.
Aluminum, Stainless Steel, Brass, Copper, Titanium, Carbon Steel
Material | How It Responds to Bead Blasting | Typical Pressure Range | Surface Result | Engineering Notes |
|---|---|---|---|---|
Aluminum (6061, 7075) | Deforms easily under glass bead impact | 40–60 PSI | Fine matte bead blast texture | Very responsive to blasting. Over-blasting can create a cloudy surface. Often used before anodizing to improve coating appearance. |
Stainless Steel (304, 316) | Harder surface requires higher impact energy | 50–70 PSI | Slightly brighter matte finish | Common for medical tools and industrial hardware. Bead blasting removes machining marks and reduces glare. |
Brass | Ductile alloy responds smoothly to blasting | 40–60 PSI | Satin metallic texture | Often used for decorative hardware. Surface texture remains uniform across complex geometries. |
Copper | Soft and highly ductile | 35–55 PSI | Soft matte finish | Requires lower pressure to avoid excessive deformation. Often blasted before protective coatings. |
Titanium | High strength with moderate ductility | 60–80 PSI | Uniform matte grey finish | Common in aerospace and medical parts. Bead blasting improves surface appearance before anodizing or coating. |
Carbon Steel | Stronger surface resistance | 60–80 PSI | Coarser matte texture | Used for industrial components. Often blasted before painting or powder coating. |
You should always test blasting parameters on sample parts. Surface response depends on alloy composition, machining condition, and bead size.
Material-Specific Tips
Different materials require slight adjustments in bead blasting parameters to achieve a consistent surface finish without over-processing.
For aluminum, use lower air pressure and finer glass beads to avoid excessive surface deformation or a cloudy appearance. Aluminum is highly responsive to blasting, so shorter exposure times help maintain a clean matte finish.
For stainless steel, slightly higher pressure and medium-sized beads are typically needed due to its higher hardness. Maintaining a consistent nozzle distance is critical to avoid uneven brightness across the surface.
For brass and copper, moderate pressure and fine media work best. These softer metals can deform easily, so over-blasting may lead to unwanted texture changes or loss of surface detail.
For titanium, higher pressure and controlled exposure are often required to achieve a uniform matte grey finish. Care should be taken to avoid contamination, especially for aerospace or medical applications.
For carbon steel, higher pressure and larger media can be used when preparing the surface for coating. However, it is important to ensure proper cleaning after blasting to prevent residual media or dust from affecting adhesion.
Choosing a Bead Blasting Service
After selecting the right material and defining your bead blasting parameters, the next step is choosing a manufacturing partner who can deliver consistent results. Surface finishing quality depends not only on material behavior, but also on process control, equipment stability, and production experience. A reliable supplier helps ensure that your bead blasted parts meet both cosmetic and functional requirements across every batch.
Fast Quoting and DFM Feedback
A good bead blasting service should provide fast and accurate quotations based on your CAD files. More importantly, you should receive Design for Manufacturability (DFM) feedback early in the process. This includes recommendations on material selection, achievable surface roughness (Ra), and any geometry that may affect blasting uniformity. Early feedback helps you avoid rework and ensures the final bead blast finish meets your expectations.
Support for Multiple Iterations
In many projects, especially for product development or prototyping, you may need multiple iterations before finalizing the design. A capable supplier should support quick adjustments in bead blasting parameters such as media type, pressure, and surface finish targets. This flexibility allows you to evaluate different textures and optimize the appearance before moving into full production.
Fabrication Capacity and Reliability
Consistent bead blasting results require stable process control across different production volumes. Whether you need a small batch or mass production, your supplier should maintain uniform surface quality throughout. Reliable fabrication capacity also ensures predictable lead times and reduces the risk of delays. This is particularly important for parts that require post-processing steps such as anodizing or coating, where surface consistency directly affects the final outcome.
FAQ – Bead Blasting Questions
Q: What is the best media for aluminum parts?
Glass beads work best because they create a fine matte bead blast finish without removing much material.
Q: Can bead blasting improve corrosion resistance?
Bead blasting itself does not improve corrosion resistance. It prepares the surface for treatments like anodizing or passivation.
Q: How to achieve consistent bead blast texture on stainless steel?
Keep air pressure stable, use consistent bead size, and maintain steady nozzle distance during blasting.
Q: Is bead blasting suitable for soft metals like brass?
Yes. Brass responds well to bead blasting and develops a uniform satin bead blast texture under moderate pressure.
Popular Articles
• 9 Sheet Metal Cutting Problems and Solutions
• Hole cutting in sheet metal: techniques, tolerances and applications
• Introduction to Sheet Metal Processing: Techniques and Tools for Precision
• Bending and Forming Technology in Sheet Metal Processing
• Laser cutting technology in sheet metal processing
Keep Learning
Ultrasonic Welding Guide: How It Works, Materials, Applications, and Benefits
Key Takeaways - Ultrasonic welding uses high-frequency mechanical vibrations to create solid-state welds without melting materials - It works exceptionally well for thermoplastics and many metals, especially dissimilar combinations - The process is fast, clean, and requires no additional adhesives or fillers - Different applications require specific frequency and power configurations - Initial equipment costs are higher, but operating costs are typically lower than alternative methods Introduction Ult......
Hot Rolled vs Cold Rolled Steel: Key Differences, Cost, and Applications
Key Takeaways • Hot rolled vs cold rolled steel comes down to processing history: hot rolled steel is shaped at high temperature, while cold rolled steel is further processed at room temperature for better surface finish and tighter tolerances. • In sheet metal applications, cold rolled steel is usually preferred for enclosures, panels, and precision parts because it offers smoother surfaces and more consistent thickness. • Hot rolled steel is typically better for structural frames, supports, and heav......
Aluminum vs Stainless Steel: Which Sheet Metal Material Is Better?
Note • Aluminum vs stainless steel is not a one-answer choice; the better material depends on weight, strength, corrosion exposure, fabrication method, and total cost. • Aluminum is much lighter, easier to machine, and often less expensive, making it a strong choice for enclosures, panels, and weight-sensitive sheet metal parts. • Stainless steel offers higher absolute strength, better stiffness, and stronger corrosion resistance in harsh environments such as marine, chemical, and food-processing appl......
Metal Mesh Sheets: Types, Sizes, Materials & Custom Fabrication Guide
What Is a Metal Mesh Sheet? (AI generated) metal mesh sheet showing precise grid structure A metal mesh sheet is a material formed by interlacing, welding, or expanding metal into a network of controlled openings. It is widely used where airflow, visibility, or weight reduction is required without sacrificing structural support. A metal mesh sheet is a sheet formed by interlacing, welding, or expanding metal into a network of openings. Those openings are controlled. Size, spacing, and pattern all affe......
Anchor Fasteners for Sheet Metal: Best Types for Concrete and Industrial Use
What is an Anchor Fastener in Sheet Metal (AI generated) Technician securing a sheet metal enclosure Even the most precisely engineered sheet metal part is useless if it isn’t secured properly. In a real-world installation, parts don't exist in a vacuum. Enclosures have to be bolted to shop floors, brackets have to carry heavy piping, and panels have to withstand constant machine vibration. The stability of the entire assembly depends on how it is connected to the base material, usually concrete or ma......
Sheet Metal Deburring: Methods, Tools & How to Deburr Metal and Aluminum
(AI generated) Sheet metal production workflow In this guide, we’ll cover: - What sheet metal deburring is and why it matters - Common burr formation mechanisms - Deburring methods and their trade-offs - How to deburr different metals effectively - Design tips to reduce burr formation Sheet Metal Deburring Methods (Quick Comparison) Method Best For Speed Notes Manual Small jobs Slow Precise, low cost Abrasive Belt Flat sheets Fast Uniform finish Brush Light burrs Fast Good for deburring aluminum Vibra......