Hot Rolled vs Cold Rolled Steel: Key Differences, Cost, and Applications
24 min
- Hot Rolled vs Cold Rolled Steel: Quick Comparison
- Difference Between Hot Rolled and Cold Rolled Steel
- Hot Rolled vs Cold Rolled Steel Manufacturing Process
- Hot Rolled Steel vs Cold Rolled Steel Properties Comparison
- Hot Rolled vs Cold Rolled Steel in Sheet Metal Fabrication
- Hot Rolled vs Cold Rolled Steel Applications in Sheet Metal
- How Fabrication Requirements Influence Material Choice
- Hot Rolled Steel vs Cold Rolled Steel Price Difference
- Which Is Better for Sheet Metal: Hot Rolled or Cold Rolled Steel?
- Common Mistake in Material Selection
- FAQ: Hot Rolled Steel vs Cold Rolled Steel
Key Takeaways
• Hot rolled vs cold rolled steel comes down to processing history: hot rolled steel is shaped at high temperature, while cold rolled steel is further processed at room temperature for better surface finish and tighter tolerances.
• In sheet metal applications, cold rolled steel is usually preferred for enclosures, panels, and precision parts because it offers smoother surfaces and more consistent thickness.
• Hot rolled steel is typically better for structural frames, supports, and heavy weldments where surface finish is less important and lower material cost matters more.
• The main difference between hot rolled and cold rolled steel is not chemistry, but surface finish, dimensional accuracy, residual stress, formability, and fabrication behavior.
• In hot rolled steel vs cold rolled steel price, hot rolled steel is usually cheaper upfront, but cold rolled steel can reduce finishing, cleanup, and scrap costs in precision sheet metal work.
• If the part needs tight tolerances, clean coating results, and predictable forming, choose cold rolled steel. If it needs lower cost, easier heavy welding, and structural performance, choose hot rolled steel.

(AI generated) hot rolled steel rough surface next to smooth cold rolled steel sheet comparison
Hot rolled vs cold rolled steel refers to the difference between steel processed at high temperature and steel further processed at room temperature to improve surface finish and dimensional accuracy.
Choosing the wrong material here usually costs you in one of two ways. You either pay for surface quality and dimensional precision you didn't actually need, or you end up grinding, pickling, and straightening a rough scaled surface that should have been cold rolled from the start. Hot rolled and cold rolled are not interchangeable. They may start with the same base alloy, but they have very different processing histories, and that history affects every downstream fabrication step.
Knowing the difference between hot rolled and cold rolled steel is one thing. Getting the right material specified, quoted, and fabricated without repeated revisions is another. At JLCCNC, sheet metal orders go through engineering review before production, so material selection, bend allowances, tolerances, and surface finish requirements are checked against the design before anything is cut.

Precision Sheet Metal Fabrication
Professional manufacturing, fast turnaround, and quality assurance.
To compare other common sheet metal materials, see our guide to choosing the best materials for sheet metal fabrication: How to Choose the Best Materials in Sheet Metal Fabrication
Hot Rolled vs Cold Rolled Steel: Quick Comparison
| Property | Hot Rolled Steel | Cold Rolled Steel |
|---|---|---|
| Processing temperature | Typically above 900°C | Room temperature |
| Surface finish | Rough, scaled, blue-grey | Smooth, clean, consistent |
| Dimensional tolerance | ±0.3–0.5mm typical | ±0.05–0.15mm typical |
| Tensile strength | 400–550 MPa | 450–600 MPa |
| Yield strength | 250–350 MPa | 300–450 MPa |
| Internal stress | Low | Higher — work hardening |
| Formability | Good | Moderate |
| Typical thickness | 2mm–150mm+ | 0.3mm–3mm |
| Price premium | Base | 20–40% higher |
| Where it shows up | Structural frames, heavy weldments | Enclosures, panels, automotive, appliances |
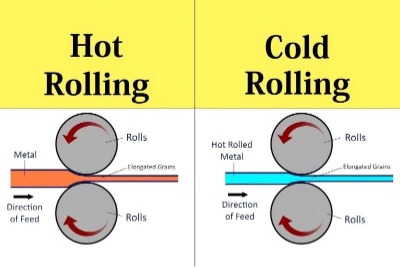
Difference Between Hot Rolled and Cold Rolled Steel

(AI generated) steel rolling process showing temperature difference between hot and cold rolling
Same steel. Different story by the time it reaches you.
Both start as a billet or slab of carbon steel. What happens next, specifically, what temperature the rolling mills run at, determines the surface, the dimensions, the internal stress state, and ultimately what the material will and won't do when you fabricate it.
What Is Hot Rolled Steel in Sheet Metal Production
The billet goes into a reheat furnace and comes out above 926°C, above the recrystallization temperature for most carbon steel grades. At that temperature, the steel is still solid, but it becomes far more plastic and easier to roll into sheet or plate form.
Here's the part that matters metallurgically: above recrystallization temperature, new strain-free grains form as fast as the rolling mills deform the old ones. The material is essentially annealing itself in real time. Internal stress doesn't accumulate. The finished sheet cools down with a relatively uniform, low-stress grain structure, which is actually an advantage in certain applications, particularly anything that gets welded heavily afterward.
The problems show up during cooling. Steel shrinks from 900°C+ to room temperature, and it doesn't do it evenly. Surface cools faster than core, edges faster than center. The result is slight warping, dimensional variation, and a layer of iron oxide scale on the surface, that rough blue-grey skin that's characteristic of hot rolled sheet. Thickness tolerances typically land at ±0.3–0.5mm. For a structural beam or a heavy frame weldment, that's fine. For a precision enclosure where parts need to fit together cleanly, it creates problems.
The scale also has to go somewhere before painting or coating. Grinding, shot blasting, or acid pickling, all of them add process steps and time. Factor that in when the lower base material price looks attractive.
What Is Cold Rolled Steel in Sheet Metal Production
Cold rolled starts as hot rolled. That's not always obvious from how the two get discussed, but it's important, the pickling line strips the scale off the hot rolled coil, and then it goes through another set of rolling mills at room temperature.
Rolling below the recrystallization temperature changes everything about the outcome. Grains can't reform. Instead they elongate and flatten in the rolling direction, dislocation density in the crystal structure increases, and the steel work hardens. Depending on grade and temper, cold rolled low-carbon steel typically has higher yield strength than the hot rolled starting material.
More practically: the surface coming off a cold rolling mill is smooth, consistent, and dimensionally accurate in a way hot rolling physically can't achieve. Thickness tolerances of ±0.05–0.15mm are standard. That's the number that makes cold rolled the default for precision enclosures, automotive body panels, appliance housings, and anywhere dimensional consistency is a design requirement rather than a nice-to-have.
One thing worth knowing before you spec cold rolled for a heavily welded assembly, the work hardening that gives cold rolled its dimensional precision also means residual stress is locked into the material. Sheet metal welding releases that stress unevenly, and distortion is more of a fight than it is with hot rolled. Controlled fixturing and sometimes post-weld straightening become part of the process rather than exceptions to it.
Why Processing Temperature Changes Material Properties
The recrystallization temperature isn't just a process parameter, it's the metallurgical dividing line that explains why hot rolled and cold rolled behave so differently even when the chemistry is identical.
Above it, deformed grains continuously reform into new strain-free ones as rolling proceeds. The steel stays soft. Residual stress doesn't build. You get easy formability and low internal stress, at the cost of dimensional control and surface quality, both lost to high-temperature processing and uncontrolled cooling afterward.
Below it, none of that reformation happens. Every pass through the rolling mill adds stored strain energy to the grain structure. Hardness increases. Strength increases. Surface quality improves because you're burnishing cold metal, not oxidizing hot steel. Dimensional precision improves because room-temperature rolling doesn't involve the thermal shrinkage variables that plague hot rolling.
The stored strain energy is the catch. It's always there in cold rolled material, waiting for something to release it, welding heat, machining stress, elevated service temperature. For sheet metal work that involves significant welding, hot rolled often causes fewer headaches despite its rougher surface and wider tolerances. For precision fabrication with minimal welding, cold rolled's tighter dimensions and cleaner surface justify the 20–40% price premium without much debate.
That price gap, and when it's worth paying, is what the rest of this guide covers.
Hot Rolled vs Cold Rolled Steel Manufacturing Process
(SSM) Illustration of hot rolled vs cold rolled steel
Both processes start at the same place, a continuous cast steel slab, typically 150–300mm thick, sitting in a reheat furnace. What happens after that determines everything.
Hot Rolling Process Overview
The slab comes out of the reheat furnace at 1100–1250°C and enters a roughing mill that reduces it to an intermediate thickness (usually 20–50mm) through several passes. From there it moves to the finishing mill, a series of rolling stands in sequence that progressively reduce thickness down to the target gauge while the steel is still above 926°C throughout.
Exit temperature off the finishing mill matters. Too hot and the grain structure coarsens during the subsequent cooling, reducing strength. Too cool and you're approaching the recrystallization boundary, which introduces inconsistent properties across the coil length. Most hot strip mills target a finishing temperature of 820–900°C to keep properties consistent.
After the finishing mill the strip hits a runout table, a long conveyor with water jets, where controlled cooling brings it down to coiling temperature, typically 550–700°C depending on the grade. Coiling temperature affects final microstructure significantly. Higher coiling temperatures produce softer, more ductile steel. Lower coiling temperatures increase strength but reduce ductility. Once coiled, the steel cools slowly to room temperature over hours.
The surface that comes off this process is covered in iron oxide scale, unavoidable at those temperatures. That scale is either left on for applications that don't need a clean surface, or removed downstream by shot blasting or pickling before the coil ships or moves to further processing.
Cold Rolling Process Overview
The hot rolled coil goes through a continuous pickling line first. Hydrochloric acid strips the scale, the strip gets rinsed and dried, and what enters the cold rolling mill is a clean, scale-free hot rolled substrate, typically 2–4mm thick for common sheet products.
The cold rolling mill reduces this to final gauge through one or more passes at room temperature. Each pass reduces thickness by 20–40% typically, with total cold reduction from hot rolled input to finished cold rolled sheet commonly running 50–90% depending on the target thickness and grade. A 2.5mm hot rolled input rolled to 0.5mm final gauge represents an 80% reduction, substantial work hardening accumulated through the process.
That work hardening is the point. It's what gives cold rolled its strength increase over the hot rolled starting material and its superior dimensional consistency, room temperature rolling doesn't involve the thermal variables that make hot rolling dimensionally unpredictable.
What comes off the cold rolling mill is a full-hard strip, strong, dimensionally accurate, but too hard and brittle for most forming operations. That's where annealing comes in.
Post-Processing Differences
Hot rolled sheet goes through relatively little post-processing beyond optional descaling. The controlled cooling on the runout table is the primary microstructure control step, and once the coil is wound and cools to room temperature, it's essentially finished product. Some grades get a light skin pass, a final low-reduction pass through smooth rolls, to improve flatness and surface consistency, but this is a finishing step rather than a property-changing operation.
Cold rolled sheet almost always gets annealed after cold rolling, because full-hard strip is too brittle for sheet metal fabrication. Batch annealing holds coils at 600–700°C for hours in a controlled atmosphere furnace, allowing recrystallization to occur and restoring ductility. Continuous annealing runs strip through a furnace line at speed, faster and more consistent but more capital-intensive. Both return the steel to a formable condition while retaining most of the dimensional accuracy and surface quality gained during cold rolling.
After annealing, cold rolled sheet gets a skin pass, typically 0.5–2% reduction, which improves surface finish, flattens the sheet, and suppresses Lüders bands (surface stretcher strains that would otherwise appear during forming). The result is the smooth, flat, dimensionally consistent product that makes cold rolled the default for precision sheet metal work.
Hot Rolled Steel vs Cold Rolled Steel Properties Comparison
The manufacturing differences from the previous section show up directly as property differences that affect every fabrication step, cutting, bending, welding, finishing.
Surface Finish Differences
The difference between hot rolled and cold rolled steel is that hot rolled surface is rough, scaled, and variable. The iron oxide layer that forms during high-temperature processing produces a blue-grey appearance with surface texture that varies across the sheet. Ra values on hot rolled sheet typically run 3–12 µm depending on whether it's been descaled and what descaling method was used. For structural applications that get painted or powder coated over blasted surface, this is fine. For anything requiring a clean base surface, precision enclosures, automotive panels, parts that will be painted without heavy surface prep, hot rolled surface is a problem that needs solving before fabrication starts.
On the other hand, cold rolled surface is smooth, consistent, and paint-ready without extensive preparation. Ra values of 0.5–2.5 µm are standard off a properly finished cold rolling and skin-pass operation. The surface takes paint, adhesive, and coating uniformly without the adhesion variability that descaled hot rolled surfaces can produce. For sheet metal enclosures and consumer-facing panels, this surface consistency has real value beyond aesthetics, coating adhesion and corrosion protection both depend on surface quality.
Dimensional Tolerance and Accuracy
This is where the difference between hot rolled and cold rolled steel matters most in precision sheet metal fabrication.
Hot rolled thickness tolerances typically run ±0.3–0.5mm on common sheet gauges, with wider variation possible on thinner gauges where thermal effects during rolling and cooling are harder to control. Width tolerances are similarly generous. For parts cut to length and welded into structural frames, these tolerances are workable. For parts that need to fit together precisely, interlocking enclosure panels, parts assembled without adjustment, ±0.5mm thickness variation causes real problems.
Cold rolled tolerances tighten to ±0.05–0.15mm on thickness for standard commercial grades, with tighter tolerances available for precision grades. That's a 3–5x improvement over hot rolled at equivalent gauge. Width and flatness tolerances are similarly tighter. When a design calls for consistent bend allowances, predictable laser cut dimensions, or enclosure panels that assemble without shimming, cold rolled's dimensional consistency is what makes it possible.
Strength and Hardness Differences
Cold rolled is stronger than hot rolled at equivalent gauge and grade, a direct consequence of the work hardening introduced during cold rolling, as covered in the manufacturing section. For common low-carbon grades, yield strength runs 300–450 MPa cold rolled versus 250–350 MPa hot rolled. Tensile strength follows a similar pattern.
For most sheet metal enclosure and panel applications, neither strength level is the limiting factor, stiffness and deflection under load matter more than yield strength for thin panels, and both materials are strong enough for typical enclosure structural requirements. Where the strength difference becomes relevant is in structural brackets, load-bearing sheet metal components, and applications where thinner gauge is needed to save weight, cold rolled's higher yield strength allows thinner section at equivalent load capacity.
Hardness follows the same trend. Cold rolled sheet runs 120–180 HV typically versus 100–160 HV for equivalent hot rolled grades. Higher hardness improves wear resistance at contact surfaces and reduces susceptibility to surface damage during handling and fabrication, relevant for parts that see assembly contact or regular service interaction.
Formability in Sheet Metal Processing
Hot rolled generally offers lower residual stress and can be more forgiving in heavy forming, while cold rolled is often preferred where dimensional consistency is critical. The lower residual stress, slightly lower yield strength, and more uniform grain structure from the recrystallization that occurs during hot rolling all contribute to better ductility. Tight bend radii, deep draws, and complex formed shapes are more reliable in hot rolled material at equivalent gauge, though the rough surface and dimensional variability make it unsuitable for precision formed parts regardless of formability.
Cold rolled formability is adequate for most standard sheet metal bending and forming operations, but requires more attention. The work hardening from cold rolling means minimum bend radii often need to be larger than for equivalent hot rolled material, and springback is also more pronounced due to higher yield strength. Springback is also more pronounced in cold rolled due to higher yield strength, which needs compensation in press brake tooling and bend angle programming.
The annealing step in cold rolled production restores significant ductility compared to full-hard strip, but the material still carries more residual stress than hot rolled. For complex formed enclosures with multiple bends and tight radii, this means more careful process planning, correct bend sequence, adequate bend relief at corners, and attention to grain direction relative to bend orientation to avoid cracking at tight radii.
Hot Rolled vs Cold Rolled Steel in Sheet Metal Fabrication
Bending and Forming Behavior
Hot rolled bends more easily lower residual stress, slightly lower yield strength, more ductile grain structure. Minimum bend radii of 0.5–1t are achievable on standard grades. Depending on grade and thickness, hot rolled steel can often tolerate tighter bend radii than cold rolled steel. The limitation isn't formability, it's the surface and dimensional variability that makes precision formed parts difficult regardless of how well the material bends.
Cold rolled needs more care. Higher yield strength means more springback, press brake operators need to overbend and compensate, typically 2–5° depending on gauge and grade. Minimum bend radii run 1–2t to avoid cracking, and bend orientation relative to rolling direction matters, bending across the grain direction reduces cracking risk on tight radii. For standard enclosure bending these constraints are manageable. For complex multi-bend formed parts, they need designing for upfront.
Laser Cutting and Machining Differences
Hot rolled scale is the problem on laser cutting. Inconsistent surface oxide absorbs laser energy unevenly, producing rougher cut edges and more dross than equivalent cold rolled. Descaled or pickled hot rolled cuts cleaner, closer to cold rolled quality, but adds a process step.
Cold rolled cuts cleanly and consistently. Smooth, scale-free surface means predictable laser absorption, tighter cut tolerances, and less post-cut edge cleanup. For high-volume precision laser cutting, cold rolled reduces scrap and secondary finishing time noticeably.
Machining behavior is similar between the two. Cold rolled's higher hardness marginally increases tool wear but improves surface finish on machined faces. Neither material presents significant machining challenges at standard sheet gauges.
Welding and Surface Preparation
Hot rolled welds well, low residual stress means less distortion tendency and fewer fixturing complications. The scale needs removal at weld zones before welding, either by grinding or wire brushing, or weld quality and fusion suffer. Paint adhesion on the surrounding surface needs shot blasting or acid wash for reliable coating.
Cold rolled also welds well but distorts more readily. The residual stress from cold working releases unevenly under welding heat, which means more attention to fixturing, weld sequence, and heat input control. Surface preparation before coating is minimal, the clean surface takes primer and paint without heavy prep.
If surface protection is required after fabrication, it’s worth comparing how cold rolled steel behaves against coated options like galvanized, see our guide on cold rolled steel vs galvanized steel for a deeper breakdown.
Hot Rolled vs Cold Rolled Steel Applications in Sheet Metal

(AI generated) sheet metal parts showing hot rolled vs cold rolled steel components
Hot Rolled Steel Applications
Hot rolled is structural material. Frames, base plates, machine beds, support brackets, heavy weldments, applications where dimensional precision and surface finish are secondary to load capacity and cost. Construction equipment chassis, agricultural machinery frames, industrial shelving, and mezzanine structures all run on hot rolled because the rough surface and wider tolerances don't affect function and the lower cost matters at that scale.
Cold Rolled Steel Applications
Cold rolled is precision fabrication material. Electrical enclosures, control panels, server rack components, appliance housings, automotive body panels, anywhere dimensional consistency, clean surface, and predictable forming behavior drive the specification. Consumer-facing products default to cold rolled because coating quality and surface appearance both depend on the substrate finish underneath.
How Fabrication Requirements Influence Material Choice
The fabrication requirement that settles most hot rolled vs cold rolled decisions is surface finish after coating. If the finished part needs a smooth, uniform painted or powder coated surface, cold rolled is the correct starting point. If the part gets primed over blasted surface and appearance isn't a requirement, hot rolled saves 20–40% on material cost without compromising function.
Sheet Metal Enclosures
Cold rolled without question. Enclosures require consistent bend allowances, flat panels that assemble without shimming, and a surface that takes powder coat or paint uniformly. Hot rolled's ±0.3–0.5mm thickness variation and rough surface make both of those difficult. The cost premium for cold rolled on enclosure work pays for itself in reduced fabrication time and finishing labor.
Structural Frames and Supports
Hot rolled is the default. Frames carry load, yield strength and weldability matter, surface finish doesn't. Hot rolled's lower residual stress also makes it more stable under heavy welding, which is exactly what frame fabrication involves. Switching to cold rolled for structural frames adds 20–40% material cost with no functional return.
Automotive and Industrial Components
Split application. Automotive body panels, door skins, and hood panels are cold rolled, surface quality is a product requirement and dimensional consistency affects assembly fit across the entire vehicle. Automotive structural components, chassis rails, subframe brackets, floor reinforcements, often run hot rolled where they're hidden and load-bearing. Industrial machinery follows the same logic: cold rolled for covers, guards, and operator-interface panels; hot rolled for frames, beds, and structural members.
Hot Rolled Steel vs Cold Rolled Steel Price Difference
Raw Material Cost Comparison
Hot rolled runs $500–750/tonne for standard A36/SS400 grades at typical market pricing. Cold rolled commands $650–950/tonne for equivalent base grades, a 20–40% premium that's consistent across markets and suppliers because it reflects real additional processing cost, not margin.
The gap widens on thinner gauges. Producing cold rolled sheet below 1mm requires tighter process control, more rolling passes, and higher rejection rates, all of which push price up relative to hot rolled at equivalent thin gauges.
Processing and Manufacturing Cost Factors
The raw material price difference is just the starting point. Downstream fabrication costs shift the comparison depending on application.
Hot rolled adds surface preparation cost that cold rolled doesn't. Shot blasting or acid pickling before painting runs $1.50–4.00/m² depending on method and volume. On a large fabrication job, that adds up fast and partially closes the apparent cost advantage of hot rolled material.
Cold rolled saves finishing labor. Clean surface goes straight to powder coat or paint without heavy prep. On high-volume enclosure or panel work, the labor saving on surface preparation can offsets most or all of the material price premium.
Laser cutting costs also differ slightly, as covered in the fabrication section, hot rolled scale increases dross and edge cleanup time. Small per-part, but it compounds on volume work.
Total Cost Impact in Sheet Metal Projects
For structural fabrication, frames, supports, weldments, hot rolled wins on total project cost. No precision surface finish required, minimal surface prep needed before painting structural steel, and the 20–40% material saving is real.
For precision enclosures and panels, the material premium for cold rolled typically runs $50–150 more per tonne, but surface prep savings, reduced laser cut cleanup, and lower scrap from consistent dimensions frequently make cold rolled cheaper on a finished-part basis despite the higher raw material cost.
The mistake with the hot rolled steel vs cold rolled steel price is comparing material price in isolation. Total fabricated part cost, material plus processing plus finishing plus scrap rate, is what actually matters.
Which Is Better for Sheet Metal: Hot Rolled or Cold Rolled Steel?
Neither is categorically better. The right answer depends entirely on what the part has to do, what it has to look like, and what the fabrication process involves.
Best Choice for Structural Fabrication
Hot rolled. Frames, bases, supports, and heavy weldments don't need tight dimensional tolerances or clean surface finish. Hot rolled's lower cost, better weldability, and adequate strength make it the correct specification. Using cold rolled for structural fabrication adds material cost with no functional return.
Best Choice for Precision Sheet Metal Parts
Cold rolled. Enclosures, control panels, precision brackets, and anything with close-tolerance formed features needs cold rolled's ±0.05–0.15mm thickness consistency and clean surface. Hot rolled's dimensional variation makes reliable bend allowance calculation difficult and assembly fit unpredictable.
Best Choice for Cost-Sensitive Projects
Depends on what's driving cost. For structural work, hot rolled is cheaper on total project cost. For precision work, cold rolled is often cheaper on total project cost despite higher material price, surface prep savings and lower scrap rate from consistent dimensions offset the material premium on most enclosure and panel fabrication jobs.
Specifying hot rolled on a precision job to save material cost usually increases total cost.
Hot rolled or cold rolled, the decision comes down to what your part has to do and what it has to look like when it's done. JLCCNC supports cold rolled steel, with engineering review that catches material and tolerance issues before production starts rather than after the first article comes back wrong.
Upload your design. Get a quote. Build it right the first time.
Precision Sheet Metal Fabrication
Professional manufacturing, fast turnaround, and quality assurance.
Common Mistake in Material Selection
Using Hot Rolled Steel for Enclosure Panels
Hot rolled steel may look cheaper at first, but enclosure panels need smooth surfaces, consistent thickness, and predictable bending. In many cases, hot rolled creates extra finishing work and assembly problems that offset the material savings.
Using Cold Rolled Steel for Heavy Weldments
Cold rolled steel offers better surface finish and tighter tolerances, but it also carries more residual stress. In heavily welded structures, that can lead to more distortion and more post-weld correction than hot rolled steel.
Ignoring Surface Finishing Cost
Raw material price is only part of the cost. Hot rolled steel often needs scale removal and more surface preparation before coating, while cold rolled steel can reduce finishing labor in precision sheet metal applications.
FAQ: Hot Rolled Steel vs Cold Rolled Steel
Q: Is hot rolled steel cheaper than cold rolled steel?
Yes, hot rolled runs $500–750/tonne versus $650–950/tonne for cold rolled, a 20–40% premium that reflects the additional pickling, cold rolling, and annealing steps.
Q: Which is stronger: hot rolled or cold rolled steel?
Cold rolled, work hardening during processing raises yield strength to 300–450 MPa versus 250–350 MPa for equivalent hot rolled grades
Q: Does hot rolled steel rust more easily than cold rolled steel?
For comparable uncoated carbon steel grades, corrosion resistance is broadly similar, although actual rusting behavior depends heavily on surface condition and exposure environment.
Q: Which is better for sheet metal fabrication?
Depends on the part, cold rolled for precision enclosures and panels, hot rolled for structural frames and heavy weldments.
Q: Can both hot rolled and cold rolled steel be welded?
Yes, hot rolled welds with less distortion risk due to lower residual stress; cold rolled welds well but requires tighter fixturing to manage stress release under heat.
Q: Which steel is better for laser cutting, hot rolled or cold rolled?
Cold rolled, scale-free surface produces cleaner cuts, tighter tolerances, and less dross than hot rolled at equivalent gauge.
Popular Articles
• 9 Sheet Metal Cutting Problems and Solutions
• Hole cutting in sheet metal: techniques, tolerances and applications
• Introduction to Sheet Metal Processing: Techniques and Tools for Precision
• Bending and Forming Technology in Sheet Metal Processing
• Laser cutting technology in sheet metal processing
Keep Learning
Ultrasonic Welding Guide: How It Works, Materials, Applications, and Benefits
Key Takeaways - Ultrasonic welding uses high-frequency mechanical vibrations to create solid-state welds without melting materials - It works exceptionally well for thermoplastics and many metals, especially dissimilar combinations - The process is fast, clean, and requires no additional adhesives or fillers - Different applications require specific frequency and power configurations - Initial equipment costs are higher, but operating costs are typically lower than alternative methods Introduction Ult......
Hot Rolled vs Cold Rolled Steel: Key Differences, Cost, and Applications
Key Takeaways • Hot rolled vs cold rolled steel comes down to processing history: hot rolled steel is shaped at high temperature, while cold rolled steel is further processed at room temperature for better surface finish and tighter tolerances. • In sheet metal applications, cold rolled steel is usually preferred for enclosures, panels, and precision parts because it offers smoother surfaces and more consistent thickness. • Hot rolled steel is typically better for structural frames, supports, and heav......
Aluminum vs Stainless Steel: Which Sheet Metal Material Is Better?
Note • Aluminum vs stainless steel is not a one-answer choice; the better material depends on weight, strength, corrosion exposure, fabrication method, and total cost. • Aluminum is much lighter, easier to machine, and often less expensive, making it a strong choice for enclosures, panels, and weight-sensitive sheet metal parts. • Stainless steel offers higher absolute strength, better stiffness, and stronger corrosion resistance in harsh environments such as marine, chemical, and food-processing appl......
Metal Mesh Sheets: Types, Sizes, Materials & Custom Fabrication Guide
What Is a Metal Mesh Sheet? (AI generated) metal mesh sheet showing precise grid structure A metal mesh sheet is a material formed by interlacing, welding, or expanding metal into a network of controlled openings. It is widely used where airflow, visibility, or weight reduction is required without sacrificing structural support. A metal mesh sheet is a sheet formed by interlacing, welding, or expanding metal into a network of openings. Those openings are controlled. Size, spacing, and pattern all affe......
Anchor Fasteners for Sheet Metal: Best Types for Concrete and Industrial Use
What is an Anchor Fastener in Sheet Metal (AI generated) Technician securing a sheet metal enclosure Even the most precisely engineered sheet metal part is useless if it isn’t secured properly. In a real-world installation, parts don't exist in a vacuum. Enclosures have to be bolted to shop floors, brackets have to carry heavy piping, and panels have to withstand constant machine vibration. The stability of the entire assembly depends on how it is connected to the base material, usually concrete or ma......
Sheet Metal Deburring: Methods, Tools & How to Deburr Metal and Aluminum
(AI generated) Sheet metal production workflow In this guide, we’ll cover: - What sheet metal deburring is and why it matters - Common burr formation mechanisms - Deburring methods and their trade-offs - How to deburr different metals effectively - Design tips to reduce burr formation Sheet Metal Deburring Methods (Quick Comparison) Method Best For Speed Notes Manual Small jobs Slow Precise, low cost Abrasive Belt Flat sheets Fast Uniform finish Brush Light burrs Fast Good for deburring aluminum Vibra......