MIG vs TIG Welding: Complete Guide to Differences, Strength & Applications
19 min
- MIG vs TIG Welding: Key Differences (Quick Comparison)
- What is MIG Welding?
- What is TIG Welding?
- MIG vs TIG: Which Is Better?
- MIG vs TIG Welding: Technical Comparison
- MIG vs TIG Welding for Aluminum and Other Materials
- MIG vs TIG Welding Strength: What You Need to Know
- Common MIG and TIG Welding Problems
- Pros and Cons of MIG vs TIG Welding
- How to Choose Between MIG and TIG Welding
- Real-World Applications and Use Cases
- Welding vs CNC vs Sheet Metal Fabrication
- FAQs

(AI generated) Welder performing MIG welding on steel parts in a professional fabrication shop
Welding shops often choose between two processes: MIG and TIG. Both join metals using an electric arc, but the way they deliver filler metal, control heat, and handle different materials varies quite a bit.
The main difference between MIG and TIG welding is that MIG uses a continuously fed wire electrode for faster welding, while TIG uses a non-consumable tungsten electrode for greater precision and cleaner welds. MIG is usually better for speed and thicker materials, while TIG is preferred for thin metals, aluminum, and high-appearance welds.
Fabricators often see both processes in the same workflow. Engineers evaluating the difference between MIG and TIG welding typically look at a few practical factors: joint strength, heat control, aluminum compatibility, and production efficiency. Those factors explain why MIG dominates structural fabrication while TIG appears more often in precision manufacturing.
At JLCCNC, our manufacturing engineers regularly help customers decide which fabrication method makes the most sense for their parts. Many projects combine machining with welding or other fabrication processes, especially when complex metal assemblies are involved.
If your project involves aluminum components, you may also want to review our article on aluminum CNC machining and material selection.
MIG vs TIG Welding: Key Differences (Quick Comparison)
In MIG vs TIG welding, the key difference lies in speed versus control—MIG uses a continuously fed wire for fast, efficient welding, while TIG relies on manual filler input for superior precision and weld quality.
Aspect | MIG Welding | TIG Welding |
|---|---|---|
Electrode Type & Feeding Mechanism | Uses a consumable wire electrode that feeds automatically through the welding gun, acting as both filler and conductor | Uses a non-consumable tungsten electrode; filler metal is added manually when needed |
Welding Speed & Productivity | High welding speed due to continuous wire feed; ideal for long seams and production environments | Slower process since filler is added manually; better suited for precision work |
Heat Control & Precision | Moderate heat control; stable arc supports consistent welds but less fine adjustment | Excellent heat control; ideal for thin materials and sensitive metals like aluminum |
Ease of Learning & Skill Requirement | Easier to learn; suitable for beginners and high-volume manufacturing | Requires higher skill and coordination; typically handled by experienced welders |
Overall, when comparing MIG vs TIG welding, the choice comes down to production efficiency versus precision—MIG is better suited for fast, high-volume applications, while TIG excels in delivering clean, high-quality welds for thin materials and critical components.
What is MIG Welding?
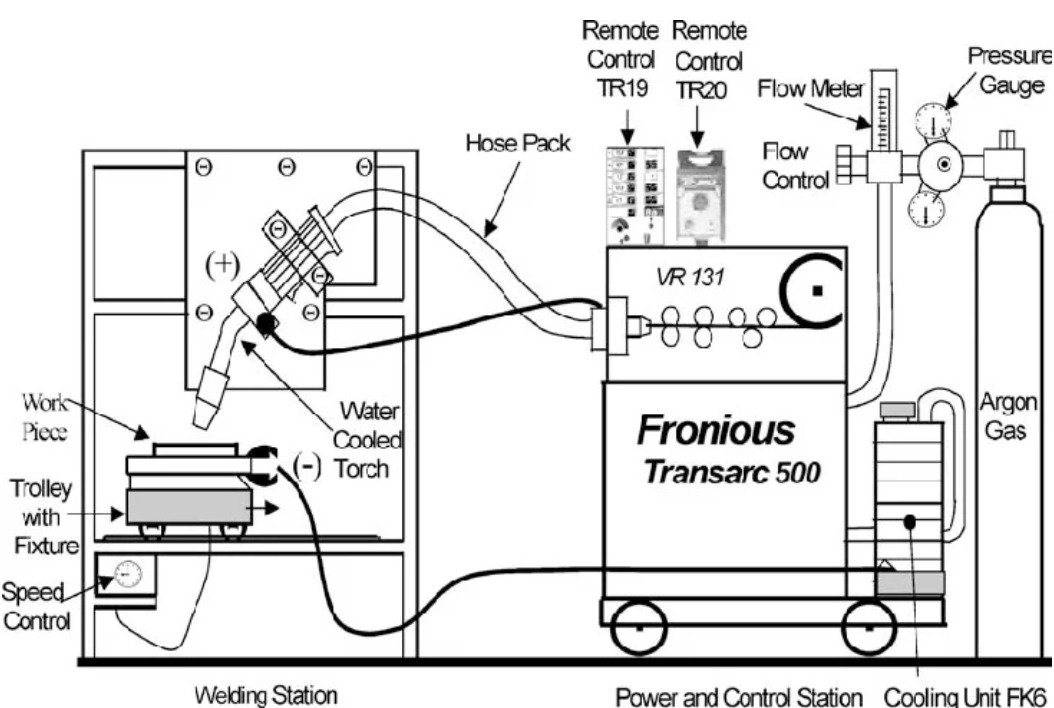
(ResearchGate) MIG welding schematic diagram
MIG welding is commonly used as a general term for wire-feed gas-shielded arc welding, although the broader technical term is GMAW. In strict usage, MIG uses inert shielding gases such as argon, while active gas mixtures fall under MAG. The process feeds a continuous wire electrode through a welding gun while shielding gas protects the molten metal from contamination.
The setup sounds simple and it’s one of the most widely used welding methods in manufacturing.
MIG Process and Overview
In MIG welding, the wire electrode acts as both filler material and electrical conductor. When the arc forms, the wire melts into the weld pool and joins the base metals.
The shielding gas, often argon or a mixed blend, prevents oxidation during the weld.
Once the weld solidifies, the joint becomes part of the structure.
Later manufacturing steps might include machining, polishing, or finishing processes. Some fabricated parts eventually receive cosmetic treatments to create a uniform industrial appearance.
Welding Materials Suited for MIG
MIG handles a wide range of metals.
Steel is the most common material used in MIG welding, but stainless steel and aluminum can also be welded effectively with the proper shielding gas and wire type.
Common applications include equipment housings, frames, and machine guards.
Some aluminum parts welded using MIG later move into finishing operations to remove machining marks and improve appearance.
For structural components, machining accuracy can significantly affect weld fit‑up. See our overview of CNC machining tolerances and accuracy.
The weld comes first. Surface finishing later.
Typical Applications (Industrial, Automotive, Fabrication)
You’ll find MIG welding almost everywhere in manufacturing.
Automotive production lines use it heavily for chassis structures. Fabrication shops rely on it for structural frames and machine bases. Sheet-metal assemblies also benefit from its speed.
After welding and machining, parts may receive cosmetic treatments. Fabrication rarely stops at welding alone.
Pros and Cons Summary
MIG welding offers clear advantages.
High speed. Good penetration. Relatively easy training.
But the process has limits too.
Weld appearance isn’t always as refined as TIG. Spatter cleanup may be required. Thin materials can warp if heat input isn’t managed carefully.
What is TIG Welding?
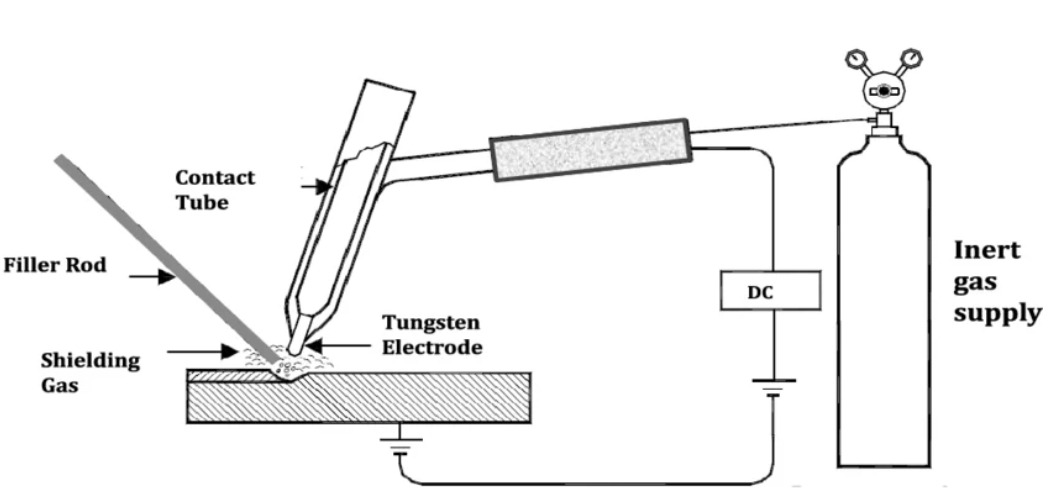
(ResearchGate) TIG Welding schematic
TIG welding stands for Tungsten Inert Gas welding. The process uses a tungsten electrode to generate the arc while shielding gas protects the molten metal from contamination.
Unlike MIG, the electrode itself doesn’t melt into the weld. It only creates the arc. Filler metal, when needed, is added separately by hand.
Operators control heat more precisely. They also decide exactly when and how much filler to add.
TIG process and how it differs from MIG
TIG welding generates the arc using a non-consumable tungsten electrode. The operator holds the torch in one hand and feeds filler rod manually with the other.
That’s the core difference from MIG.
MIG pushes filler wire automatically through the welding gun. TIG doesn’t. The welder controls everything.
Torch angle. Heat input. Filler timing.
Because of that control, TIG produces extremely clean weld beads. This matters for fabricated components that later undergo finishing operations.
Even small weld imperfections can disrupt a consistent brushed metal texture.
Suitable materials (aluminum, stainless steel, exotic alloys)
TIG handles a wide range of metals, especially materials that require precise heat control.
When comparing MIG vs TIG welding for aluminum, TIG is often preferred for thin sections because AC TIG provides better control and helps remove the oxide layer. Stainless steel is another common application because the process produces clean, low-spatter welds.
More specialized materials also benefit from TIG welding. Titanium, magnesium, and nickel alloys are good examples.
Many TIG-welded aluminum components later undergo cosmetic finishing.
The weld quality helps maintain a smooth visual flow across the finished part.
Typical precision / thin-metal use cases
TIG welding shows up most often where precision matters more than speed.
Thin sheet metal is one example. Aerospace parts are another. Medical devices, small brackets, instrumentation housings. All common TIG territory.
Pros and cons summary
TIG welding offers several advantages.
Excellent heat control. Extremely clean weld appearance. Strong joints even on thin materials.
But there are trade-offs.
The process runs slower than MIG. Operator skill requirements are higher. Production costs can increase when large weld volumes are involved.
MIG vs TIG: Which Is Better?
There is no single welding process that is better in every situation. When comparing MIG vs TIG welding, the better choice depends on the material, part thickness, weld appearance requirements, and production volume.
MIG welding is usually better for thicker materials, longer welds, and higher-volume production because it uses a continuously fed wire electrode that increases welding speed and deposition rate. It is also easier to learn, which makes it a practical choice for general fabrication, structural work, and many automotive applications.
TIG welding is usually better for thin materials, aluminum, stainless steel, and appearance-critical parts because it provides more precise control over heat input and filler addition. Although TIG is slower and requires more operator skill, it often produces cleaner welds and better results on parts where precision and surface appearance matter.
In short, MIG is generally the better choice for speed and productivity, while TIG is often the better choice for precision and weld quality. The best option depends on the specific requirements of the job.
MIG vs TIG Welding: Technical Comparison
Aspect | MIG Welding | TIG Welding |
|---|---|---|
Speed & Efficiency | Wire feeds continuously, so long seams get done fast. Aluminum goes down quicker too. Great for production or bigger jobs. | Slower process since filler has to be added manually. Gives you control, especially on thin metal, but takes patience. |
Precision & Finish | More spatter, needs some cleanup. Automated setups help, but it’s never as tidy as TIG. | Cleaner, narrow beads with minimal spatter. Surfaces look better and need less grinding. Ideal when appearance and tight tolerances matter. |
Strength & Fatigue | Strong for most uses. Fast welds can leave more residual stress in tricky shapes. | TIG can be advantageous in fatigue-sensitive applications because its precise heat and filler control may help produce smoother bead profiles and fewer weld discontinuities when executed properly. |
Cost & Labor | Setup is simple, runs fast. Less operator time per part. | Torch alignment and filler feed need more attention. Labor per part is higher, especially for complex pieces. |
Learning Curve | Easier to pick up, beginners get consistent results fast. | Takes steady hands, foot-pedal coordination, and gas flow control. Even pros need practice to nail thin metals. |
Real-World Use | Car body panels, chassis, construction beams, hobby projects where speed matters. | Aerospace, structural aluminum, anything that needs precision or fatigue resistance. Hobby projects where fine control matters. |
If you're designing a component that requires machining, fabrication, or welding, our engineers can review your design and recommend the best manufacturing approach.
MIG vs TIG Welding for Aluminum and Other Materials
Topic | MIG Welding | TIG Welding |
|---|---|---|
MIG vs TIG welding aluminum considerations | MIG welding is often preferred for thicker aluminum sections and longer welds because its continuous wire feed delivers higher deposition rates and better productivity. In practice, aluminum MIG welding usually requires more specialized wire-feeding equipment, such as a spool gun or push-pull gun, because soft aluminum wire is more difficult to feed consistently than steel wire. Most aluminum MIG applications also use 100% argon shielding gas. | TIG welding is often preferred for thin aluminum parts, cosmetic welds, and applications where distortion control matters. Aluminum TIG welding commonly uses AC current because aluminum oxide melts at a much higher temperature than the base metal, and the cleaning action of AC helps remove the oxide layer during welding. Although TIG is slower, it offers better control over heat input and weld bead appearance. |
Stainless steel and other metals | MIG works well for thicker stainless components where speed matters more than appearance. Many fabrication shops rely on it for structural steel and industrial parts. | TIG welding produces cleaner beads on stainless steel. The arc stays stable and controlled, which helps maintain surface quality and corrosion resistance. |
Thin vs thick material | MIG becomes practical once material thickness increases. Continuous wire feed allows faster filling of deeper joints. | TIG performs better on thin metals. The focused arc helps prevent burn‑through and limits heat spread. |
Material challenges and best practices | Aluminum MIG welding requires careful control of wire feeding, travel speed, and shielding gas coverage to reduce the risk of burn-through, porosity, or feeding problems. Because aluminum wire is soft, many setups use a spool gun or push-pull system to improve feed reliability. Proper cleaning before welding is also important because surface contamination and oxide layers can reduce weld quality. | Aluminum TIG welding typically uses AC current to help break up the oxide layer on the surface, which has a much higher melting temperature than the aluminum underneath. This makes TIG especially effective for thin aluminum and appearance-critical welds, although the process is slower and more labor-intensive than MIG. |
MIG vs TIG Welding Strength: What You Need to Know
The honest answer is simpler than most comparisons suggest. When both processes are set up correctly and applied to a suitable joint design, either can produce welds strong enough for the intended service requirements. In many practical applications, weld quality and procedure matter more than the process name itself.
MIG vs TIG welding strength differences rarely come from the process alone. They come from heat control, penetration, filler choice, and operator technique.
The real question isn’t which process is stronger. It’s whether the weld fits the job.
Strength outcomes on common metals
On mild steel, MIG welding often achieves efficient deposition and adequate penetration for structural fabrication when parameters are properly selected.
That’s why structural fabrication relies heavily on it.
TIG welding reaches similar strength levels but usually takes longer because filler metal is added manually.
For stainless steel and aluminum, TIG often makes it easier to achieve cleaner weld beads and tighter heat control, which can reduce the risk of visible weld imperfections when performed correctly.
Strength still depends mostly on weld quality rather than the welding method itself.
Structural vs precision strength needs
Large structural assemblies prioritize throughput and penetration. MIG welding fits that environment well.
Continuous wire feed keeps weld pools stable and allows operators to move quickly along long seams.
Precision assemblies tell a different story.
Thin materials, tight tolerances, and visible weld areas often push fabricators toward TIG welding. Heat input can be controlled much more carefully.
Fatigue performance and weld quality factors
Fatigue strength depends heavily on weld consistency.
Small defects, porosity, lack of fusion, or undercut, create stress points where cracks may begin under repeated loading.
Both MIG vs TIG can produce excellent fatigue performance when weld parameters stay within proper ranges.
TIG sometimes has a slight advantage for critical fatigue applications because operators can control bead shape and penetration more precisely.
That control becomes valuable in assemblies exposed to vibration, thermal cycling, or repeated mechanical loading.
In controlled conditions, MIG and TIG can achieve similar tensile strength.
However:
- MIG: better for deep penetration in thick sections
- TIG: better for fatigue-critical and precision joints
Strength depends more on weld quality than process.
Common MIG and TIG Welding Problems

(AI generated) Welder examining a misaligned weld joint in an industrial workshop highlighting common welding mistakes
When a weld fails, the process usually isn’t the real problem. MIG and TIG are both capable of producing very strong joints. What causes trouble is usually the setup before the arc even starts.
Wrong parameters, dirty material, and poor technique are the most common causes of weld failure.
Those small things add up quickly.
Fix the setup and both processes perform exactly the way they should.
Improper settings and heat control
Welding parameters need to match the material thickness. Voltage, amperage, and wire feed all work together. If one of them is off, the weld suffers.
Too much heat burns through thinner sections. Too little heat leaves incomplete penetration. Neither one produces a reliable joint.
Heat mistakes also lead to distortion. Thin sheet parts can warp slightly while cooling. Sometimes you don’t notice it right away.
Small adjustments to welding settings often prevent these issues entirely.
Incorrect electrode or filler selection
Filler metal has to match the base material. If it doesn’t, the weld may look acceptable but behave poorly over time.
Wrong filler can create brittle joints. Corrosion resistance may also drop, especially on stainless assemblies.
Stainless steel parts are a good example. If the filler isn’t compatible, the weld area becomes the weak point even though the surrounding metal remains strong.
The surface appearance might look uniform, but the underlying weld quality still determines how the part holds up in service.
Material compatibility always comes first.
Poor joint preparation
Clean metal welds better. That’s a simple rule every welder learns early.
Oil, coatings, oxidation, or even light contamination can interfere with proper fusion between the weld metal and the base material.
Aluminum requires extra attention because oxide layers form quickly on the surface. Most welders remove that oxide with mechanical cleaning or chemical treatment before starting the weld.
Skipping preparation saves a few minutes. Fixing a bad weld takes far longer.
Welding technique errors (angle, speed, arc length)
Even with good equipment and correct settings, technique still matters.
Torch angle affects penetration. Travel speed affects bead shape. Arc length controls how stable the weld pool stays.
Move too quickly and the weld doesn’t fully fuse. Move too slowly and heat builds up where it shouldn’t.
Experienced welders pay attention to the puddle and adjust as they go. It becomes instinct after enough hours behind the torch.
Pros and Cons of MIG vs TIG Welding
Welding Method | Pros | Cons |
|---|---|---|
MIG Welding | High deposition rate, easier to learn, well suited for thicker materials and production welding | More spatter, less precise heat control, welds may require post-cleanup |
TIG Welding | Excellent heat control, very clean weld bead, ideal for thin metals and precision assemblies | Slower process, higher operator skill required, lower productivity for large weld volumes |
How to Choose Between MIG and TIG Welding
You choose the welding process based on the part, the material, and the production goal.
Project goals and materials
Look at the metal first.
If you weld thick steel frames or brackets, MIG usually works well. The arc deposits filler quickly and penetrates deep enough for structural joints.
If you weld thin aluminum or stainless parts, TIG gives you better control. You control the heat directly. That helps when the material warps easily.
Skill level and training considerations
Your team’s experience also matters.
New welders usually learn MIG faster. The wire feeds automatically, so you mainly control travel speed and torch angle.
TIG takes longer to learn. You control the torch with one hand and the filler rod with the other. Heat control happens through the pedal or torch switch.
Because of that, companies often assign TIG welding to experienced operators.
Production vs precision needs
MIG handles long seams without stopping because the wire feeds continuously. That helps when you weld frames, supports, or equipment bases.
TIG welding allows small adjustments to heat and filler. That helps when you weld thin panels or tight joints.
If the weld stays visible on the final product, TIG often produces a cleaner bead.
Cost and time efficiency trade-offs
Labor time drives welding cost.
MIG welding usually finishes a joint faster. Less operator time means lower cost in production environments.
TIG welding takes more time. Skilled operators also cost more. Still, shops choose TIG when precision or weld appearance matters.
Real-World Applications and Use Cases
Understanding MIG vs TIG welding differences becomes clearer when looking at how each process performs in real-world applications across industries.
Automotive and transportation industry
MIG welding is widely used in automotive manufacturing for chassis, frames, and structural components due to its speed and strong penetration. TIG welding appears in performance parts, exhaust systems, and aluminum components where cleaner welds and better heat control improve durability and appearance.
Aerospace and high-precision sectors
TIG welding dominates aerospace and high-precision manufacturing because it delivers excellent weld quality with minimal defects. Components made from aluminum, titanium, and other sensitive alloys benefit from TIG’s precise heat input and strong fatigue performance.
Construction and heavy fabrication
In construction and heavy fabrication, MIG welding is preferred for steel structures, support beams, and large assemblies where productivity and strength are the main priorities. Its efficiency makes it suitable for projects that require long welds and high throughput.
DIY and hobby welding projects
For DIY users, MIG welding is often the first choice because it is easier to set up and operate. TIG welding is favored by experienced hobbyists working on detailed projects, such as custom metal art, motorcycle parts, or thin aluminum fabrication, where weld appearance and control are critical.
If your project involves welded assemblies, JLCCNC can help evaluate the most practical manufacturing route based on material, part geometry, and production volume. In many real-world projects, welding is combined with CNC machining, sheet metal fabrication, and surface finishing to achieve both structural performance and dimensional accuracy. Our engineering team can help you choose the right process combination for custom metal parts and assemblies.
Welding vs CNC vs Sheet Metal Fabrication
Manufacturing Method | Role in Production | When You Use It |
|---|---|---|
Welding | Joins metal parts into a final assembly | Used after parts are cut, machined, or formed |
CNC Machining | Produces precise components with tight tolerances | Used when dimensions must stay extremely accurate |
Sheet Metal Fabrication | Forms flat sheets into panels, enclosures, and housings | Often combined with welding to build larger structures |
Hybrid Manufacturing | Combines machining, forming, and welding in one workflow | Used when assemblies require both precision parts and welded structures |
Final MIG vs TIG recommendation based on materials and strength
For most structural steel work, MIG provides enough strength and higher productivity.
For aluminum, stainless steel panels, or thin parts, TIG usually delivers better results because you control heat more precisely.
Continue exploring manufacturing methods
If you design custom parts, welding often works alongside CNC machining and sheet metal fabrication. Combining these processes helps you build precise components and assemble them into complete products.
FAQs
Q: Is TIG welding stronger than MIG?
Both processes produce strong welds when you use correct parameters and proper joint preparation.
Q: Which welding method is better for beginners?
Most beginners learn MIG welding faster because the wire feed is automatic.
Q: Which welding process is faster?
MIG welding usually runs faster in production because filler metal feeds continuously.
Q: Can MIG weld aluminum?
Yes. You can weld aluminum with MIG if you use the correct wire, shielding gas, and equipment setup.
Q: Best welding process for thin metals?
TIG welding works better for thin metals because you control heat more precisely.
Q: Is MIG or TIG welding better for aluminum?
TIG welding often produces cleaner aluminum welds, especially on thin material.
Q: Why is TIG welding more expensive than MIG?
TIG welding takes more operator time and requires higher skill.
Q: Which welding method is stronger for structural parts?
MIG welding is widely used for structural assemblies because it provides strong welds and higher productivity.
Popular Articles
• 9 Sheet Metal Cutting Problems and Solutions
• Hole cutting in sheet metal: techniques, tolerances and applications
• Introduction to Sheet Metal Processing: Techniques and Tools for Precision
• Bending and Forming Technology in Sheet Metal Processing
• Laser cutting technology in sheet metal processing
Keep Learning
Ultrasonic Welding Guide: How It Works, Materials, Applications, and Benefits
Key Takeaways - Ultrasonic welding uses high-frequency mechanical vibrations to create solid-state welds without melting materials - It works exceptionally well for thermoplastics and many metals, especially dissimilar combinations - The process is fast, clean, and requires no additional adhesives or fillers - Different applications require specific frequency and power configurations - Initial equipment costs are higher, but operating costs are typically lower than alternative methods Introduction Ult......
Hot Rolled vs Cold Rolled Steel: Key Differences, Cost, and Applications
Key Takeaways • Hot rolled vs cold rolled steel comes down to processing history: hot rolled steel is shaped at high temperature, while cold rolled steel is further processed at room temperature for better surface finish and tighter tolerances. • In sheet metal applications, cold rolled steel is usually preferred for enclosures, panels, and precision parts because it offers smoother surfaces and more consistent thickness. • Hot rolled steel is typically better for structural frames, supports, and heav......
Aluminum vs Stainless Steel: Which Sheet Metal Material Is Better?
Note • Aluminum vs stainless steel is not a one-answer choice; the better material depends on weight, strength, corrosion exposure, fabrication method, and total cost. • Aluminum is much lighter, easier to machine, and often less expensive, making it a strong choice for enclosures, panels, and weight-sensitive sheet metal parts. • Stainless steel offers higher absolute strength, better stiffness, and stronger corrosion resistance in harsh environments such as marine, chemical, and food-processing appl......
Metal Mesh Sheets: Types, Sizes, Materials & Custom Fabrication Guide
What Is a Metal Mesh Sheet? (AI generated) metal mesh sheet showing precise grid structure A metal mesh sheet is a material formed by interlacing, welding, or expanding metal into a network of controlled openings. It is widely used where airflow, visibility, or weight reduction is required without sacrificing structural support. A metal mesh sheet is a sheet formed by interlacing, welding, or expanding metal into a network of openings. Those openings are controlled. Size, spacing, and pattern all affe......
Anchor Fasteners for Sheet Metal: Best Types for Concrete and Industrial Use
What is an Anchor Fastener in Sheet Metal (AI generated) Technician securing a sheet metal enclosure Even the most precisely engineered sheet metal part is useless if it isn’t secured properly. In a real-world installation, parts don't exist in a vacuum. Enclosures have to be bolted to shop floors, brackets have to carry heavy piping, and panels have to withstand constant machine vibration. The stability of the entire assembly depends on how it is connected to the base material, usually concrete or ma......
Sheet Metal Deburring: Methods, Tools & How to Deburr Metal and Aluminum
(AI generated) Sheet metal production workflow In this guide, we’ll cover: - What sheet metal deburring is and why it matters - Common burr formation mechanisms - Deburring methods and their trade-offs - How to deburr different metals effectively - Design tips to reduce burr formation Sheet Metal Deburring Methods (Quick Comparison) Method Best For Speed Notes Manual Small jobs Slow Precise, low cost Abrasive Belt Flat sheets Fast Uniform finish Brush Light burrs Fast Good for deburring aluminum Vibra......