Climb Milling vs Conventional Milling: Key Differences and How to Choose the Right One for CNC Machining
17 min
- Quick Comparison
- What Is Climb Milling and How Does It Work?
- What Is Conventional Milling and How Does It Work?
- Key Differences Between Climb Milling and Conventional Milling
- When to Choose Climb Milling vs Conventional Milling
- Common Challenges in Climb Milling and Conventional Milling
- Advanced Tips for Optimizing Climb and Conventional Milling in CNC
- Conclusion: Mastering Climb Milling and Conventional Milling for CNC Success
- FAQ About Climb Milling vs Conventional Milling
Quick Comparison
● Climb milling produces better surface finish and tool life on rigid CNC machines.
● Conventional milling is safer for older machines and roughing operations.
● Chip thickness and cutting force direction determine stability and heat generation.
Here is a quick comparison table:
| Factor | Climb | Conventional |
| Chip thickness | Thick → thin | Thin → thick |
| Force direction | Pulls part | Pushes part |
| Surface finish | Better | Moderate |
| Tool wear | More uniform | More entry wear |
| Machine requirement | High rigidity | Tolerates backlash |
| Best for | Finishing | Roughing |
Detailed explanation and engineering considerations are discussed below.
Climb milling and conventional milling are different in how the cutter engages the workpiece, which directly affects forces, heat, and surface finish.
In climb milling, the cutter starts with a full chip and exits at zero. These forces pull the workpiece toward the cutter and into the fixture, reducing rubbing at the tool entry, which may lower heat concentration and improve tool life.
● Tool wear tends to be even when the machine is rigid, and CNC backlash is controlled.
In conventional milling, the cutter starts with a very thin chip and exits at full thickness. The initial rubbing can increase local heat and cause built-up edge in softer metals. The forces push the workpiece away from the cutter, which can help stabilize older machines. However, this may also lead to more surface tearing and uneven insert wear.
This article covers:
● How cutting forces behave in climb and conventional milling.
● How tool wear happens and practical tips for choosing the right method based on machine, material, and tolerances.
What Is Climb Milling and How Does It Work?
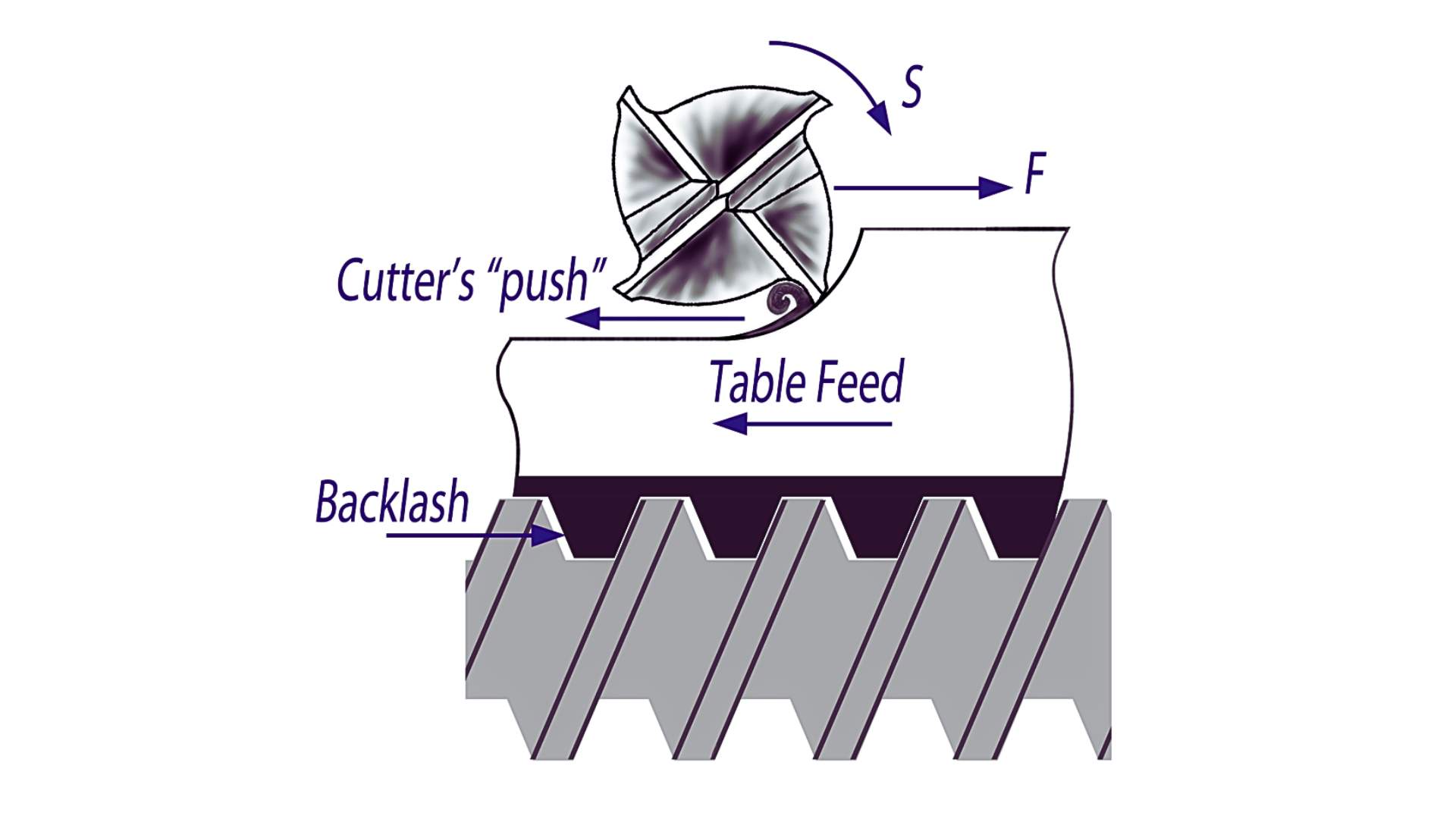
A diagram of climb milling showing the cutter rotation and table movement. It also highlights the effect of machine backlash on the cut. (Source: cnc-seminars)
● Climb milling is also called down milling. It involves the cutter rotating in the same direction as the table feed at the point of contact. The workpiece moves along the X or Y axis while the spindle rotates along Z.
● The cutting edge engages the material at maximum chip thickness and exits at zero chip thickness. This creates a downward and inward force, and engagement reduces entry friction, limits heat buildup, and maintains dimensional accuracy.
What Is Climb Milling?
Climb milling differs from conventional milling in terms of:
● Tool movement relative to the workpiece.
● Chip formation mechanics.
Here’s the fundamental mechanism of climb milling.
● The workpiece feed (X or Y axis) and cutter rotation (spindle Z axis) are in the same direction at the contact point.
● The chip starts thick at the entry and thins to zero at the exit.
● Cutting forces pull the workpiece into the cutter and downward into the fixture. This helps reduce the tendency for upward lift.
Machine rigidity and backlash compensation are critical in climb milling because the downward pull can exaggerate any table or screw play.
How Climb Milling Works in CNC Machining
During a climb milling operation on a CNC mill:
● The tool moves along X/Y axes while the spindle rotates on Z.
● The tool engages at maximum chip thickness, immediately shearing the material.
● Downward-inward forces are absorbed by the fixture and machine bed.
● Axial depth and radial step-over control force distribution and surface quality.
● Minimal rubbing reduces heat and stabilizes tool wear.
● Feed, spindle speed, and engagement must be correctly adjusted to avoid chatter and spindle overload.
Advantages of Climb Milling
● It produces smoother surfaces as the cutter exits cleanly and avoids tearing.
● Less rubbing at the start reduces wear on the insert. This also prevents built-up edge.
● Forces pull the workpiece toward the fixture. It makes deflection predictable and helps achieve repeatable tolerances.
What Is Conventional Milling and How Does It Work?
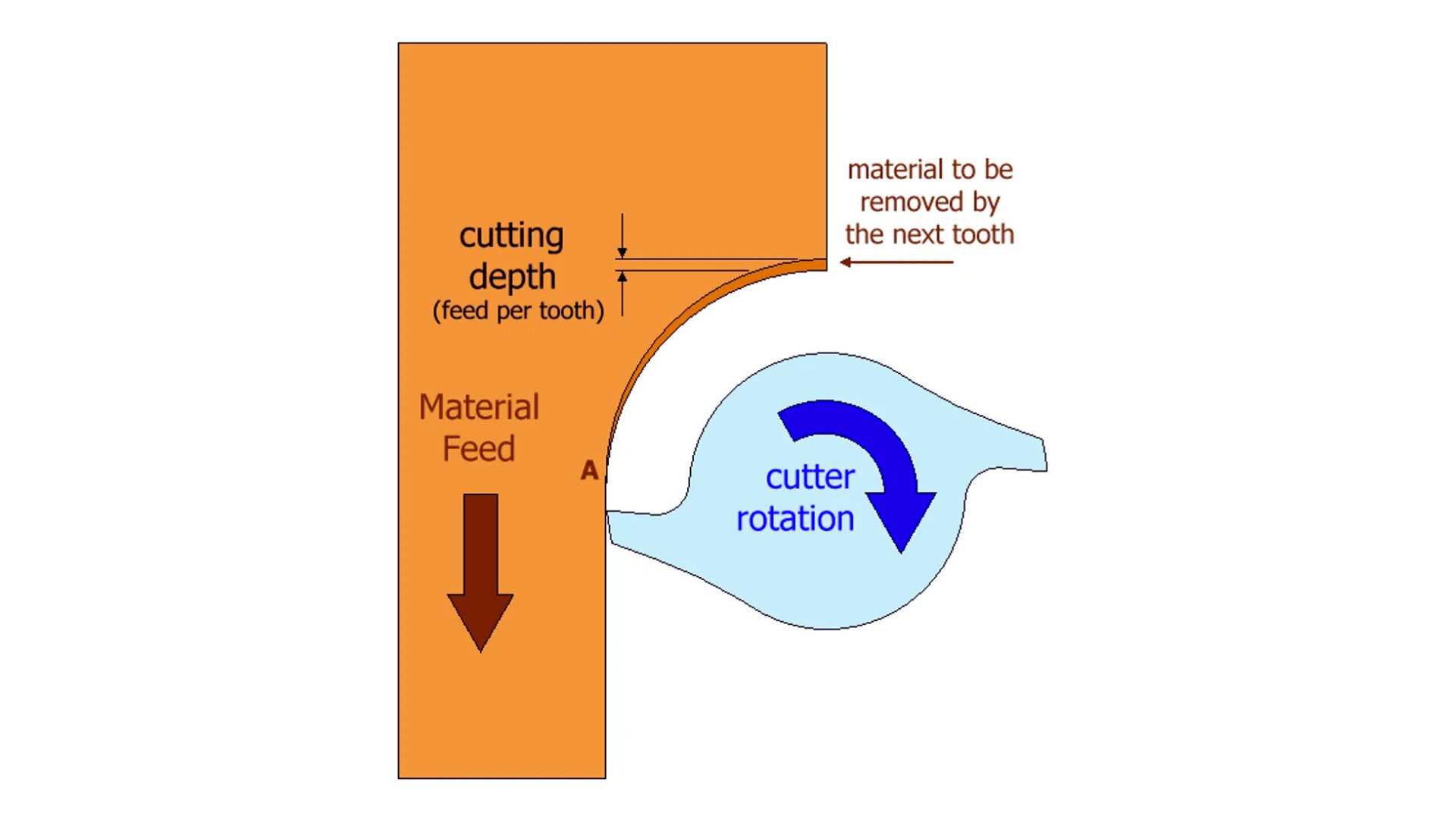
Illustration of conventional milling showing the feed direction, cutter movement, and chip flow. (Source: wevolver)
Conventional milling is also referred to as up-milling. The rotation of the cutter is in the opposite direction to the table feed. The workpiece moves along the X or Y axis while the spindle rotates opposite to the feed at the cutting interface.
The cut begins with a very thin chip and grows to full thickness at the exit, and pushes the workpiece away from the cutter. This causes some rubbing at the start of the cut. Moreover, it generates more heat and tool wear compared with climb milling.
It is typically used when:
● The machine or setup is less rigid.
● The workpiece is lightly clamped.
● The surface scale needs to be removed.
What Is Conventional Milling?
Conventional milling is different from climb milling in:
● Chip formation
● Cutting force direction
Fundamentals of conventional milling:
● The workpiece feed (X/Y axes) moves opposite to the spindle rotation (Z axis) at the cutting edge.
● Chip starts near zero at entry and grows to a maximum at exit.
● The cutting pressure pushes the part away from the tool and lifts it slightly. This may create more friction and make the tool edge rub instead of cutting cleanly.
How Conventional Milling Works in CNC Machining
● In conventional milling, the spindle rotates opposite to the programmed feed direction along the X/Y axes.
● The initial thin chip at the entry causes rubbing. It also increases local heat and friction on the cutting edge.
● The force vector pushes the workpiece upward and away from the cutter. This helps reduce sudden pull-in on machines with backlash.
● You must carefully control radial engagement and axial depth to avoid chatter, tool deflection, and tapered cuts.
Benefits of Conventional Milling
● Upward force helps control parts on machines with backlash or worn screws.
● Gradual chip engagement allows safe removal of surface scale and casting irregularities.
● It is suitable for lightly clamped or unstable workpieces.
Key Differences Between Climb Milling and Conventional Milling
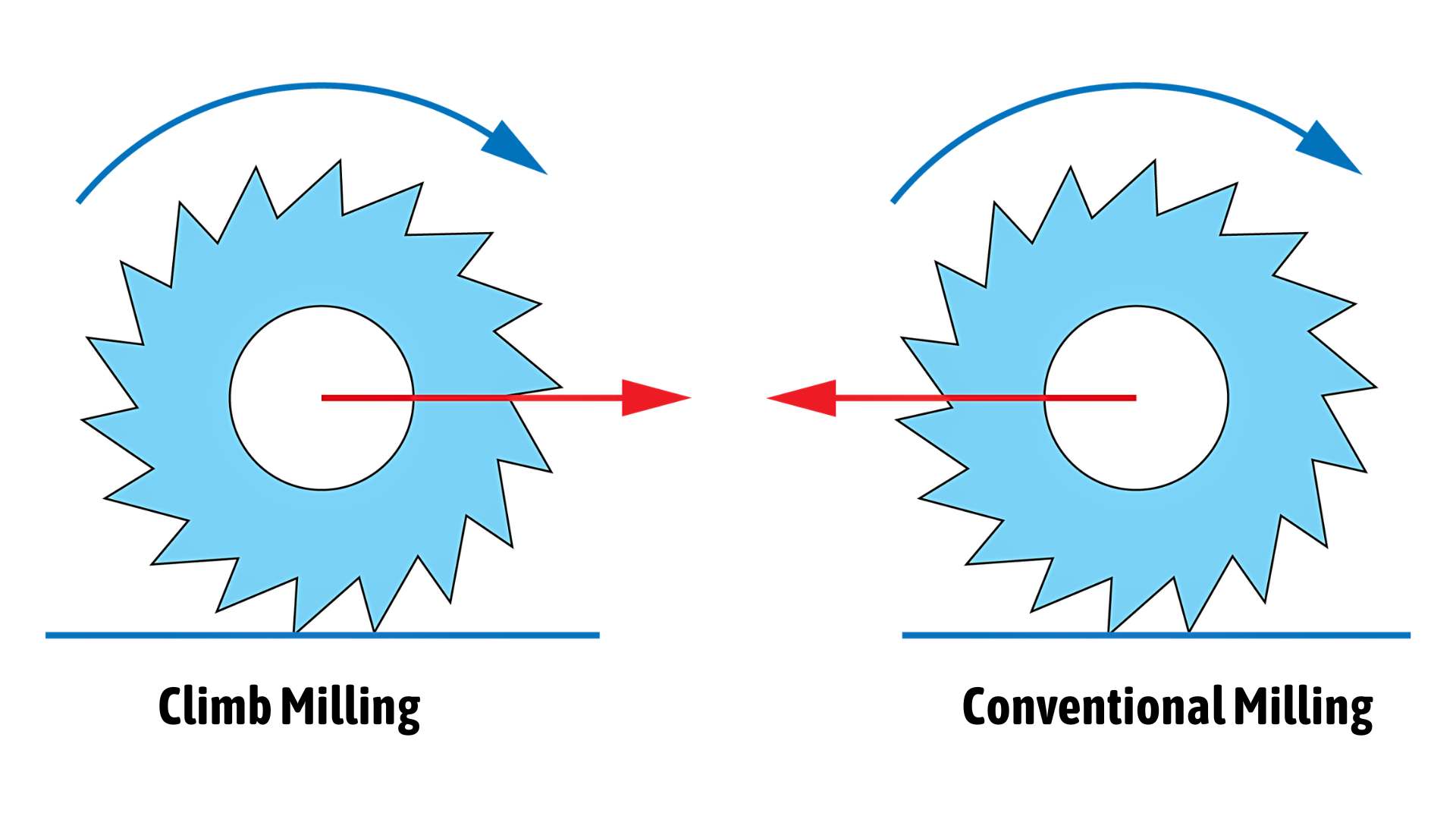
The showing of climb milling versus conventional milling. It highlights the direction of tool movement and how the cutter engages with the workpiece. Arrows indicate chip flow and cutting force direction for each method. (Source: SolidCAM)
As mentioned earlier, climb and conventional milling are different in how they form and control chips, and in the direction of the cutting forces. The intended choice depends on:
● Machine rigidity
● Material properties
● Tolerance requirements
Cutting Forces Comparison
Climb Milling:
● Cutter works with maximum chip thickness and leaves with zero chip thickness.
● The work is drawn downwards by the force vector, and along the feed axis (X/Y), the rotary swings along the Z.
● Entry shear decreases rubbing and frictional heat.
● Demands rigidity of machines and low backlash; otherwise, the workpiece can move.
Conventional Milling:
● Cutter engages at near-zero thickness and exits at maximum.
● Force pushes the workpiece upward and away from the cutter.
● Initial rubbing increases local heat and tool wear.
● Suited for lightly clamped or older machines with backlash.
Surface Finish and Tool Life
Climb Milling:
● Cleaner shearing improves surface finish.
● Reduces flank wear and built-up edge.
● Heat at entry is minimized, preserving tool geometry.
Conventional Milling:
● The surface may show feed marks due to initial rubbing.
● Edge wear is concentrated at the start of the cut.
● Requires careful finishing passes to maintain accuracy.
Speed and Feed Rate Considerations
Climb Milling:
● Allows higher feed per tooth and higher surface speed.
● Ideal for finishing passes and high-speed CNC machining operations on rigid machines.
● Requires a controlled radial step-over to prevent deflection.
Conventional Milling:
● Lower feed rates reduce rubbing and vibration.
● Common for roughing or machines with lower rigidity.
● Conservative depth-of-cut and step-over ensure stability.
Suitability for Different Materials
Climb Milling:
● It suits the ductile metals like stainless steel, soft alloys, and aluminum.
● Eliminates accumulated edge and enhances dimensional repeatability.
Conventional Milling:
● Suitable for hard materials, castings, or scaled surfaces.
● Gradual chip engagement reduces shock on less rigid setups.
Table Summary: Climb Milling vs Conventional Milling
| Parameter | Climb Milling (Down Milling) | Conventional Milling (Up Milling) | Production Considerations |
| Chip Formation | Maximum chip thickness at entry → zero at exit | Minimum chip thickness at entry → maximum at exit | Directly affects friction, heat, and tool engagement |
| Cutting Force Direction | Pulls the workpiece downward and toward the cutter | Pushes the workpiece upward and away from the cutter | Impacts workholding, backlash effects, and part stability |
| Entry Rubbing | Minimal | High | Less rubbing reduces heat and tool wear in climb milling |
| Surface Finish | Superior finish, smoother shearing | May show feed marks or minor tearing | Climb milling is preferred for finishing passes |
| Tool Wear | More uniform flank wear, lower risk of BUE | Concentrated at entry, higher risk of chipping or BUE | Insert type and material influence wear patterns |
| Feed Rate | Higher feed per tooth is possible | Moderate to lower feed to reduce rubbing | Faster production is possible on rigid machines with climb milling |
| Spindle Load | More consistent if the machine backlash is controlled | Fluctuating, higher at entry | Older machines may benefit from conventional milling to reduce pull-in |
| Machine Rigidity Requirement | High rigidity required | Lower rigidity tolerated | Climb milling can magnify backlash issues |
| Best Material Applications | Ductile metals: ● Al ● SS ● Brass ● Soft alloys | Harder metals, castings, and scaled surfaces | Consider thermal expansion and workpiece stability |
| Typical Usage | Finishing passes, high-speed machining, precision surfaces | Roughing, older machines, lightly fixtured parts | Often combined in hybrid operations for optimal results |
When to Choose Climb Milling vs Conventional Milling
When you choose between climb and conventional milling, you need to look at:
● Your machine condition
● Part geometry
● Material behavior
● Process needs
The right choice helps you get better tool life, smoother surface finish, stable dimensions, and less vibration/part deflection.
Factors Which Influence Your Choice
Machine Backlash and Rigidity
● Climb milling propels the piece towards the cutter. Leadscrew or table backlash may lead to dimensional errors and the formation of chatter.
● In traditional milling, the workpiece is forced aside. This has the benefit of making it safer on older machines and installations with small backlash.
Workholding and Fixturing
● Climb milling is preferred with rigid and well-clamped workpieces.
● Thin-walled or soft-material parts may require conventional milling to reduce pull-in forces and prevent distortion.
Material Type and Condition
● Malleable alloys such as aluminum, brass, and soft stainless steel are advantageous to climb milling to decrease accumulated edge as well as enhance surface finish.
● More difficult metals, castings with surface scale, or those likely to chatter, could be more practical in conventional milling.
Operation (Roughing vs Finishing) Stage
● Climb milling is most suitable to complete finishing passes with tight tolerances that are cleaner to shear and provide consistent flank wear.
● Passes of roughing, or high-stock removal, commonly prefer conventional milling due to stability and gradual engagement.
Tool Geometry and Overhang of Cutters
● When deflection is to be minimized, long overhangs are used in climb milling, but must be set up carefully.
● Traditional milling lowers pull-in forces and enables longer tool overhang or unsupported tool overhang to be handled.
Common Applications for Conventional Milling and Climb Milling
The applications listed below indicate general recommendations for using climb or conventional milling. Actual choice depends on machine rigidity, workholding, material properties, and the operation stage. Some parts or industries may use both milling strategies in different steps of production.
| Application / Industry | Typical Use | Notes |
| Precision housings | Climb (finishing) / Conventional (roughing) | Climb preferred for high surface finish; conventional may be used for bulk material removal. |
| Mold and die work | Climb (precision cavities) / Conventional (roughing) | Fine features often require climb milling; roughing with conventional milling improves stability. |
| Aluminum structural plates | Climb (high-speed finishing) / Conventional (thick-section roughing) | Combines speed and stability depending on thickness and fixturing. |
| High-speed finishing | Climb | Ideal for rigid machines; produces smooth surfaces and consistent tool wear. |
| Aerospace components | Climb (thin ductile parts) / Conventional (hard or rough sections) | Material hardness and fixture stability determine method choice. |
| Automotive parts | Both | Certain areas may require conventional milling for bulk removal, climb for precision surfaces. |
| General machining / heavy industry | Conventional | Suitable for less rigid machines, larger parts, or heavy stock removal. |
| Thin-walled or delicate parts | Conventional (default) / Climb if well-fixtured | Protects against distortion; climb only if fixturing is very rigid. |
Common Challenges in Climb Milling and Conventional Milling
Both climb and conventional milling come with their own challenges. The wrong choice can lead to tool wear and affect its serviceability, surface quality, and part accuracy. If you understand these risks and set up the job correctly, you can avoid scrap and keep production running smoothly.
Tool Wear and Tear
● Climb Milling:
○ Flank wear is more uniform but sensitive to machine backlash.
○ Aggressive engagement can overload long or flexible cutters.
○ Ductile materials may still produce a built-up edge if feeds are too low.
● Conventional Milling:
The image depicts conventional milling cutters on a plain white background. (Source: iStock)
○ Entry rubbing concentrates wear at the start of the cut.
○ Higher friction increases the risk of chipping or thermal damage.
○ Requires careful insert selection and monitoring during long cuts.
Mitigation: Apply rigid tooling, reduce overhang, choose inserts appropriate to the material, and manage spindle speed and feed.
Surface Defects and Quality Issues
● Climb Milling:
○ Chatter can create waviness if machine rigidity is insufficient.
○ Over-pulling on thin or lightly clamped parts can distort the surface.
● Conventional Milling:
○ Surface tearing or feed marks may occur due to initial chip rubbing.
○ Built-up edge in ductile metals can degrade finish and dimensional accuracy.
Mitigation: Always optimize feed, speed, and radial step-over. Also, ensure proper fixturing; use finishing passes where required.
Machine Setup and Calibration
● Proper centering of the spindle, axes, and the fixture is important to both of the methods.
● Machines that are not aligned may result in taper, non-round holes, or uneven surface finish.
● Worn leadscrews, backlash, and thermal expansion have to be compensated.
Mitigation:
● Test spindle runout and axis squareness.
● Calibrate with dial indicators, laser, or ballbar.
● Make sure that there is datum alignment of workpieces and uniform clamping pressure.
Advanced Tips for Optimizing Climb and Conventional Milling in CNC
Optimizing milling operations requires controlling cutting forces, tool rigidity, and workpiece stability. The goal is to maximize efficiency, maintain tight tolerances, and reduce tool wear.
Best Practices for Climb Milling Setup
● Ensure machine backlash is eliminated; downward pull can shift loosely clamped parts.
● Use rigid fixturing and minimize overhang to prevent deflection.
● Select positive-rake inserts for ductile materials to reduce built-up edge.
● Keep step-over and depth-of-cut within cutter and machine rigidity limits.
● High feed per tooth is possible if the spindle and toolholder are stable.
Best Practices for Conventional Milling Setup
● Applicable to roughing or lightly clamped components, the cutter forces the material away.
● Decrease feed to prevent rubbing during the first engagement.
● Apply durable inserts on hard or abrasive surfaces.
● Ensure that the depth-of-cut is constant to avoid chatter.
● Confirm fixturing and positioning to avoid taper or rough finish.
Hybrid Approaches: Combining Climb and Conventional Milling
● Start with conventional milling for roughing to remove bulk material safely.
● Switch to climb milling for finishing passes to improve surface quality and tool life.
● Example: Roughing cast aluminum with conventional milling, then finishing critical bores with climb milling for smooth, precise surfaces.
● Balances stability, finish, and production efficiency.
CNC Feed/Speed Reference
Reference values. Actual parameters depend on cutter diameter, coating, coolant condition, and machine rigidity.
| Material | Cutter Type | Operation | Spindle Speed (RPM) | Feed per Tooth (mm/tooth) | Depth of Cut (mm) | Notes |
| Aluminum | Carbide | Climb Finishing | 8,000 - 12,000 | 0.05 - 0.15 | 0.5 - 2.0 | Positive rake; minimal overhang |
| Aluminum | Carbide | Conventional Roughing | 5,000 - 8,000 | 0.08 - 0.18 | 2 - 4 | Ensure a stable fixture |
| Stainless Steel | Carbide | Climb Finishing | 3,000 - 6,000 | 0.02 - 0.08 | 0.3 - 1.0 | Sharp edge inserts; use coolant |
| Stainless Steel | Carbide | Conventional Roughing | 2,500 - 5,000 | 0.04 - 0.10 | 1 - 3 | Avoid rubbing; monitor heat |
| Cast Iron | Carbide | Climb Finishing | 2,500 - 4,000 | 0.04–0.08 | 0.3 - 1.0 | Rigid setup; low vibration |
| Cast Iron | Carbide | Conventional Roughing | 2,000 - 3,500 | 0.05 - 0.12 | 1 - 3 | Check surface scale; gradual chip engagement |
Practical Tips:
● Always verify spindle and table rigidity before high-speed climb milling.
● Minimize tool overhang to reduce deflection and chatter.
● Direct coolant to the cutting edge to prevent built-up edge and improve finish.
● For mixed-tolerance parts, combine conventional roughing with climb finishing.
● Adjust feed/speed according to cutter size, CNC machining material choice, and machine condition.
Conclusion: Mastering Climb Milling and Conventional Milling for CNC Success
Choosing the right milling method and setting up the machine properly directly affects tool life, surface finish, and dimensional accuracy. When you understand how the cutting action works, you get more consistent and high-quality parts/components.
Final Checklist on Choosing the Right Milling Method
● Machine rigidity and backlash: Climb milling requires minimal play; conventional milling tolerates minor backlash.
● Workpiece fixturing: For rigid, well-clamped parts, climb milling is suitable. While for thin or lightly held parts, conventional is the go-to way.
● Material type: Ductile metals (aluminum, brass, soft stainless) respond better to climb milling; harder or scaled metals often require conventional milling.
● Operation stage: Use conventional milling for roughing and stock removal; climb milling is ideal for finishing passes.
● Tool overhang: Longer unsupported bars increase deflection risk; conventional milling may be safer for deep cuts.
● Tolerance and surface finish: Tight tolerances and critical finishes generally benefit from climb milling.
Enhancing Efficiency and Precision in CNC Machining
● Combine conventional roughing with climb finishing to balance stability, chip load, and surface quality.
● Maintain rigid tooling and proper toolholders, minimizing overhang to reduce chatter and deflection.
● Adjust feed, spindle speed, and depth-of-cut according to material, cutter geometry, and machine capability.
● Regularly inspect and calibrate the spindle, axes, and fixturing to ensure repeatable precision.
● Monitor tool wear and surface finish, adjusting offsets and inserts proactively to maintain consistent results.
Key Notes: CNC milling performance relies on matching method, material, and machine condition. Climb milling provides better surface finish and uniform tool wear on rigid setups. In comparison, conventional milling facilitates stability for roughing and less rigid fixturing.
A disciplined approach to setup, tooling, and process parameters ensures high efficiency, repeatability, and standard production outcomes.
Understanding climb vs conventional milling helps improve machining quality—but execution matters just as much.
JLCCNC delivers precision CNC machining with advanced 5-axis capability and tolerances up to ±0.01 mm. With fast delivery, responsive engineering support, and stable production processes, we help manufacturers produce accurate, repeatable parts at scale.
FAQ About Climb Milling vs Conventional Milling
What is the main difference between climb milling and conventional milling?
Climb milling (down milling) engages the cutter at maximum chip thickness, pulling the workpiece into the cutter. Conventional milling (up milling) starts at a minimal chip thickness, pushing the workpiece away.
Which CNC milling method is best for harder materials: Climb or Conventional?
Conventional milling is generally preferred for workpieces with surface scale, oxide layers, or cast/rough surfaces, and on machines with significant backlash, because the gradual chip engagement helps reduce sudden pull-in and improves stability.
Can climbing and conventional milling be combined in the same CNC operation?
Yes, conventional milling is often used for roughing, followed by climb milling for finishing passes to improve surface finish and tool life.
How does climb (down) milling affect tool life compared to conventional (up) milling?
Climb milling produces more uniform wear and less rubbing if the machine is rigid and backlash is controlled. Conventional milling can increase edge wear at the start of the cut.
When should you use climb milling vs conventional milling in CNC machining?
Use climb milling for finishing, tight tolerances, and ductile materials on rigid machines. Use conventional milling for roughing, lightly clamped parts, or machines with minor backlash.
Popular Articles
• Cutting with Precision: A Comprehensive Guide to CNC Water Jet Technology
• CNC Coolant Explained: Types, Maintenance & Safety
• Rake Angle in Machining: Machinists’ Guide to Perfect Cuts
• What Steps Are Taken To Minimize Waste In CNC Machining Processes?
• How EDM Wire Cutting Works: Complete Guide to Precision CNC Wire Cutting
Keep Learning
Types of Rivets: Applications, Materials and Selection Guide
Key Takeaways The main types of rivets include solid, blind, semi-tubular, tubular, drive, and split rivets. Each type is selected according to installation access, material compatibility, and joint requirements. Rivet types and identification on drawings use standard callouts covering head style, material, diameter, and grip length. Different kinds of rivets require different installation methods. Some need access to both sides, others install from one side only. Rivet material must be compatible wit......
Spotface vs Counterbore: Differences, Applications & Selection Guide
Quick Comparison Between Spotface and Counterbore Spotfaces and counterbores are both machined features around holes. A spotface creates a flat seating surface for bolts or washers, while a counterbore creates a recessed cavity that allows screw heads to sit flush or below the surface. The table below provides a simple comparison of spotface and counterbore features. Feature Spotface Counterbore Primary purpose Creates a flat seating surface Creates a flat recess for a fastener head Machining depth Sh......
CNC Workholding: Methods, Best Practices, and Engineering Decisions
CNC workholding refers to the methods used to position and secure a part during machining. It directly affects part dimensions, alignment, and surface finish. In practice, machining errors are rarely caused by the toolpath alone. More often, they originate from poor part positioning, uneven clamping, or material deformation under cutting forces. For operations requiring tight tolerances, like ±0.01 mm, a stable and properly designed workholding setup is just as important as the machine’s spindle accur......
Slip Fit Tolerances: Clearance Control and Assembly Accuracy
Key Takeaways About Slip Fit A slip fit provides controlled positive clearance between a shaft and bore, allowing free assembly without force while limiting excessive play. Typical slip fit clearance ranges from approximately 0.010–0.075 mm on common shaft diameters, though the correct value depends on diameter, application requirements, material behavior, and tolerance system selection. ISO fit classes H7/g6 and H8/f7 are widely used standard references for slip fit applications in CNC machining. Sli......
Countersink Holes: Uses, Symbols, and Drawing Callouts
(AI generated) Flat-head screw sitting flush inside a precision machined countersink hole You’ll see a countersink hole on almost every mechanical drawing that uses flat-head screws. It looks simple, but it rarely behaves that way in production. Small mistakes here show up later as poor fit, loose fasteners, or parts that don’t sit flush. If you’re working with features like a countersink hole, small details decide whether your part assembles cleanly or causes problems later. At JLCCNC, we machine pre......
What Is a Chamfer? A Practical Guide for Machining and Design
In CNC machining and mechanical design, small edge details can have a significant impact on part quality, safety, and manufacturability. A chamfer is one such feature. While it may appear simple, chamfer design directly affects how a part is machined, assembled, and used. Chamfers are widely applied to remove sharp edges, ease assembly, and improve overall part reliability. Engineers use chamfers to improve tool access, accommodate minor misalignment during assembly, and extend part service life. Cham......