CNC Automation: Systems, Software, and Manufacturing Solutions Explained
22 min
- What Is CNC Automation in Modern Manufacturing
- Manual Machining vs Automated CNC Production
- CNC Automation System: Core Components and Structure
- CNC Automation Software and Digital Manufacturing Control
- CNC Automation System Architecture
- CNC Automation Cell Setup and Workflow
- CNC Automation ROI and Productivity Gains
- CNC Milling Automation: Improving Precision and Productivity
- CNC Turning Automation: Efficient Shaft and Round Part Production
- Choosing the Right CNC Automation Setup for Your Production
- FAQ About CNC Automation
Key Takeaways
• CNC automation combines machine tools, software, and material handling into a system that reduces direct labor per part and improves process consistency.
• The core components are the CNC machine, the control software, and whatever handles part movement, robot, conveyor, pallet system, or some combination.
• Automation doesn't eliminate the need for skilled engineers and machinists. It shifts where their time goes, from operating machines to programming, setting up, and maintaining systems.
• The return on automation investment depends heavily on part volume, geometry consistency, and how well the process was controlled before automation was added.

(AI generated) robotic arm loading a precision machined aluminum component
There's a version of CNC automation that looks impressive in trade show videos, robots loading parts, conveyors moving between stations, lights-out machining running overnight with nobody watching.
Then there's the version most manufacturers actually deal with: figuring out which parts of the process are worth automating, what it actually costs, and whether the throughput gain justifies the integration headache.
This guide covers how CNC automation works in practice, not just in principle. What the systems look like, what the software does, where the real efficiency gains come from, and where the limits are.
Read about more new trends in CNC machining here!
What Is CNC Automation in Modern Manufacturing
CNC Automation Definition
CNC automation is the use of programmable control systems, software, and integrated material handling to run CNC machining operations with reduced need for manual intervention between cycles.
The key word is between. Even in highly automated cells, skilled people set up, program, and maintain the system.
What automation removes is the operator standing at the machine loading parts, pressing cycle start, and unloading, the repetitive manual steps that don't add value and scale poorly with volume.
How CNC Automation Works in a Production Cell
A production cell is where automation becomes concrete.
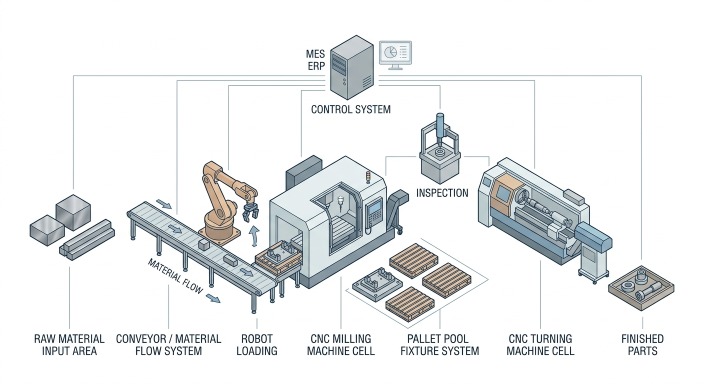
A CNC automation cell typically combines four elements: a machine tool for cutting, a robot or gantry for loading and unloading, a fixture or pallet system for repeatable positioning, and a conveyor or storage system for managing raw stock and finished parts.
The machine tool is the one component most people already understand. The robot is what changes the economics. A 6-axis robot arm with a gripper can load a 2kg aluminum part into a vise, close the door, and unload the finished part in 15-20 seconds every cycle. Over a 10-hour shift, that's direct labor time that doesn't appear on the timesheet.
The fixture is the part that doesn't get enough attention. A machinist can notice if a part sits slightly crooked in a vise and fix it manually. A robot cannot. If the fixture positions the part incorrectly by even a small amount, the robot will keep loading every single part the same wrong way all night long, producing scrap continuously. At JLCCNC, fixture design is treated as part of the automation engineering process, not an afterthought bolted onto an existing manual setup.

Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
Conveyor and pallet systems connect the cell to the broader production flow. They keep parts moving through production without stopping the machine constantly for setup changes or manual loading. Operators can prepare the next batch while the current batch is still machining, which keeps spindle runtime higher and reduces idle machine time. .
The result, unattended machining, means the machine runs during breaks, shift changes, and overnight without a dedicated operator present only when process stability, tool monitoring, and fault handling are mature enough. For high-mix low-volume work this is harder to justify. For medium to high volume repeat parts, it changes the cost per part calculation significantly. Lights-out operation is possible only when tool life, probing, part supply, and alarm handling are stable enough for unattended runtime. In practice, it is most effective on repeat parts with controlled processes rather than highly variable job-shop work.
Manual Machining vs Automated CNC Production
| Factor | Manual / Semi-Manual Machining | Automated CNC Production |
|---|---|---|
| Best For | Prototypes, custom parts, low-volume jobs | Medium to high-volume repeat production |
| Flexibility | Very high, easy to adjust during machining | Lower, optimized for stable repeat geometry |
| Setup Changes | Faster for one-off parts | Slower initial setup but efficient afterward |
| Production Consistency | Depends heavily on operator skill and fatigue | Highly repeatable across long production runs |
| Labor Requirement | Continuous operator involvement | Minimal operator intervention once running |
| Tool Management | Manual monitoring and replacement | Automated tool changes at programmed intervals |
| Part-to-Part Variation | Slight variation increases over long runs | Very consistent from first part to last |
| Fixturing Requirements | More forgiving because operators compensate manually | Requires highly repeatable fixture positioning |
| Cost Efficiency | Better for short runs | Better for large production quantities |
| Machine Utilization | More idle time during loading and setups | Higher spindle uptime with robotic loading |
| Inspection Approach | Operator-driven checks | Integrated probing and automated inspection possible |
| Main Weakness | Fatigue, inconsistency, slower throughput | Higher setup cost and less flexibility |
| Ideal Use Case | R&D, repair work, evolving part designs | Stable production parts with repeat demand |
CNC Automation System: Core Components and Structure
(AI generated) integrated CNC automation system
The individual parts of the automation system may all work correctly by themselves, but the entire production setup may fail because those parts do not communicate properly together.
Understanding what each component does and how they connect is what separates an automation project that delivers ROI from one that creates expensive complexity.
CNC Machines in the System
The machine tool is the foundation but not the differentiator.
A horizontal machining center, a 5-axis mill-turn, a dedicated turning cell, the machine choice follows from part geometry and tolerance requirements, not from the automation architecture. What matters for automation is how the machine interfaces with everything around it.
Machines in automated cells need several things that standalone machines don't require: reliable door automation (servo doors rather than manual), in-process gauging capability so the cell can detect dimensional drift without human intervention, tool breakage detection so a broken tap doesn't produce 50 bad parts before the next inspection, and network connectivity so the control system can talk to MES and monitoring software.
Material Handling and Robotics
The robot or gantry is what makes unattended machining possible. Many 6-axis collaborative robots used in CNC tending are suitable for small to medium parts, though practical payload depends on reach, gripper weight, part geometry, and required cycle time.
The gripper design is as important as the robot itself, a gripper that can't locate the part consistently within 0.05mm makes the robot's repeatability (typically ±0.02-0.05mm on modern cobots) irrelevant. Robot repeatability supports reliable loading, but final machining accuracy still depends primarily on fixture design, machine condition, probing strategy, and process control.
Pallet pool systems are the alternative to robots for prismatic parts. Multiple pallets pre-loaded with fixtures let operators set up the next batch while the machine runs the current one. Spindle utilization on pallet systems in volume production can exceeds 85%, most manual cells often range from 40-60%. That gap is where the economics of automation live.
Conveyors handle finished part removal and raw stock delivery. Simple gravity conveyors work for parts that can tumble. Precision parts need controlled placement, belt conveyors with nests, or direct robot transfer to inspection or cleaning stations downstream.
Control System Integration
The CNC controller, robot controller, and peripheral systems need to communicate reliably or the cell stops. Most modern cells rely on industrial communication interfaces and data standards such as OPC UA, MTConnect, and machine-specific APIs such as FANUC FOCAS.
The cell controller sits above the individual machine and robot controllers and coordinates sequencing. When the machine signals "cycle complete," the cell controller triggers the robot to open the door, unload the finished part, load the next blank, and restart the cycle. That handshake logic is where most integration problems appear in commissioning, timing issues, signal conflicts, and edge cases that didn't show up in simulation.
CNC Automation Software and Digital Manufacturing Control

(AI generated) CNC automation software workstation
Hardware runs the cell. Software determines whether it runs intelligently or just runs.
CAM Integration with Automation Systems
CAM software generates the toolpaths, but in an automated cell it does more than that. Modern CAM systems integrated with automation generate not just the machining program but the setup sheets, fixture offsets, tool lists, and part program transfers that the cell needs to switch from one part to another without manual intervention.
Feature-based machining in CAM, where the software recognizes hole patterns, pockets, and surfaces and applies predefined strategies automatically, reduces programming time on repeat part families from hours to minutes. In a high-mix environment where the cell runs 30 different part numbers a week, that programming efficiency is as important as the machining efficiency.
Simulation within CAM catches collisions and travel limit violations before they happen on the machine. In a manual cell a collision means a damaged part and a reset. In an automated cell running overnight it can mean a damaged robot, a damaged spindle, and a production stoppage that costs multiples of whatever the simulation license costs.
MES and Production Tracking Systems
Manufacturing Execution Systems are where automation stops being a machine investment and becomes a production intelligence investment. An MES sits between the shop floor and the business systems, ERP, scheduling, quality, collecting real-time data from machines and feeding it upward.
In practical terms, an MES tracks which program ran on which machine, how long each cycle took versus standard, how many parts were produced versus planned, and which operator or setup was active when a quality issue occurred. Without MES, that information exists only in operator memory and paper travelers. With it, the data is searchable, reportable, and actionable.
OEE, Overall Equipment Effectiveness, is the metric MES makes visible. OEE combines availability (machine running versus down), performance (actual cycle time versus standard), and quality (good parts versus total parts). World-class OEE in CNC machining is considered 85%+. Most shops running without MES don't actually know their OEE. Most shops that measure it discover it's lower than they assumed, usually 50-65%, and the data tells them exactly why.
Tool Life Management Systems
Tool breakage and wear are the most common causes of unplanned stops in automated cells. A broken end mill that goes undetected produces scrap. A worn insert that nobody catches produces dimensional drift across a production run.
Tool life management systems track cuts per edge, material removed, and cutting time against preset limits, then trigger automatic tool changes before failure rather than after. In-process gauging adds a feedback loop, if a bore is trending toward the upper control limit, the system adjusts offsets or flags a tool change early rather than waiting for the programmed interval.
Machine Monitoring and Predictive Maintenance
Traditional maintenance is either reactive, fix it after it breaks, or scheduled, service it every X hours regardless of actual condition. Both are inefficient. Reactive maintenance causes unplanned downtime at the worst possible time. Scheduled maintenance services components that don't need it and misses ones that do.
Condition monitoring changes this. Vibration sensors on spindle bearings detect the frequency signatures of bearing wear weeks before failure. Spindle load monitoring identifies dull tools and incorrect offsets in real time. Thermal sensors track heat buildup in feed drives that precedes lead screw wear.
The data these sensors generate is only useful if something acts on it. Modern machine monitoring platforms, Siemens Analyze MyMachine, FANUC MT-LINKi, third-party platforms like Scytec or MachineMetrics, aggregate sensor data, apply statistical process control limits, and generate maintenance alerts before condition becomes failure. The ROI on predictive maintenance is straightforward: one avoided spindle rebuild typically pays for a monitoring system several times over.
The real challenge is not just connecting systems, but ensuring that production data is accurate, traceable, and trustworthy across machines, MES, and ERP.
CNC Automation System Architecture
(AI generated) automated CNC machining cell
Each component works independently. The value comes from making them work together.
Here's what that looks like in a real production cell:
Pallet Pool and Fixture Systems
Material flow should be designed for repeatability and visibility, with first-in-first-out movement and minimal backtracking. Depending on part type, this may involve conveyors, bar feeders, pallet transfer, or direct robotic handoff between operations.
Conveyor and Material Flow Systems
Simple gravity roller conveyors work for parts that can handle contact with each other, raw steel blocks, roughed castings, parts going to bulk cleaning. For precision finished parts, gravity conveyors cause damage. Those need belt conveyors with individual nests or trays, or direct robot transfer to a controlled placement location.
In CNC turning automation, bar feeders are the conveyor equivalent for shaft and turned parts. A magazine bar feeder holds 30-60 minutes of bar stock and feeds it automatically into the turning center, letting the machine run a full bar without intervention. A bar feeder is often one of the simplest and highest-ROI automation investments for turning operations. In many multi-shift applications, payback can be achieved in under 12 months.
For cells running multiple machine tools, automated guided vehicles or rail-guided carts move pallets and part trays between stations. This is where CNC automation solutions start looking like the trade show videos, but the underlying principle is straightforward: reduce the time parts spend waiting between operations, and reduce the labor involved in moving them.
The design principle for material flow in any CNC automation system is first-in-first-out with no dead ends. Parts should move through the cell in one direction, in one side, out the other, without backtracking, accumulating, or requiring someone to figure out where something is. Complex flow paths with bidirectional movement and accumulation points create confusion, collision risk, and the kind of operational chaos that makes operators bypass the automation and go back to manual.
CNC Automation Cell Setup and Workflow
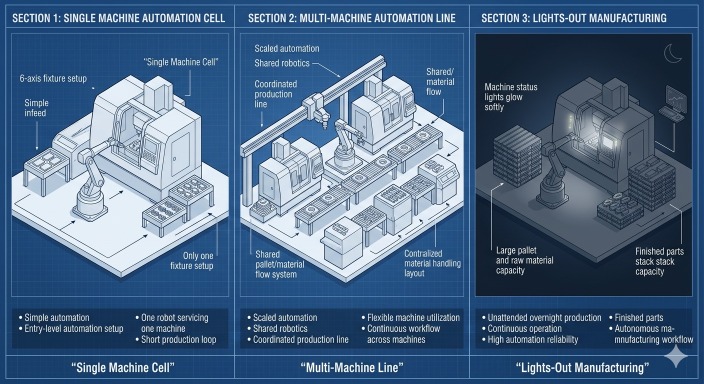
(AI generated) diagram illustrating different CNC automation cell setups
For many manufacturers, automation starts with a single-machine cell because it offers the lowest-risk way to validate robotic loading on a repeatable part family.
Multi-Machine Automation Line
Scaling beyond one machine introduces a different set of engineering problems. A multi-machine CNC automation line connects several machining centers or turning centers through a common material handling system, robot on a linear track, overhead gantry, or AGV, with a central cell controller coordinating work distribution across machines.
The benefit is flexibility and redundancy. If one machine goes down for maintenance, the cell controller redistributes work to remaining machines rather than stopping the line. If demand increases, a third machine can be added to the line without redesigning the material handling architecture.
The engineering challenge is sequencing. Parts moving through multiple operations need to arrive at the right machine in the right order without accumulating at bottlenecks. Balancing cycle times across machines, so no single operation becomes the constraint that starves or floods adjacent stations, requires process planning before the line is built, not after.
Batch Production Automation Flow
Batch automation flow works in a sequence:
Job release from MES triggers program transfer to the machine controller, fixture and tooling confirmed loaded, first article run and inspected, production batch runs unattended, finished parts transferred to inspection or next operation, cell changeover to next batch.
Smaller batches run more frequently require faster changeover, which is where zero-point pallet systems and offline setup pay back most clearly. Larger batches run less frequently tolerate longer changeover but need more infeed capacity.
Matching batch size to automation capability rather than forcing the automation to handle whatever batch size the scheduler sends is a systems decision that affects efficiency more than most equipment choices.
CNC Automation ROI and Productivity Gains
ROI from CNC automation isn't one number, it's several improvements happening simultaneously, each with its own measurement and payback timeline.
Spindle Utilization Improvement
Spindle utilization is the most direct measure of what automation buys. A manually operated CNC machine running one shift typically achieves 40-55% spindle utilization, the rest is setup, loading, unloading, breaks, and waiting. The spindle cuts metal for less than half the time the machine is nominally available.
A properly integrated CNC automation system pushes that to 75-90%. On a machine with $150/hour variable operating cost, moving from 50% to 85% utilization across a single shift recovers 2.8 hours of productive time per day.
Over 250 working days, that's 700 hours of additional capacity per machine per year without buying another machine.
Labor Cost Reduction
The labor saving from CNC automation is real but needs to be framed correctly. Automation doesn't eliminate skilled labor, it reduces the ratio of direct labor to machine capacity. One skilled operator monitoring three automated cells produces more output than three operators each running one manual machine.
Direct labor cost per part is the metric that matters. If a manual cell produces 40 parts per shift with one operator at $35/hour fully loaded, labor cost per part is $0.875. The same machine automated producing 80 parts per shift with 0.3 operator equivalent, monitoring, setup, maintenance, drives that to under $0.20 per part. The operator still exists. Their labor is spread across more parts.
Cycle Time Reduction
CNC automation doesn't directly reduce cutting time, the spindle runs at the same feeds and speeds regardless of who loaded the part. What it reduces is the time between cycles.
Manual loading and unloading of a medium-complexity part typically runs 45-90 seconds of non-cutting time per cycle. Robot loading runs 15-25 seconds. On a part with a 3-minute cutting cycle, that's the difference between a 4.5-minute total cycle and a 3.4-minute total cycle, a 25% throughput increase without changing a single line of the machining program.
Pallet systems reduce changeover time more dramatically. A manual setup on a new fixture might run 30-60 minutes. A pallet change on a zero-point system with pre-probed offsets runs under 5 minutes. On a cell running 8 batches per shift, recovering 25 minutes per changeover adds over 3 hours of cutting time per shift.
Error Rate Reduction
Human error in manual CNC operation introduces quality problems that are difficult to track and expensive to find downstream. Wrong program loaded, part loaded in wrong orientation, fixture not fully seated, tool offset not updated after a change, these errors happen in every manual cell at some frequency, and they produce scrap at varying rates depending on how quickly inspection catches them.
CNC automation systems reduce error rate through enforcement rather than discipline. The cell controller verifies the correct program is loaded for the pallet ID. The robot loads parts in a defined orientation because the gripper and infeed nest only allow one orientation. In-process probing catches a poorly seated fixture before the first cut rather than after the part is finished. Tool life management flags a worn insert before it produces out-of-tolerance parts.
The result is measurable. Scrap rates on automated production runs many shops report 60-80% lower than equivalent manual production on the same part in real documented case studies across the industry. First-pass yield improvements of 15-25 percentage points, depending on part mix and process stability.
CNC Automation Challenges and Limitations
| Challenge | How It Affects CNC Automation Systems | Real Manufacturing Impact | Typical Cost or Production Issue | Common CNC Automation Solutions |
|---|---|---|---|---|
| High Setup Cost and Investment | Automated CNC cells require robots, sensors, conveyors, probing systems, and cnc automation software integration | Small shops may struggle to justify automation for low production volumes | Full cnc automation system installations can range from tens of thousands to several hundred thousand dollars | Start with semi-automated cnc milling automation or pallet systems before full robotic integration |
| Programming Complexity | CNC automation relies on synchronized machine logic, robot motion paths, probing cycles, and error handling | Poor programming can stop the entire production cell instead of a single machine | Longer commissioning time and higher engineering labor costs | Use simulation-based cnc automation software and standardized machining templates |
| Fixture Standardization Requirements | Automated loading systems depend on consistent part positioning and repeatable clamping | Variable fixturing reduces robot reliability and machining repeatability | Custom fixtures increase tooling and setup expense | Use modular zero-point fixtures and standardized workholding systems |
| Part Variability Constraints | CNC automation performs best on repeatable part families with stable geometry | Frequent design changes reduce automation efficiency | High-mix low-volume production often loses the time advantage of automation | Combine flexible robotic cells with adaptive cnc automation solutions |
| Tool Wear Monitoring | Automation can continue running even when tools begin drifting out of tolerance | Unattended machining increases scrap risk if wear goes unnoticed | Material waste and unexpected downtime | Add automatic tool monitoring and in-process probing |
| Maintenance and Downtime | Robots, sensors, conveyors, and CNC machines all require synchronized maintenance | One failed component can stop the entire automated line | Expensive downtime during production runs | Preventive maintenance schedules and remote monitoring systems |
| Integration Between Machines and Software | Older CNC machines may not communicate properly with modern cnc automation software | Data transfer and machine coordination become unreliable | Additional retrofit costs | Use industrial communication protocols and compatible controllers |
| Operator Skill Requirements | Automation reduces manual labor but increases technical troubleshooting needs | Shops need fewer operators but more skilled technicians | Training and hiring costs increase | Cross-train machinists in robotics and cnc automation systems |
| Limited Flexibility for Prototype Work | Fully automated cells are optimized for repeat production rather than one-off machining | Prototype jobs may take longer to automate than to machine manually | Reduced efficiency for short-run jobs | Use hybrid manual-automation workflows |
| Safety and Compliance Requirements | Automated robotic systems require guarding, sensors, and safety interlocks | More complex shop floor layout and compliance planning | Higher installation costs | Integrated safety systems and collaborative robot setups |
CNC Milling Automation: Improving Precision and Productivity
| Category | How Milling Automation Works | Benefits for Precision Parts | Common Industrial Use Cases |
|---|---|---|---|
| CNC Milling Automation | Uses robotic loading, pallet changers, automatic tool management, and cnc automation software to coordinate machining and inspection systems | Improves repeatability, reduces setup variation, stabilizes tool paths, and supports tighter dimensional control during long production runs | Aerospace brackets, medical components, aluminum housings, tooling plates, and multi-face precision machined parts |
CNC Turning Automation: Efficient Shaft and Round Part Production
| Category | CNC Turning Automation |
|---|---|
| How It Works | Uses bar feeders, robotic unloading, automatic tool changers, and cnc automation systems for continuous round-part production |
| Main Advantage | Easier to automate than milling because cylindrical parts feed and clamp more consistently |
| Precision Benefit | Improves shaft diameter consistency, concentricity, and surface finish across long production runs |
| Best For | Shafts, bushings, threaded parts, hydraulic fittings, spacers, and other rotational components |
| Difference from Milling Automation | Turning automation is usually simpler and better suited for high-volume round parts, while milling automation handles more complex geometries |
Choosing the Right CNC Automation Setup for Your Production
Production Volume Considerations
Production volume changes everything.
If you are machining a few dozen parts a week with frequent revisions, a fully automated cell may never pay for itself. Setup time alone can outweigh the cycle-time savings. Flexible cnc automation solutions usually make more sense for low-volume or mixed-part environments.
But once production becomes stable and repetitive, automation starts compounding fast.
A machine running unattended overnight can produce more parts in a week than a manually loaded machine running only during staffed hours. At higher volumes, even saving 15 seconds per cycle becomes financially meaningful surprisingly quickly.
For manufacturers moving from prototype or low-volume work toward more stable repeat production, JLCCNC also supports precision machining with production-focused engineering input, helping make parts and processes more automation-ready from the start.
Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
Milling vs Turning Selection
Milling and turning automation behave differently because the parts themselves behave differently.
CNC turning automation is usually easier to scale because shafts and round parts feed naturally through bar feeders and automated handling systems. The geometry is predictable and the setups are often simpler.
CNC milling automation tends to require more fixture planning because milled parts vary more in shape, orientation, and clamping requirements. But milling automation also creates huge productivity gains on multi-face parts where pallet changers and robotic loading eliminate repeated setups.
A shop producing mostly cylindrical parts will usually automate turning first. Shops machining complex housings or plates often see better gains from cnc milling automation instead.
System Selection Strategy
The smartest automation upgrades usually start small.
A pallet changer. A robot loader on one machine. Automated probing. Better cnc automation software tying scheduling and inspection together. Those upgrades often reveal the real production bottlenecks before a shop commits to a massive automation investment.
Because the goal is not really “having automation.”
The goal is producing more good parts with less wasted machine time, less operator downtime, and more stable process control. The shops getting the best results from cnc automation systems are usually the ones solving specific production problems instead of chasing automation just because everyone else is talking about it.
FAQ About CNC Automation
Q: What is CNC automation?
CNC automation uses robots, software, and automated systems to reduce manual machine operation during production.
Q: What is a CNC automation system?
A cnc automation system combines CNC machines with robotic loading, software control, inspection, and material handling equipment.
Q: What is CNC milling automation?
CNC milling automation uses robotic loading, pallet systems, and automated workflows to improve milling productivity and consistency.
Q: What is CNC turning automation?
CNC turning automation automates shaft and cylindrical part production using bar feeders, robotic handling, and synchronized machining cycles.
Q: Can small shops use CNC automation?
Yes, many small manufacturers use flexible or hybrid cnc automation systems without building full robotic production lines.
Q: Does CNC automation replace machinists?
Automation reduces repetitive manual tasks, but skilled machinists are still needed for programming, setup, tooling, and troubleshooting.
Popular Articles
• Cutting with Precision: A Comprehensive Guide to CNC Water Jet Technology
• CNC Coolant Explained: Types, Maintenance & Safety
• Rake Angle in Machining: Machinists’ Guide to Perfect Cuts
• What Steps Are Taken To Minimize Waste In CNC Machining Processes?
• How EDM Wire Cutting Works: Complete Guide to Precision CNC Wire Cutting
Keep Learning
Types of Rivets: Applications, Materials and Selection Guide
Key Takeaways The main types of rivets include solid, blind, semi-tubular, tubular, drive, and split rivets. Each type is selected according to installation access, material compatibility, and joint requirements. Rivet types and identification on drawings use standard callouts covering head style, material, diameter, and grip length. Different kinds of rivets require different installation methods. Some need access to both sides, others install from one side only. Rivet material must be compatible wit......
Spotface vs Counterbore: Differences, Applications & Selection Guide
Quick Comparison Between Spotface and Counterbore Spotfaces and counterbores are both machined features around holes. A spotface creates a flat seating surface for bolts or washers, while a counterbore creates a recessed cavity that allows screw heads to sit flush or below the surface. The table below provides a simple comparison of spotface and counterbore features. Feature Spotface Counterbore Primary purpose Creates a flat seating surface Creates a flat recess for a fastener head Machining depth Sh......
CNC Workholding: Methods, Best Practices, and Engineering Decisions
CNC workholding refers to the methods used to position and secure a part during machining. It directly affects part dimensions, alignment, and surface finish. In practice, machining errors are rarely caused by the toolpath alone. More often, they originate from poor part positioning, uneven clamping, or material deformation under cutting forces. For operations requiring tight tolerances, like ±0.01 mm, a stable and properly designed workholding setup is just as important as the machine’s spindle accur......
Slip Fit Tolerances: Clearance Control and Assembly Accuracy
Key Takeaways About Slip Fit A slip fit provides controlled positive clearance between a shaft and bore, allowing free assembly without force while limiting excessive play. Typical slip fit clearance ranges from approximately 0.010–0.075 mm on common shaft diameters, though the correct value depends on diameter, application requirements, material behavior, and tolerance system selection. ISO fit classes H7/g6 and H8/f7 are widely used standard references for slip fit applications in CNC machining. Sli......
Countersink Holes: Uses, Symbols, and Drawing Callouts
(AI generated) Flat-head screw sitting flush inside a precision machined countersink hole You’ll see a countersink hole on almost every mechanical drawing that uses flat-head screws. It looks simple, but it rarely behaves that way in production. Small mistakes here show up later as poor fit, loose fasteners, or parts that don’t sit flush. If you’re working with features like a countersink hole, small details decide whether your part assembles cleanly or causes problems later. At JLCCNC, we machine pre......
What Is a Chamfer? A Practical Guide for Machining and Design
In CNC machining and mechanical design, small edge details can have a significant impact on part quality, safety, and manufacturability. A chamfer is one such feature. While it may appear simple, chamfer design directly affects how a part is machined, assembled, and used. Chamfers are widely applied to remove sharp edges, ease assembly, and improve overall part reliability. Engineers use chamfers to improve tool access, accommodate minor misalignment during assembly, and extend part service life. Cham......