CNC Machining for Electronic Hardware: Design, Tolerances, and Manufacturing Considerations
16 min
- What Is CNC Machining for Electronics
- Applications of CNC Machining in Electronics
- Materials Used in CNC Machining for Electronics
- Manufacturing Challenges in CNC Machining for Electronics
- Design Guidelines for CNC Electronic Parts (DFM)
- Process Control in CNC Machining for Electronics
- Surface Finish and Functional Requirements
- Common Failure Modes in CNC Machined Electronic Parts
- What Drives Cost in CNC Machining for Electronics
- CNC Machining vs Other Manufacturing Methods in Electronics
- When CNC Machining Is the Right Choice for Electronic Parts
- CNC Machining for Electronics at JLCCNC
- FAQ About CNC Machining for Electronics

(AI-generated) CNC milling of an aluminum electronics enclosure
CNC machining plays a supporting but critical role in electronics manufacturing. While PCB fabrication creates traces, vias, and plated circuit features, CNC machining is used to produce the structural and mechanical parts that help the final device function reliably.
What Is CNC Machining for Electronics
CNC machining for electronics is the process of manufacturing high-precision mechanical parts used to support, protect, align, cool, or integrate electronic assemblies.
What Makes Electronics Machining Different from General CNC
Unlike general CNC machining, electronics applications are often defined by assembly fit, thermal performance, shielding continuity, connector alignment, and dimensional stability around sensitive components. The machined part is usually not the circuit itself, but the physical hardware that enables the electronic system to operate as a complete product.
In this context, electronic components are the precision-made physical elements that support the active assembly. Card retainers, front panels, connector alignment features, cold plates, sensor carriers, RF cavity bodies, battery supports, and test fixtures all fall into this category. These parts manage position, stiffness, heat flow, access, or electromagnetic behavior around the assembly.
Once the circuit substrate is complete, subtractive methods enter the build process to produce the high-accuracy geometry the assembled device requires. They are not used to define traces or vias. Instead, they are used to machine the structural features that hold, protect, and interface with the electronics.
Applications of CNC Machining in Electronics
CNC machining in electronics is applied where mechanical precision directly affects assembly reliability, thermal performance, or electromagnetic behavior. These parts do not carry signals, but they define how the system holds together, dissipates heat, and maintains alignment over time.
Enclosures, Housings, and Structural Frames
Machined enclosures and internal frames define the mechanical baseline of an electronic product. Panel flatness, fastener alignment, and interface consistency all depend on how accurately these parts are produced. In aluminum or steel designs, the enclosure also contributes to electromagnetic shielding continuity, especially at seams and joint interfaces. Poor flatness or misalignment here often leads to assembly stress or shielding gaps.
Heat Sinks and Thermal Management Parts
Thermal hardware is another area where CNC machining is frequently used. Heat sinks, cold plates, and baseplates rely on controlled flatness and consistent contact surfaces to transfer heat away from power devices. Fin spacing, channel geometry, and surface condition directly affect airflow and thermal resistance. In practice, performance is limited not just by material conductivity but also by how well the machined interface maintains contact under load.
Precision Mounting and Connector Interfaces
At the interface level, CNC machining supports features that control positional accuracy across assemblies. Connector openings, alignment bosses, datum faces, and mounting brackets determine whether components seat correctly without forcing or misalignment. Small positional errors here can shift load into connectors or solder joints, reducing reliability over repeated use.
Materials Used in CNC Machining for Electronics

(AI-generated) CNC materials for electronic hardware infographic
Aluminum Alloys
Aluminum alloys are commonly selected when electronic hardware needs a balance of low weight, thermal conductivity, and structural precision. In machining terms, grades such as 6061 and 6063 are favored because they cut cleanly, support threaded and thin-wall features, and allow stable control of flat contact surfaces and enclosure geometry.
In electronics, they are widely used for heat sinks, housings, frames, and other parts where heat dissipation and dimensional consistency both matter. The main constraint is that alloy choice still needs to match the function of the part, since thermal performance, rigidity, corrosion behavior, and finish requirements do not all scale the same way across aluminum grades.
Engineering Plastics for Insulation and Weight Reduction
Engineering plastics are typically used when electrical insulation, weight reduction, or dielectric separation is more important than thermal conduction. Materials such as acetal and PEEK can be machined accurately, but they behave very differently from metals under the cutter because low thermal conductivity, higher thermal expansion, and lower softening thresholds make chip evacuation, light clamping, and temperature control more critical.
In electronics, these materials are often used for insulating carriers, spacers, supports, and other components that need dimensional stability without creating unwanted conductivity paths. The main constraint is that plastics are more sensitive to heat buildup and internal stress release, so distortion risk has to be controlled during both machining and fixturing.
Copper and Specialty Materials for Conductivity
Copper and conductive copper alloys are used when electrical or thermal resistance becomes a functional limit in the design. From a machining standpoint, pure copper is difficult to cut cleanly because its softness tends to cause smearing, burr formation, and faster tool wear, which is why more machinable copper alloys are often considered when production stability matters.
In electronics, these materials are used for current-carrying hardware, thermal transfer parts, RF-related features, and other components where conductivity is directly tied to performance. The main constraint is that the material choice usually involves a trade-off, since improving machinability often means moving away from the highest-conductivity copper grades.
Manufacturing Challenges in CNC Machining for Electronics
Thin Walls and Lightweight Design Constraints
The first difficulty in CNC electronics is when mass targets force ribs, webs, and pocketed sections to be very slender. Stiffness falls, and the cutter pushes the part instead of removing stock cleanly, which leads to chatter, taper, and local thickness drift. In practical CNC design, minimum wall values around 0.8 mm for metals and 1.5 mm for plastics are common starting points. Thinner sections are usually treated as case-specific because accuracy drops as structural rigidity decreases.
Tight Tolerance Requirements for Assembly Fit
At this stage, assembly fit becomes critical. Port locations, dowel bores, boss spacing, and fastener patterns must land within a very small positional window so that stacked hardware closes without preload, skew, or insertion damage. This is why electronics machining depends on datum control, staged finishing, and secondary hole-sizing operations. General machining tolerances are often around ±0.005 in for non-critical features, while tighter limits are applied to datum and interface features. When hole size and fit become more demanding, reaming or precision boring is typically used to achieve tighter diameter control.
Heat Sensitivity and Material Stability
During machining, the workpiece does not remain mechanically stable. Frictional energy, clamp load, and tool pressure can introduce temporary strain or locked-in stress. In polymers, that can trigger spring-back, creep, or post-machining movement. Heat buildup is a recurring risk when machining plastics, and both cutting-induced stress and fixturing load can pull a part out of spec if chip removal, cooling, feed rate, and workholding are not controlled carefully.
Design Guidelines for CNC Electronic Parts (DFM)
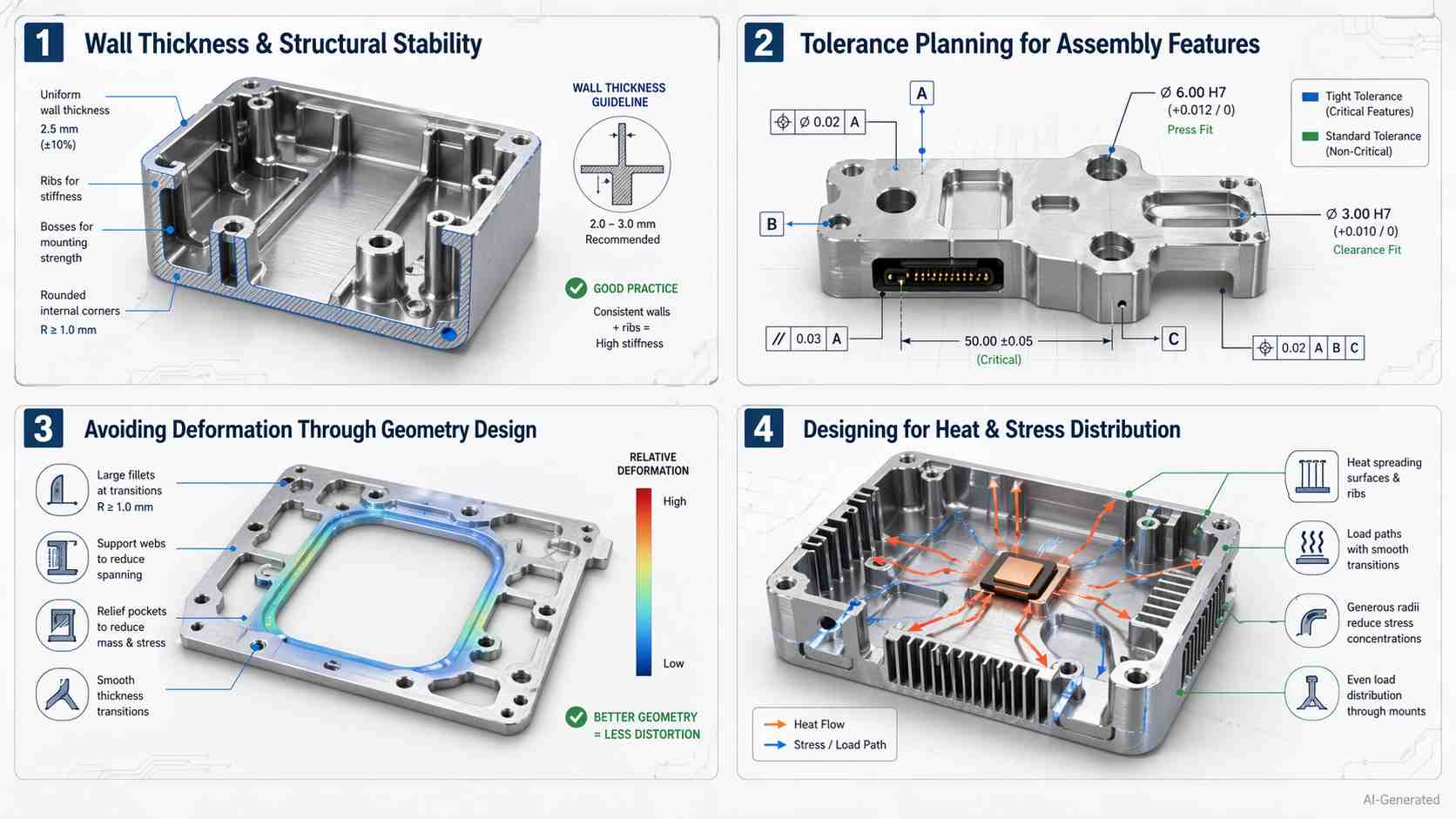
(AI-generated) DFM guidelines for CNC electronic parts infographic
Wall Thickness and Structural Stability
For custom electronic parts, section size should be treated as a stiffness problem rather than a styling choice. Unsupported walls need enough material to resist cutter load, while abrupt thickness changes and oversized pockets can leave the remaining structure too compliant to machine accurately. In thin-wall machining, stiffness loss often appears quickly as chatter, taper, or local dimensional drift. As a practical starting point, wall thickness is often kept above 0.8 mm for metals and 1.5 mm for plastics, although thicker sections are generally preferred when dimensional stability is critical.
Geometry Design for Stress & Heat Distribution
Geometry should support both the machining process and the final function of the part. Sharp internal corners are better replaced with generous fillets, deep internal features should be limited where possible, and pocket geometry should stay within proportions that preserve tool rigidity and part stability. A practical rule is to size the vertical corner radius at roughly one-third of cavity depth, since small-diameter tools lose rigidity quickly as reach increases. In the finished part, smooth transitions and larger radii along load paths also help distribute stress and heat more evenly, reducing the risk of distortion during machining and cracking in service.
Process Control in CNC Machining for Electronics
Tool Deflection on Thin Features
In CNC electronics, repeatability fails at the cutter before it fails at the machine. Narrow fins, long slots, and slender details amplify radial load, and the tool is now a cantilever whose bending error grows rapidly with reach. That is why the shortest possible overhang is preferred. Tool deflection increases rapidly with reach, so a feature can be measured differently between roughing and finishing passes even when the programmed path does not change.
Fixturing Stability and Part Movement
Once the cutter is under control, the next threat is the part itself. In electronics machining, small contact areas, interrupted clamping paths, or poorly matched jaws let the workpiece micro-shift under load. That converts a nominally correct toolpath into positional scatter across bores, faces, and alignment references. In practice, the issue comes down to overall system rigidity across the workpiece, workholding, tool, and machine. If the part shifts during cutting, both tolerance control and surface quality deteriorate immediately.
Thermal Effects During Machining
After mechanics comes temperature. Spindle heat, axis drive heating, and localized cutting energy can all change the relative position between the tool centerline and datum over the course of a run. The first part and the fiftieth part are not in the same thermal state. Furthermore, heat build-up in drive components can generate measurable linearity error over repeated machining cycles. Thermal stabilization before accuracy-critical cutting helps reduce this drift.
Surface Finish and Functional Requirements
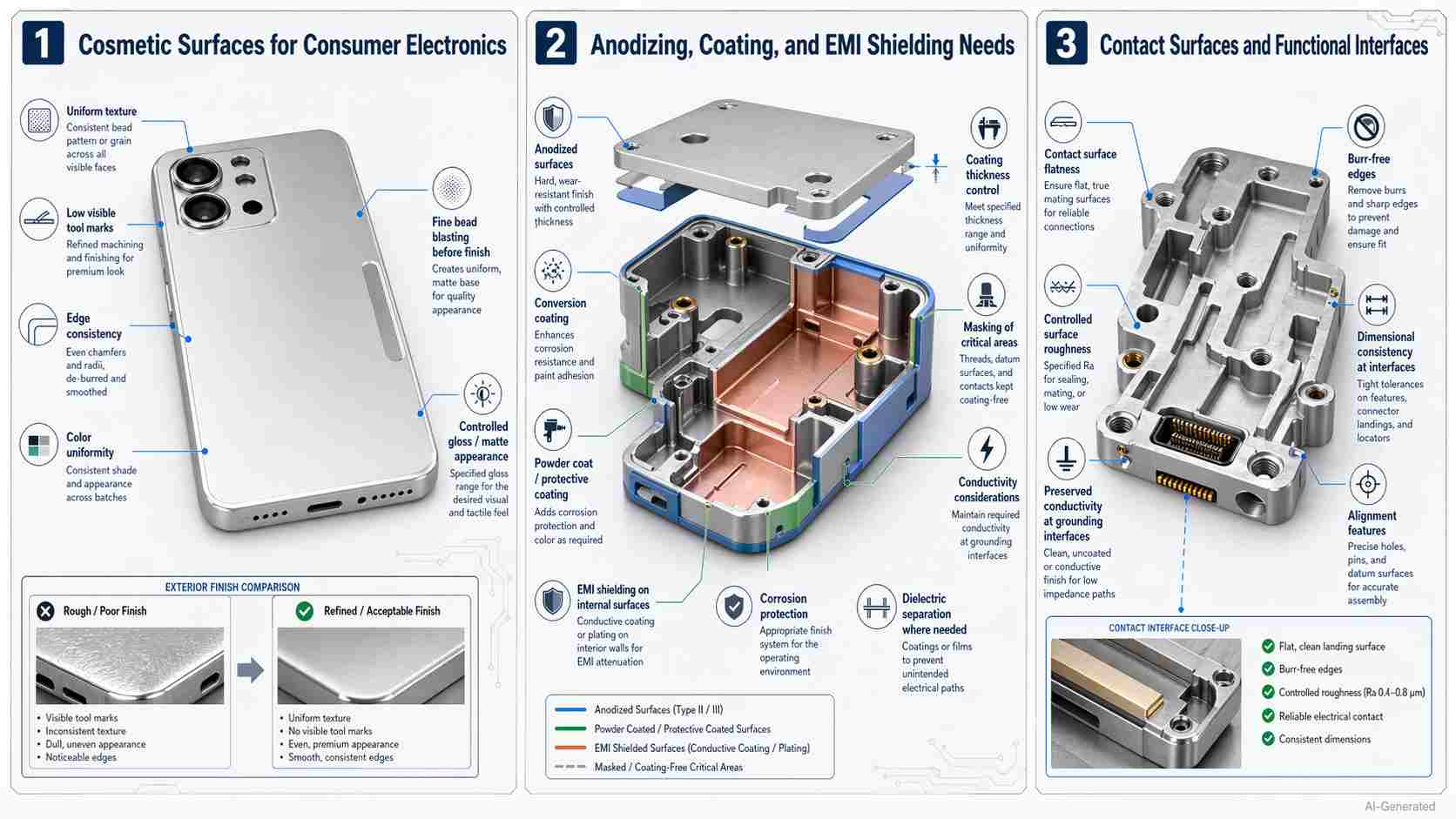
(AI-generated) Surface finish requirements for CNC electronics
Cosmetic Surfaces for Consumer Electronics
On visible faces, CNC electronics parts are judged by visual uniformity. Texture consistency, edge crispness, color response after post-processing, and the absence of directional patterning under changing light. So the finish callout is an industrial-design control as much as a manufacturing one. Post-processing is selected not only to improve roughness, but also to tune appearance, durability, and wear behavior. This is why bead blasting, polishing, and decorative anodizing are specified differently on visible surfaces than on hidden internal areas.
Anodizing, Coating, and EMI Shielding Needs
Electromagnetic compatibility requirements shift surface finishing from decorative to functional. Anodizing creates a protective oxide film for corrosion resistance but also provides electrical insulation. For enclosure projects, the choice of anodizing or conductive finishing has to be made alongside the EMI shielding strategy, not after it. Meanwhile, designers have to mask bond points or add conductive treatments for shielding continuity. MIL-A-8625 covers anodic coatings for non-architectural aluminum applications.
Conductive elastomers can be applied at enclosure joints where shielding performance and environmental sealing both matter in compact hardware. This makes coating selection and seam design part of the electrical strategy, not just the cosmetic specification.
Contact Surfaces and Functional Interfaces
At true interface zones, electronics machining has to support finishes that preserve stable conduction over life. The plated mating area (not the bulk substrate) is what determines insertion durability, oxidation resistance, and contact-resistance behavior. Selective gold-over-tin approaches are common because gold is reserved for the actual mating region, while tin remains on the solderable tail. When repeated mating cycles and stable electrical performance matter, the plating strategy at the contact interface becomes critical.
Common Failure Modes in CNC Machined Electronic Parts
Misalignment in Connector and Interface Features
Even when individual features are within tolerance, positional error accumulates across multiple datums.
Connector faces may not sit square, causing insertion force to transfer into pins or solder joints instead of the housing.
This typically originates from:
- Datum shift between setups
- Inadequate hole finishing (drilling instead of reaming)
- Fixturing instability during secondary operations
Deformation of Thin-Walled Structures
Thin enclosures, covers, and pocketed frames may appear dimensionally correct immediately after machining but distort after unclamping or during assembly.
Common triggers:
- Uneven clamping pressure on large flat areas
- Residual stress release during finishing passes
- Thermal expansion during cutting, followed by contraction
Result:
- Loss of flatness
- Poor sealing contact
- Assembly misfit
Surface Damage Affecting Thermal or Electrical Performance
Surface condition directly impacts function in electronics hardware.
Typical issues include:
- Poor contact flatness in heat sinks → increased thermal resistance
- Oxidized or rough conductive surfaces → unstable grounding or shielding
- Burrs or edge deformation → interference at mating interfaces
These are often linked to:
- Inadequate finishing strategy
- Incorrect toolpath for final passes
- Lack of post-processing control (deburring, polishing, coating prep)
Dimensional Drift Due to Thermal Instability
Parts produced early and late in the same batch may not match.
Causes:
- Machine thermal growth over time
- Heat accumulation in long cycle operations
- Material sensitivity (especially plastics and thin aluminum parts)
Impact:
- Batch inconsistency
- Increased inspection rejection
- Assembly variability
What Drives Cost in CNC Machining for Electronics
Complex Geometry and Machining Time
In CNC machining for electronics, cost increases with geometry. Undercuts, narrow reliefs, compound surfaces, and shapes with no natural clamping faces demand advanced toolpaths, setups, soft jaws, and full 5-axis access. Manufacturing effort rises before tolerance.
Tight Tolerances and Inspection Requirements
The pricing model changes from metal removal to controlled verification when the drawing exceeds shop capability. Tighter callouts demand slower machining, dedicated holding methods, special measurement tools, and longer inspection cycles. In many cases, tighter requirements can more than double cost through added fixturing, longer cycle time, higher scrap exposure, and extended inspection effort. Inspection throughput itself also has a direct effect on cost per part.
Material Selection and Scrap Risk
Material choice makes electronics CNC machining risk-sensitive rather than rate-sensitive, affecting cost. Stronger or less machinable alloys need higher cutting forces, generate more edge heat, wear tools faster, and special tooling or reduced parameters. This increases the chance that an otherwise acceptable process will drift into rework or reject territory during early production.
CNC Machining vs Other Manufacturing Methods in Electronics
CNC machining, injection molding, die casting, and sheet metal fabrication differ mainly in how they trade off tooling investment, unit cost, and geometric freedom. The comparison below focuses on typical electronics hardware use cases rather than general manufacturing theory.
| Method | Best fit in electronics | Cost profile | What it does well | Main trade-off |
|---|---|---|---|---|
| CNC machining | Early validation builds, specialized replacement hardware, and metal or polymer parts that need fast iteration. | Low dedicated tooling and parts available in as fast as 1 day, but unit cost does not fall with volume. Sheet metal or molding may become cheaper. | Broad material access and geometric freedom from solid stock. The most adaptable option when the design is still moving. | You pay for every minute of spindle time and every gram removed. It may not be the best answer for mature high-run parts. |
| Injection molding | High-run plastic covers, handheld shells, button carriers, lens or light-pipe-adjacent parts, and finished-looking polymer components. | High mold investment up front. Then, the very low part cost at scale. Recommended from 500 units upward. Cycle times are in the 15-60 second range. | Excellent repeatability, surface presentation, and throughput once the tool is qualified. | Geometry must obey mold rules, tooling changes are expensive, and design churn hurts badly after steel is cut. |
| Die casting | Higher-volume metal bodies, thermal frames, hardware, and enclosure-like parts. That is where aluminum, zinc, or non-ferrous alloys make sense. | Die costs up front. Small-part tooling starts from $10,000. The economics improve only when volume is high enough to amortize the die. | Very good for repeatable thin-wall metal parts and complicated near-net shapes in production. | Alloy choice is restricted to lower-melting non-ferrous metals, undercuts are limited, and porosity is a process risk. |
| Sheet metal fabrication | Folded chassis, brackets, panels, covers, cabinets, and ventilated housings with lots of cutouts, louvers, and hardware insertion points. | Low setup burden and quick turnaround. Some parts are available in as fast as 3 business days. | Efficient for prismatic enclosure architecture, connector openings, vent patterns, and scalable panel-based builds. | Shape vocabulary is constrained by bend rules and formed-sheet logic. It cannot replace monolithic 3D solids or deep volumetric features. |
In electronics manufacturing, CNC machining is usually selected during early design validation or when mechanical precision dominates functional requirements. Molding and casting become more economical once geometry is stabilized and production volume increases, while sheet metal remains the most efficient option for enclosure-style architectures with simpler structural constraints.
When CNC Machining Is the Right Choice for Electronic Parts
Low-Volume or Prototype Production
CNC electronics is the right call when an electronic part is still evolving, and the program needs hardware without waiting for dedicated tooling. Subtractive production can go from CAD to metal or polymer stock and supports economically sensible one-off, pilot, and low-to-medium quantity builds. CNC is well-suited to one-off parts, low-to-medium volumes, and short-run production when quick iteration matters.
High-Precision Structural Components
The case is stronger when the part has to behave like a precision mechanical reference inside the product. E.g., carrying alignment-critical bores, flat sealing lands, or rigid load paths. Electronics machining is one of the best ways to replicate geometry in tough metals and engineering plastics. Precision performance depends on the interaction between geometry, material behavior, and tolerance requirements.
Situations Where Molding Is Not Suitable
CNC also works when molded production does not. If the design is still changing, the expected demand does not justify a mold, or the component needs a stock material or feature set that would make tool design restrictive or uneconomical. CNC avoids the need to commit to tooling before the concept is proven. Molding becomes more advantageous once the design is stable enough for dedicated production tooling to make economic sense.
CNC Machining for Electronics at JLCCNC
For electronic hardware projects that require repeatable machining and controlled tolerances, JLCCNC supports milling, turning, and wire EDM from prototype builds to production-ready parts. Upload your CAD file to get a fast quote starting from $1, with lead times as short as 3 days. Material, finish, and process selections can be configured online based on the needs of the part.

Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
FAQ About CNC Machining for Electronics
Q: What Is CNC Machining for Electronics?
It is the computer-controlled shaping of solid metal or plastic stock into the non-circuit hardware that allows an electronic product to be assembled, protected, aligned, and used in the real world.
Q: What Materials Are Common for Electronic Parts?
Common choices include aluminum alloys, engineering plastics such as ABS, acetal, nylon, and PEEK, as well as copper-based or brass-based alloys when the application requires a more specialized conductive or mechanical response.
Q: Can CNC Achieve Tight Tolerances for Electronics?
Yes. Standard CNC capability is often around ±0.005 in, while tighter control on selected features is achievable when the drawing, setup, and inspection plan are built around those requirements.
Is CNC Suitable for Mass Production of Electronic Parts?
It can scale into production for high-mix or precision-driven programs. But once quantities are very large and the design is frozen, molded or tooled methods are more economical.
Popular Articles
• CNC Machining in the Medical Industry
• CNC for Luxury Watchmaking: Achieving Sub-Micron Tolerances
• Micro CNC Machining: Techniques for Manufacturing Miniature Components
• CNC Machining vs Sheet Metal: Which is Better for Enclosures?
• Micro CNC Machining Explained: Process, Precision & How Small It Can Really Get
Keep Learning
CNC Machining for Robotics: Custom Robot Parts, Design, and Manufacturing Guide
CNC machining for robotics refers to the use of precision CNC manufacturing to produce critical robotic components such as joints, frames, and motion interfaces. These machined parts for robotics are designed to maintain tight tolerances, structural stability, and repeatable motion under load. In CNC manufacturing robotics, machining quality directly affects positioning accuracy, system stiffness, and long-term performance. (AI generated) CNC machined robot joint components You probably interact with ......
CNC Machining for Electronic Hardware: Design, Tolerances, and Manufacturing Considerations
(AI-generated) CNC milling of an aluminum electronics enclosure CNC machining plays a supporting but critical role in electronics manufacturing. While PCB fabrication creates traces, vias, and plated circuit features, CNC machining is used to produce the structural and mechanical parts that help the final device function reliably. What Is CNC Machining for Electronics CNC machining for electronics is the process of manufacturing high-precision mechanical parts used to support, protect, align, cool, or......
What Is Sheet Metal Ductwork? A Guide to HVAC and Industrial Duct Fabrication
(AI generated) Sheet metal ducts stacked in a factory Sheet metal ductwork is a system of rigid metal air channels used to distribute airflow in HVAC and industrial ventilation systems. It is commonly fabricated from galvanized steel and designed to minimize air leakage, pressure loss, and energy consumption. Go into any factory, hospital, or data center and look up. Behind the ceiling panels sits a metal network moving thousands of cubic meters of air every hour. Most people will never notice it or t......
Sheet Metal Roofing: Types, Panels, Systems & Practical Guide
What is Sheet Metal Roofing (AI generated)Metal sheet roofing Sheet metal roofing is a roofing system made from thin, formed metal sheets—typically steel, aluminum, or copper—designed to protect buildings from weather while providing durability, corrosion resistance, and long service life. It is widely used in residential, commercial, and industrial buildings due to its strength, lightweight properties, and low maintenance requirements. Most roof failures don’t happen because of the metal itself; it’s......
HVAC Sheet Metal Fabrication: Ductwork Techniques, Standards, and Best Practices
(AI generated) Worker shaping metal sheet on press brake HVAC Sheet Metal Fabrication: Key Types and When to Use Overview of Common HVAC Sheet Metal Materials HVAC sheet metal fabrication is the foundation of modern HVAC ductwork systems. From standard HVAC duct fabrication to custom HVAC sheet metal fabrication, precision in material selection and processing directly impacts airflow efficiency, leakage control, and system longevity. In HVAC sheet metal fabrication, material selection directly influen......
CNC Enclosure Design for Machining: Cost, Materials, and Production Considerations
What Is a CNC Machined Enclosure (AI generated) CNC-machined aluminum enclosure with internal cavities A CNC machined enclosure is a housing manufactured by removing material from a solid block using milling or turning operations. The process creates accurate internal cavities, threaded features, and sealing surfaces. Engineers use CNC machining when the enclosure must hold electronics, sensors, or mechanical assemblies with tight alignment requirements. Typical examples include control modules, instr......