CNC Turret Punching: How It Works, DFM Guidelines, Cost & Services
16 min
- What Is CNC Turret Punching?
- How Hit-Based Punching Affects Accuracy, Tolerances, and Flatness
- DFM Guidelines for CNC Turret Punching
- CNC Turret Punching Cost: What Affects Pricing
- Turret Punch vs Laser Cutting: Process Selection Guidelines
- Typical Applications of CNC Turret Punching
- Why JLCCNC
- FAQ: CNC Turret Punching

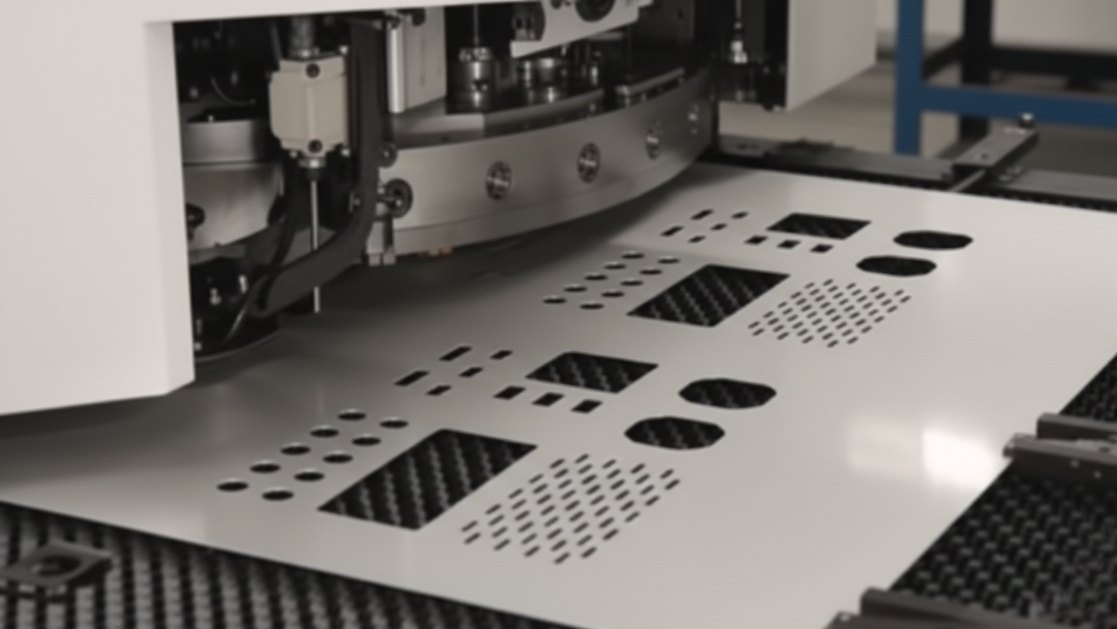
(AI generated) CNC turret punch press operating in a sheet metal fabrication workshop.
Turret punching can produce holes and formed features efficiently; however, part quality and cost depend on material selection, tooling condition, and process planning. For enclosures or panels with many repeatable features, turret punching is often faster and more cost-effective than laser cutting, provided the geometry, material, and tolerance requirements match the process capabilities.
This guide explains how CNC turret punching works, the key design-for-manufacturing (DFM) rules that govern part quality, and how to decide when turret punching is the most cost-effective process compared to laser cutting.
What Is CNC Turret Punching?
CNC turret punching is a sheet metal fabrication process that produces holes, slots, cutouts, and formed features in flat sheet using a CNC-controlled turret punch press. A turret punch is the machine platform: it uses interchangeable punch-and-die tools stored in a rotating turret, while CNC positioning and programmed hits deliver repeatable production.

(AI generated) Operator inspecting a punched sheet metal panel beside a CNC turret punch press.
What Is a Turret Punch Press?
A CNC turret punch press combines a rotating tool turret with CNC-controlled sheet positioning to produce holes, cutouts, and formed features with high repeatability. A CNC turret punch press consists of:
● A rotating turret holding dozens of punch-and-die tool sets
● A CNC-controlled ram that drives the punch
● Sheet positioning via clamps and servo-driven axes
Each hit creates a hole, slot, emboss, louver, or form in a single stroke. Complex parts are built up through thousands of precise, repeatable hits at high speed.
Materials Suitable for CNC Turret Punching
CNC turret punching works best on ductile, punch-friendly sheet metals, including:
● Mild steel
● Stainless steel (thin gauges)
● Aluminum
● Galvanized steel
Thickness capability depends on material, tonnage, and feature geometry; turret punching is most economical in thin-to-mid gauges. Most production applications fall into the thin-to-mid gauge range, where punching stays clean, and tooling life remains reasonable.
If the material is too hard or too thick, tooling wear spikes, and costs follow. Exact thickness limits vary by alloy, hardness, and press capacity; suppliers should confirm feasibility during DFM review.
Manual Turret Punch vs CNC Turret Punch

(Reddit) Manual turret punch
Manual turret punches rely on operator alignment and physical actuation. They’re slow, inconsistent, and best left to low-volume or repair work.
CNC turret punching:
● Delivers repeatable accuracy
● Runs unattended for long cycles
● Integrates forming, punching, and nibbling in one setup
● Scales efficiently for production
In most production environments, CNC turret punching is the standard due to higher repeatability, productivity, and integrated programming control.
How Hit-Based Punching Affects Accuracy, Tolerances, and Flatness
CNC turret punching builds parts one hit at a time, and each hit introduces localized force into the sheet. As those forces accumulate, they directly influence dimensional accuracy, flatness, and achievable tolerances.
(AI generated) CNC turret punch press operating in a sheet metal fabrication workshop.
Positional accuracy depends on how consistently the sheet is supported and restrained as impacts are applied. If the sheet flexes, shifts, or relieves stress unevenly during the punching sequence, dimensional drift can compound across the part.
Flatness is affected by hit order and feature density. Closely spaced features concentrate stress, increasing the risk of distortion, especially in thin materials. Multi-hit operations further amplify this effect by repeatedly loading the same region of the sheet.
For these reasons, tolerance control in turret punching is less about theoretical machine precision and more about managing how force is introduced, distributed, and absorbed throughout the punching cycle.
Tool Stations, Nibbling, and CNC Programming
Nibbling in turret punching is a technique that creates longer contours by using many small, overlapping hits instead of a single dedicated tool, which can affect edge quality, hit count, and flatness. Precision and repeatability are achieved through proper tooling and optimized CNC programming.
Control measures:
● Maintaining proper punch-to-die clearance and monitoring tool wear to keep hole quality consistent
● Planning nibbling paths to reduce edge irregularities and localized stress
● Optimizing hit sequence, sheet repositioning, and tool rotation to distribute force more evenly
● Prioritizing repeatability and dimensional stability across the production run
Turret Punching Tolerances and Dimensional Limitations
As a rule of thumb, turret punching tolerances depend on sheet thickness, material hardness, tooling wear, and part size. Typically, CNC turret punching delivers:
● Typical results are around ±0.1–0.2 mm for feature location on a thin sheet under stable fixturing and tooling conditions (actual capability depends on part size, datum strategy, and material).
● Looser tolerances on nibbled edges
● Tighter control on standard hole sizes than custom contours
Tolerances degrade when:
● Material thickness increases
● Tool wear is ignored
● Features are too close to the edges
● Excessive nibbling is used instead of proper tooling
If your design needs ultra-tight edge profiles or cosmetic perfection, punching may still work, but only with compromises elsewhere.
When properly designed and controlled, CNC turret punching is fast, consistent, and highly efficient. When process limits are ignored, issues such as distortion, burrs, or tolerance drift may not become obvious until assembly or inspection.
DFM Guidelines for CNC Turret Punching
Engineer reviewing sheet metal DFM drawings and measuring a sample part.
Turret punching rewards designs that respect force, spacing, and repetition. Ignore those realities and you’ll still get parts, but they’ll warp, drift out of tolerance, or cause tool wear that quietly drives costs up.
Below is a quick DFM checklist for turret punching. Values are general guidelines and should be validated by material, thickness, and tooling.
| Feature | Recommended rule of thumb | Why it matters |
| Min hole Ø | ≥ 1× thickness | avoid deformation/tool wear |
| Slot width | ≥ 1.5× thickness | prevent tearing |
| Edge distance | ≥ 1.5–2× thickness | reduce distortion |
| Web width | ≥ 1–2× thickness | maintain strength/prevent tearing/distortion |
| Avoid nibbling | for long cosmetic edges | reduces roughness/time |
The following punching DFM guidelines help reduce burrs, distortion, and tool wear while improving repeatability and cost efficiency.
Minimum Hole Size, Slot Width, and Material Thickness
Punching works best when the tool can fully shear the material without excessive deformation.
Practical rules that actually hold up:
● Minimum hole diameter ≈ material thickness
(1 mm sheet = don’t design holes smaller than 1 mm)
● Slots should be at least 1.5× material thickness in width
● Thin sheets (<1.2 mm) punch cleanly; thicker sheets increase burrs and tool load
Very small holes in a thick sheet don’t fail loudly. They fail slowly, through tool wear, rough edges, and inconsistent diameters across a batch.
Edge Distance, Hole Spacing, and Deformation Control
Every punch hit introduces stress. Stack those hits too close together and the sheet starts to move.
Design to keep the metal stable:
● Keep holes at least 1.5–2× material thickness from edges
● Maintain similar spacing between features to avoid uneven stress
● Avoid dense hole clusters unless flatness isn’t critical
If the sheet flexes during punching, accuracy is already gone, no amount of programming fixes that afterward.
When CNC Turret Punching Is Not Recommended
Turret punching is efficient, not magical.
It’s usually the wrong choice when:
● You need laser-clean cosmetic edges
● Features rely heavily on tight internal radii
● Parts require very thick material or extreme tolerances
● Complex contours depend entirely on nibbling
In those cases, laser cutting or secondary machining often produces better results with fewer compromises, even if the per-part cost looks higher on paper.
Designing for turret punching isn’t about limiting creativity. It’s about knowing where the process shines, and where forcing it just creates problems downstream.
CNC Turret Punching Cost: What Affects Pricing

(AI generated) Engineer reviewing turret punching cost factors with a client on the factory floor.
On paper, turret punching looks simple: load the sheet, punch the holes, move on. In reality, pricing is driven by how many decisions the machine has to make before the first part drops.
Here’s what actually moves the cost needle, and why two parts that look almost identical can quote very differently.
Tooling Count, Tool Changes, and Custom Punch Costs
Every turret punch press has a limited number of tool stations. Each station holds a specific punch and die.
What affects cost here:
● Number of unique features = more tools required
● Custom shapes may need special punches instead of standard round or rectangular tools
● Tool swaps slow production and increase setup time
A part designed with five slightly different hole sizes often costs more than one with twenty identical holes, because consistency keeps the turret efficient.
Hit Count, Nibbling Strategy, and Cycle Time
Punching cost scales with hits, not just part size.
Key drivers:
● Each punch = one machine hit
● Long contours often require nibbling (many small hits instead of one clean punch)
● Tight curves and complex cutouts dramatically increase hit count
A “simple” panel outline that relies on nibbling can take several times longer than a denser-looking part made mostly from standard punches.
Why Visually Simple Parts Can Be Expensive to Punch
This is where many designs quietly lose money.
Parts that look cheap but aren’t:
● Large flat panels with intricate cutouts
● Designs with many near-identical but not identical features
● Tight tolerances that require slower hit speeds or extra checks
The machine doesn’t care how clean the CAD looks. It cares how efficiently it can repeat motion.
Why This Is Where Experience Pays Off
This is also where most quoting mistakes happen.
At JLCCNC, turret punching costs are optimized before production:
● Engineers review hit strategy, tooling reuse, and feature grouping
● Designs are adjusted, subtly, to reduce hits without changing function
● Pricing reflects real cycle time, not inflated safety margins
That’s why customers often see a meaningful cost drop after design review, even when the part geometry stays visually the same.
If you’re working on a punched sheet metal part and want to know:
● whether turret punching is the right process,
● what’s driving your current quote?
● or how to reduce cost without compromising the design,
Getting a quick quote from JLCCNC is usually the fastest way to find out.
Turret Punch vs Laser Cutting: Process Selection Guidelines

(AI generated) Comparison of turret punching and laser cutting machines in a manufacturing facility.
Laser cutting and turret punching are not interchangeable. Selecting the wrong process can increase unit cost and lead time, especially when geometry and volume do not match the strengths of the chosen method. The key is selecting the process that matches your geometry, tolerance, and volume requirements to minimize cycle time and total cost.
This turret punch vs laser cutting comparison focuses on cost drivers, lead time, edge quality, and when each process is the better fit. Here’s the actual breakdown.
When Turret Punching Is Faster and More Cost-Effective
Turret punching shines when repetition and consistency matter more than geometric freedom.
It’s usually the better choice when:
● Parts use standard hole sizes, slots, or cutouts
● The design repeats across medium to high volumes
● Forming features like louvers, embosses, or countersinks are required
● Tight positional repeatability matters more than edge aesthetics
Because punching removes material in discrete hits, cycle times drop fast once tooling is set and features are reused efficiently.
When Laser Cutting Is the Better Choice
Laser cutting excels when complexity outweighs repetition.
It’s typically preferred when:
● Parts have complex contours or organic shapes
● Designs change frequently or are still being iterated on
● Feature sizes vary too much for standard tooling
● Burr-free edges and cosmetic finish are critical
Lasers don’t care about tool libraries, which makes them ideal for prototypes and low-volume production.
If you’re still weighing laser cutting as an alternative, it helps to understand how the process actually works and where it overlaps, or doesn’t, with punching. Our breakdown of how a laser cutter operates and our comparison of turret punching vs laser cutting explain these trade-offs in practical terms.
Typical Cost and Lead-Time Trade-Offs
| Factor | CNC Turret Punching | Laser Cutting |
| Setup Time | Higher (tooling + programming) | Low |
| Cost per Part (Volume) | Lower at medium–high volume | Higher as volume increases |
| Design Flexibility | Limited to available tooling | Very high |
| Forming Capabilities | Built-in (louvers, embosses) | Requires secondary ops |
| Lead Time (Simple Parts) | Fast after setup | Fast for one-offs |
| Best Use Case | Repetitive, standardized parts | Complex or evolving designs |
Practical Rule of Thumb
If your part repeats and uses predictable geometry, turret punching usually wins on cost.
If your part changes often or pushes geometric limits, laser cutting saves time and headaches.
And if you’re unsure? That’s often a sign the design sits in the overlap zone, where a quick process review can prevent expensive rework later.
Typical Applications of CNC Turret Punching
CNC turret punching earns its place when parts stop being experimental and start being repeatable. It’s built for consistency, speed, and scale, especially when geometry is standardized, and volumes climb.
Electrical Enclosures and Control Panels
These are the perfect use cases. You’re dealing with dense grids of identical cable glands, vents, and mounting holes that would be a waste of time on a laser. A turret press can produce these features quickly and consistently because it uses dedicated tooling rather than tracing a continuous cutting path.
What really sets punching apart here is forming. Louvers for airflow, knockouts, and embossed features can be produced directly in the same cycle. That eliminates secondary operations and keeps panels flat and predictable, which matters when doors need to seal properly or components must align without stress.
Brackets, Chassis, and Sheet Metal Housings
Structural sheet metal parts benefit from turret punching when they’re designed around repeatable geometry. Brackets with consistent hole patterns, chassis rails with slots and mounting features, and equipment housings with standardized cutouts all punch cleanly and efficiently.
Punching distortion is mechanical (hit-induced stress), while laser distortion is thermal (heat input). Flatness for either process depends on feature density, sequencing, and sheet support. Proper sequencing and support are critical for either process. That stability is critical when parts need to stack, bolt together cleanly, or maintain squareness across assemblies.
High-Volume Repetitive Sheet Metal Parts
This is where turret punching quietly dominates. Once the setup is dialed and the program is optimized, the machine just eats through material. You get into a rhythm where you're churning out thousands of identical parts with almost zero deviation. That’s where the economics actually make sense, your per-part cost bottoming out, and your schedule finally becoming predictable because the machine isn't fighting the material.
Industries producing panels, mounting plates, frames, and standardized subcomponents often rely on turret punching, not because it’s flashy, but because it just works, day after day, batch after batch.
How to Evaluate a CNC Turret Punching Supplier
Choosing a CNC turret punching supplier is less about machine brand and more about process control and DFM capability. Use the checklist below to evaluate consistency, cost risk, and lead-time reliability.
CNC Turret Punching Supplier Checklist
● DFM support: Can they flag thin webs, tight edge distances, and nibbling-related risks before production?
● Tooling capability: Number of stations, availability of forming tools, and how they manage tool wear and clearance.
● Material and thickness range: Confirm supported alloys, thickness limits, and flatness requirements.
● Quality control: How they verify hole size/position, burr control standards, and in-process inspection frequency.
● Secondary operations: Deburring, tapping, countersinking, forming, hardware insertion, and finishing coordination.
● Lead time and repeatability: Ability to hold stable results across batches, not just a single prototype.
If your part has long cosmetic edges, ask how they minimize nibbling marks (tool choice, step size, and post-processing).
Why JLCCNC
If you already have a design, a quick quote will tell you more than another comparison ever could. You’ll see whether turret punching is the right process, what’s driving cost, and where small changes could save real money.
● Engineering-reviewed quotes and DFM feedback
● Punch + secondary ops coordination
● Process planning to reduce nibbling marks and distortion risk
● Production support for repeat orders and quality documentation
Start with a fast CNC turret punching quote, and we’ll confirm DFM feasibility, lead time, and key cost drivers.
FAQ: CNC Turret Punching
What is CNC turret punching best used for?
CNC turret punching is best for sheet metal parts with repeatable features like holes, slots, and formed details. It works especially well for medium- to high-volume production where consistency, speed, and cost control matter more than complex contours.
Is CNC turret punching cheaper than laser cutting?
It can be, but only for the right parts. Turret punching is usually more cost-effective when designs reuse standard hole sizes and features across many parts. Laser cutting tends to be better for complex shapes, low volumes, or designs that change often.
What materials can be processed with CNC turret punching?
Most common sheet metals work well, including mild steel, stainless steel, aluminum, and galvanized steel. Material thickness and hardness influence tool selection and achievable tolerances.
How accurate is CNC turret punching?
Typical positional tolerances are tight enough for most mechanical assemblies, especially when parts are designed with punching in mind. Accuracy depends on material thickness, tooling condition, and how the hit strategy is programmed.
Can turret punching create formed features like louvers or embosses?
Yes. One of the biggest advantages of turret punching is inline forming. Features like louvers, knockouts, embosses, and countersinks can often be produced in the same operation without secondary processing.
Why do some simple-looking parts cost more to punch?
Cost is driven by hit count, tooling changes, and nibbling, not just part appearance. A visually simple panel with many slightly different holes or long, contoured edges can take longer to punch than a denser, more standardized design.
When should I choose a professional turret punching service?
If you need consistent quality, predictable lead times, or cost optimization at scale, professional services make sense. Experienced manufacturers can adjust tooling and programming to reduce hits, control distortion, and avoid expensive rework.
Can turret punching handle high-volume production reliably?
Yes. Once a program and tooling setup are finalized, turret punching is extremely reliable for high-volume runs, delivering uniform parts with minimal variation across batches.
Popular Articles
• 9 Sheet Metal Cutting Problems and Solutions
• Hole cutting in sheet metal: techniques, tolerances and applications
• Introduction to Sheet Metal Processing: Techniques and Tools for Precision
• Bending and Forming Technology in Sheet Metal Processing
• Laser cutting technology in sheet metal processing
Keep Learning
Ultrasonic Welding Guide: How It Works, Materials, Applications, and Benefits
Key Takeaways - Ultrasonic welding uses high-frequency mechanical vibrations to create solid-state welds without melting materials - It works exceptionally well for thermoplastics and many metals, especially dissimilar combinations - The process is fast, clean, and requires no additional adhesives or fillers - Different applications require specific frequency and power configurations - Initial equipment costs are higher, but operating costs are typically lower than alternative methods Introduction Ult......
Hot Rolled vs Cold Rolled Steel: Key Differences, Cost, and Applications
Key Takeaways • Hot rolled vs cold rolled steel comes down to processing history: hot rolled steel is shaped at high temperature, while cold rolled steel is further processed at room temperature for better surface finish and tighter tolerances. • In sheet metal applications, cold rolled steel is usually preferred for enclosures, panels, and precision parts because it offers smoother surfaces and more consistent thickness. • Hot rolled steel is typically better for structural frames, supports, and heav......
Aluminum vs Stainless Steel: Which Sheet Metal Material Is Better?
Note • Aluminum vs stainless steel is not a one-answer choice; the better material depends on weight, strength, corrosion exposure, fabrication method, and total cost. • Aluminum is much lighter, easier to machine, and often less expensive, making it a strong choice for enclosures, panels, and weight-sensitive sheet metal parts. • Stainless steel offers higher absolute strength, better stiffness, and stronger corrosion resistance in harsh environments such as marine, chemical, and food-processing appl......
Metal Mesh Sheets: Types, Sizes, Materials & Custom Fabrication Guide
What Is a Metal Mesh Sheet? (AI generated) metal mesh sheet showing precise grid structure A metal mesh sheet is a material formed by interlacing, welding, or expanding metal into a network of controlled openings. It is widely used where airflow, visibility, or weight reduction is required without sacrificing structural support. A metal mesh sheet is a sheet formed by interlacing, welding, or expanding metal into a network of openings. Those openings are controlled. Size, spacing, and pattern all affe......
Anchor Fasteners for Sheet Metal: Best Types for Concrete and Industrial Use
What is an Anchor Fastener in Sheet Metal (AI generated) Technician securing a sheet metal enclosure Even the most precisely engineered sheet metal part is useless if it isn’t secured properly. In a real-world installation, parts don't exist in a vacuum. Enclosures have to be bolted to shop floors, brackets have to carry heavy piping, and panels have to withstand constant machine vibration. The stability of the entire assembly depends on how it is connected to the base material, usually concrete or ma......
Sheet Metal Deburring: Methods, Tools & How to Deburr Metal and Aluminum
(AI generated) Sheet metal production workflow In this guide, we’ll cover: - What sheet metal deburring is and why it matters - Common burr formation mechanisms - Deburring methods and their trade-offs - How to deburr different metals effectively - Design tips to reduce burr formation Sheet Metal Deburring Methods (Quick Comparison) Method Best For Speed Notes Manual Small jobs Slow Precise, low cost Abrasive Belt Flat sheets Fast Uniform finish Brush Light burrs Fast Good for deburring aluminum Vibra......