Complete Guide to Sheet Metal Joining: Methods, Applications & Innovations
17 min
- What Is Sheet Metal Joining
- Key Takeaways for Sheet Metal Joining
- Types of Sheet Metal Joints
- Sheet Metal Joining Methods
- Key Factors When Choosing a Sheet Metal Joining Method
- Applications and Innovations in Sheet Metal Joining
- Common Issues and Best Practices in Sheet Metal Joining
- FAQs About Sheet Metal Joining
What Is Sheet Metal Joining

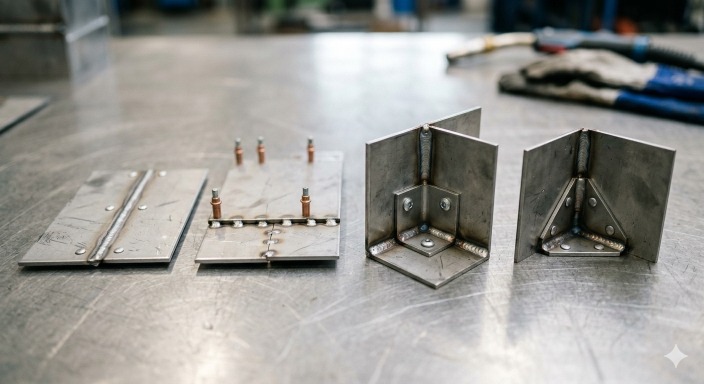
(AI generated) Partially and fully joined sheet metal components on a workshop bench showing real industrial assembly.
Sheet metal joining is exactly what it sounds like: the process of permanently or semi-permanently connecting two or more metal sheets so they behave like one functional structure. Not just touching. Not just aligned. Actually working together under load, vibration, heat, stress.
Nothing exists in isolation when it comes to manufacturing. A panel isn't useful until it's attached to a frame. A bracket isn't functional until it's secured to a housing. The strength, durability, and safety of the final product depend heavily on how those connections are made.
This is where proper sheet metal joining becomes critical.
Engineers use different sheet metal joints depending on material thickness, load requirements, corrosion exposure, production speed, and cost constraints. Some joints are designed for structural strength. Others prioritize electrical conductivity. Some allow disassembly. Others are meant to never come apart.
There are some common methods behind metal sheet joints. Each method changes how stress flows through the material. Each introduces different heat input, deformation, or residual stress. And each decision quietly determines whether a product lasts ten years… or fails in six months.
Take a simple kitchen knife as an example.
You trust that handle every time you slice something. You apply force without thinking. If the joint between the blade tang and the handle scales is weak, poorly bonded, or improperly riveted, the handle can loosen. It can twist. In worst cases, it can detach while you're cutting.
That's not a minor inconvenience. That's an injury waiting to happen.
Now scale that concept up.
Replace the knife with an automotive body panel at highway speed. Replace it with an HVAC enclosure vibrating for ten years. Replace it with a server rack carrying thousands of dollars of electronics.
Improper sheet metal joining doesn't just reduce performance. It compromises safety, reliability, and reputation.
A poorly executed joint concentrates stress in tiny regions. That leads to fatigue cracks. Corrosion creeps into gaps. Vibration amplifies weaknesses. Fasteners loosen. Welds fracture. Panels rattle. Structures fail.
Good sheet metal joining spreads load correctly. It aligns grain direction with stress paths. It accounts for thermal expansion. It controls distortion. It anticipates fatigue cycles.
That difference, invisible from the outside, is what separates disposable fabrication from engineered manufacturing.
For a deeper breakdown of welding techniques and where each method works best, our guide on Sheet Metal Welding, expands on real-world fabrication scenarios.
Definition and Overview

(AI generated) Quality control inspection comparing a defective and properly joined sheet metal component.
To define it, sheet metal joining refers to the techniques used to connect thin metal sheets into functional assemblies without compromising structural integrity or dimensional accuracy.
The defining characteristic of sheet metal joints is that they must work with relatively thin material. Unlike thick plate welding, sheet metal introduces challenges like warping, burn-through, distortion, and edge deformation. The margin for error shrinks fast when you're working with 1–3 mm material.
Joining methods fall into a few broad categories.
Fusion processes such as MIG (for non-ferrous metals) and MAG (for carbon steel), and laser welding use heat to melt and fuse materials. These methods create strong metallurgical bonds but require careful heat control to prevent distortion.
And here's something most outside the fabrication floor don't realize, even small changes in joint design can dramatically alter performance. A different weld spacing. A slightly longer flange. A different rivet pitch. That’s the kind of adjustment that separates stable assemblies from warranty claims.
At JLCCNC, our engineers review joint geometry, material selection, and production feasibility before fabrication begins. It’s about how those metal sheet joints behave under real-world stress. The difference shows up in alignment, repeatability, and long-term durability. This blog dives into that level of thinking, the kind of insider knowledge engineers usually pick up only after a few painful failures on the production floor.
If you're designing with sheet metal, joining isn't the final step.
It's the backbone of whether your product holds together when it actually matters.
Key Takeaways for Sheet Metal Joining
-Sheet metal joining connects thin metal sheets into structural assemblies that must withstand load, vibration, heat, and long-term fatigue.
-Common sheet metal joints include butt, lap, corner, edge, and tee joints, each designed for specific load paths and geometric requirements.
-Major sheet metal joining methods include mechanical fastening, welding (MIG, TIG, spot), adhesive bonding, and hybrid techniques.
-Welding provides high structural strength, while adhesive bonding improves stress distribution and vibration resistance.
-Hybrid joining methods combine mechanical and metallurgical bonding to enhance fatigue life and crash performance.
-Material type, thickness, production volume, and service conditions are critical when selecting a joining strategy.
-Modern sheet metal joining technology increasingly relies on automation, robotic welding, laser systems, and solid-state processes to improve precision and reduce distortion.
-Proper joint design directly impacts structural durability, manufacturability, and long-term maintenance cost.
Types of Sheet Metal Joints
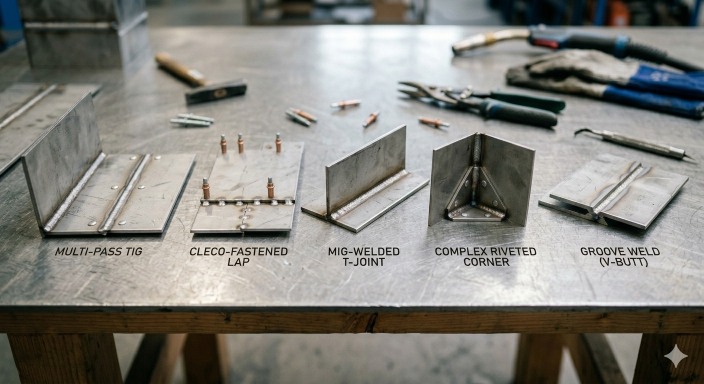
(AI generated) Close-up view of various sheet metal joint geometries displayed on an industrial workbench.
| Joint Type | Geometry / Configuration | How It’s Usually Joined | Where It’s Used | Why This Geometry Works |
| Butt Joint | Two sheets meet edge-to-edge in the same plane. No overlap. | TIG/MIG welding, laser welding, sometimes backing strips. | Tanks, visible stainless panels, duct seams, cosmetic enclosures. | Keeps surfaces flush and clean. Good for appearance. Strength depends entirely on weld quality. |
| Lap Joint | One sheet overlaps another, creating shared surface area. | Spot welds, rivets, clinching, adhesives, seam welds. | Automotive panels, brackets, HVAC assemblies. | Overlap spreads shear load. Stronger under vibration than butt joints. Adds thickness though. |
| Corner Joint | Two sheets meet at 90°, forming an L-shape. | Welded seams, tabs and slots, formed bends. | Electrical cabinets, boxes, housings. | Turns flat sheet into a rigid 3D form. Bends add stiffness before welding even starts. |
| Edge Joint | Parallel sheet edges joined along their thickness. | Light welds, folding, seaming. | Light enclosures, extended panel edges. | Not for heavy loads. Mostly used for continuity or surface extension. |
| Tee Joint | One sheet intersects another at 90°, forming a “T”. | Fillet welds, gusset reinforcement. | Stiffeners, frames, structural supports. | Vertical member acts like a rib, increasing bending strength significantly. |
| Specialty Joints (Hem, Seam, Joggle, Tab-and-Slot) | Folded, interlocked, or offset geometries. | Forming + welding, mechanical locking, adhesives. | Automotive doors, ductwork, production assemblies. | Designed for repeatability, safety (smooth edges), or faster automated assembly. |
Sheet Metal Joining Methods
(AI generated) Factory technicians using welding, fastening, and adhesive methods to join sheet metal.
Designing sheet metal joints isn't just about geometry. At some point, you have to decide how the parts are actually going to be locked together.
That's where sheet metal joining technology gets interesting.
The same lap joint can be riveted, welded, bonded, or some combination of all three, and each choice changes strength, cost, distortion, repairability, and production speed.
Let's break it down by how the joint is made, not just what it's called.
Mechanical Fastening (Rivets, Screws, Bolts)
Mechanical fastening is the most forgiving category of metal sheet joints. No heat. No warping. No metallurgical surprises.
You're physically clamping sheets together using hardware.
Rivets are common in thin sheet assemblies where access to only one side is possible (think blind rivets in enclosures). Screws are ideal when disassembly matters, service panels, removable covers, modular systems. Bolts step in when loads get serious or when parts are structural.
Why engineers choose it:
- No thermal distortion
- Easy inspection
- Field repairable
- Good for mixed materials (aluminum to steel, metal to plastic)
The trade-off? Added hardware cost, visible fasteners, and stress concentrations around holes.
Mechanical fastening shines in low-to-medium production volumes and assemblies that might need maintenance later.
Welding Methods (MIG, TIG, Spot Welding)
Welding fuses sheets into a single structure. No hardware. No movement between layers.
It's clean. Permanent. Strong.
MIG welding is fast and production-friendly. It’s common for thicker sheet metal and structural components.
TIG welding is slower but cleaner, often used for stainless steel or cosmetic assemblies where bead appearance matters.
Spot welding is the backbone of automotive sheet metal joining methods. Two electrodes squeeze sheets together and pass current through them. It’s fast, repeatable, and ideal for lap joints in high-volume production.
Why engineers choose welding:
- High structural integrity
- No added components
- Clean external surfaces (especially with spot welding)
- Excellent for automation
The downside is heat. Heat means distortion, residual stress, and sometimes post-processing.
Welding is dominant when strength and production speed matter more than serviceability.
Adhesive Bonding and Soldering
This is where modern sheet metal joining technology gets more interesting.
Structural adhesives distribute stress across the entire bonded surface instead of concentrating it at weld points or fastener holes. That's huge for thin sheet.
Adhesives also allow joining dissimilar metals without galvanic corrosion, something mechanical fastening and welding can struggle with.
Soldering, on the other hand, is lower-temperature joining. It's common in electronics, light-duty sheet assemblies, and thin-gauge materials where full welding would cause burn-through.
Why engineers choose bonding:
- Uniform stress distribution
- Reduced vibration noise
- Clean aesthetics
- No heat distortion (for adhesives)
The limitation? Surface prep becomes critical. And cure time affects production flow.
Adhesives are increasingly used in automotive, aerospace interiors, and lightweight assemblies where vibration damping matters.
Hybrid Joining Techniques
Hybrid sheet metal joining techniques enhance fatigue resistance and improve vibration performance in modern assemblies
This is where competitors usually stop, but you shouldn't.
Hybrid methods combine two systems to compensate for weaknesses.
Examples:
- Spot weld + structural adhesive (common in modern vehicle bodies)
- Rivet + adhesive (improves fatigue resistance)
- Weld + bolt (temporary alignment + permanent reinforcement)
Hybrid sheet metal joints increase fatigue life, improve crash performance, and reduce vibration, especially in thin sheet structures.
They're used when engineers don't want to compromise between stiffness, durability, and manufacturing speed.
Comparison of Sheet Metal Joining Methods
| Parameter | Mechanical Fastening | Welding | Adhesive Bonding | Hybrid Methods |
| Heat Input | None | High (except spot localized) | None | Moderate (depends on combo) |
| Distortion Risk | None | Medium to High | None | Reduced vs welding alone |
| Disassembly | Easy (screws/bolts) | Permanent | Permanent | Usually permanent |
| Production Speed | Moderate | High (spot/MIG) | Slower (cure time) | Moderate |
| Thin Sheet Suitability | Good | Risk of burn-through | Excellent | Excellent |
| Fatigue Resistance | Moderate | Good | Very good | Excellent |
| Equipment Cost | Low–Moderate | High | Moderate | High |
| Aesthetic Finish | Visible hardware | Clean (if done well) | Seamless | Clean |
Key Factors When Choosing a Sheet Metal Joining Method

(AI generated) Engineer measuring sheet metal samples to evaluate joining method suitability.
Like we've discussed, you can't choose sheet metal joining methods in isolation.
Let's walk through what actually drives the decision.
Material Type and Thickness
Start with the metal. It dictates more than people admit.
Steel is predictable. It spot welds cleanly, tolerates heat reasonably well, and gives you structural confidence without too much drama. Most sheet metal joining technology evolved around steel for a reason, it behaves.
Aluminum is another story. It dissipates heat quickly, softens near weld zones, and distorts more easily. Weld parameters tighten. Surface prep becomes critical. Fastener selection suddenly matters because galvanic corrosion enters the conversation if you mix metals.
Thickness changes the game again.
Thin sheet doesn't forgive sloppy heat input. Too much energy and you get burn-through. Even when you avoid that, subtle warping can destroy flatness, which becomes painfully obvious in cosmetic panels and enclosures.
As thickness increases, welding becomes more stable, but equipment demands rise, and cycle time shifts.
Before selecting a joining method, it is essential to evaluate whether the chosen process is technically compatible with the material's properties and performance requirements.
If you're still evaluating how different metals behave in fabrication, our guide on How to Choose the Materials in Sheet Metal Fabrication breaks down strength, cost, corrosion, and manufacturability in more detail.
Load, Vibration, and Fatigue Requirements
Not every joint is carrying a dramatic structural load.
Some assemblies see static force. They sit. They hold. They exist quietly.
Others vibrate. They cycle. They open and close tens of thousands of times. They live in vehicles, machines, or high-movement environments.
Static loads allow simpler decisions. A clean weld or bolted joint may do the job indefinitely.
Dynamic loads complicate things. Spot welds can fatigue at stress concentrations. Screws may loosen under vibration. Thin sheet around bolt holes can deform over time.
Adhesives distribute stress across surface area. Hybrid joining methods, weld plus adhesive, rivet plus bonding, dramatically improve fatigue performance and reduce crack propagation.
If vibration is part of the equation, peak strength isn't the real metric.
Fatigue life is.
And that changes everything.
Production Volume and Automation Level
The “right” sheet metal joining method at prototype stage is rarely the right one at 50,000 units per month.
In prototype or low-volume builds, flexibility wins. Manual welding, rivets, screws, they let you iterate, modify, adjust. You can fix mistakes without scrapping an entire batch.
At mass production scale, repeatability becomes non-negotiable. Automated spot welding systems dominate because they're fast and consistent. Robotic MIG lines increase throughput. Hybrid joining systems improve durability without slowing cycle time too much.
Adhesive bonding introduces cure windows, fixturing time, and environmental control requirements. That’s manageable, but only if the production environment supports it.
Your joining method must align with how the part will be manufactured, not just how it performs on paper.
Cost, Rework, and Maintenance Considerations
Upfront cost is easy to calculate.
Lifecycle cost is where real engineering judgment shows up.
Welding removes hardware cost but increases equipment investment and operator skill requirements. Mechanical fastening increases component cost but simplifies rework and field servicing. Adhesives reduce distortion and improve vibration resistance, but demand careful surface preparation and process control.
Now zoom out.
Will this assembly ever need to be opened?
Will panels require replacement?
Will maintenance crews curse your name five years from now?
Permanent welded joints look clean,until repair becomes impossible. Bolted assemblies look more expensive, until they save thousands in service downtime.
The smartest sheet metal joining decisions balance strength, production efficiency, and long-term practicality.
Not just what's cheapest today.
And this is the part where most designs quietly go off track.
They choose a joining method too early.
Or they optimize for strength and ignore manufacturability.
Or they underestimate distortion, and discover the problem after tooling is paid for.
If you want the bigger picture, materials, cutting, forming, joining, and finishing, our Expanded Sheet Metal Fabrication Guide covers the entire manufacturing workflow with practical engineering insight.
At JLCCNC, we don't just manufacture parts, we review how they'll be built. We look at material behavior, thickness, expected loads, and production scale before a single joint is finalized. Sometimes the right move is welding. Sometimes it’s mechanical fastening. Sometimes it's a hybrid solution that avoids problems entirely.
If you're already investing time and budget into your design, it makes sense to get the joining strategy right the first time.
Get a free quote, and let our engineers review your design with real production constraints in mind. If you’re building something that matters, don't leave the joints to guesswork.
Applications and Innovations in Sheet Metal Joining

(AI generated) Automated robotic welding system performing precision sheet metal joining in a modern factory.
Common Sheet Metal Joining Applications
Sheet metal joining is everywhere in modern manufacturing:
- Automotive body structures rely on spot welds and structural adhesives.
- Appliance housings use hemming and resistance welding.
- Electrical enclosures often use rivets and self-clinching fasteners.
- HVAC ductwork employs folded seams to create airtight pathways.
- Aerospace assemblies combine mechanical fastening with precision welding to resist vibration.
- Industrial equipment frames, battery enclosures, control panels, and brackets depend on correct joint selection early in the design phase.
Proper application ensures alignment, repeatability, and long-term durability. Factories that treat sheet metal joining as a structural strategy, not an afterthought, produce parts that hold up under real-world stress.
Modern Sheet Metal Joining Technology and Innovations
Modern sheet metal joining technology isn't just about strength anymore, it's about precision, repeatability, and distortion control at scale. As materials evolve and tolerances tighten, joining methods are becoming smarter, cleaner, and far more automated.
Robotic and Automated Joining
High-volume manufacturing now relies heavily on robotic spot welding, automated riveting cells, and programmable fastening systems.
Robots don't get tired. They don't vary pressure mid-shift. They reduce cycle time and improve consistency across thousands of sheet metal joints, especially in automotive, appliance, and enclosure production.
Automation also allows in-line inspection, real-time parameter adjustment, and data tracking for traceability.
High-Precision Welding Systems
Modern MIG and TIG systems use pulse control, waveform tuning, and closed-loop feedback to minimize heat distortion and improve penetration control.
For thin sheet, that precision matters. A small deviation in heat input can mean warping, cosmetic defects, or weakened joints. Advanced welding systems now compensate dynamically, helping manufacturers push thinner materials without sacrificing strength.
Laser, Friction Stir, and Solid-State Joining
Laser welding delivers narrow heat-affected zones and minimal distortion, ideal for tight tolerances and aesthetic surfaces.
Friction stir welding (a solid-state process) joins material without melting it, It is particularly effective for aluminum alloys, improving fatigue performance and reducing porosity. It's especially useful in aluminum assemblies.
Solid-state joining methods are expanding as manufacturers look for ways to join dissimilar metals and lightweight alloys without traditional welding drawbacks.
Joining Challenges with New Materials
Lightweight alloys, coated steels, and mixed-material assemblies introduce new complications.
High-strength steels are more sensitive to heat. Aluminum-magnesium alloys behave differently under stress. Coatings can contaminate weld zones. Dissimilar metal joints introduce galvanic corrosion risk.
As materials evolve, sheet metal joining methods must evolve with them, combining mechanical fastening, welding, and bonding in smarter hybrid systems.
Common Issues and Best Practices in Sheet Metal Joining
| Category | Common Issue | Likely Cause | Best Practice |
| Common Joint Failures and Causes | Cracking near weld | Excessive heat input or poor joint design | Optimize weld parameters and reduce stress concentration |
| Fastener loosening | Vibration or improper torque | Use locking features or hybrid bonding | |
| Distortion/warping | Uneven heat distribution | Sequence welds properly, use fixturing | |
| Corrosion at joint | Dissimilar metals or coating damage | Apply isolation layers or proper surface treatment | |
| Quality Control and Inspection | Inconsistent weld penetration | Parameter variation | Use automated welding with monitoring systems |
| Hidden internal defects | Porosity or incomplete fusion | Perform non-destructive testing (NDT) where required | |
| Best Practices for Strong and Durable Joints | Premature fatigue | Stress concentration | Design for load distribution, consider adhesive reinforcement |
| Poor long-term serviceability | Permanent joint in maintenance zone | Design removable joints where necessary Strong sheet metal joints don't happen by accident. They’re the result of correct process selection, smart joint design, and disciplined quality control. If you're investing in fabrication, make sure the joining strategy is engineered, not improvised. Get a free quote today, and let's make sure your joints are built to last. |
FAQs About Sheet Metal Joining
What is the strongest sheet metal joint?
Under static loading conditions, but hybrid joints often outperform in fatigue applications.
Welding vs mechanical fastening, which is better?
It depends on load type, material, and maintenance needs, neither is universally better.
Can different metals be joined in sheet metal fabrication?
Yes, but it requires special techniques like solid-state joining, isolation layers, or hybrid methods to prevent corrosion and weakness.
How does joint design affect strength and cost?
Joint geometry directly impacts load distribution, manufacturability, distortion risk, and long-term service cost.
What are the best sheet metal joining techniques for thin aluminum?
Low-heat-input processes such as pulse TIG/MIG, laser welding, friction stir welding, and adhesive or hybrid bonding are preferred to minimize distortion and improve fatigue performance.
How to select the right hybrid sheet metal joint for automotive applications?
The right hybrid sheet metal joint for automotive applications should balance load requirements, material compatibility, crash performance, and automation efficiency, with spot welding plus structural adhesive being a widely adopted solution.
Popular Articles
• 9 Sheet Metal Cutting Problems and Solutions
• Hole cutting in sheet metal: techniques, tolerances and applications
• Introduction to Sheet Metal Processing: Techniques and Tools for Precision
• Bending and Forming Technology in Sheet Metal Processing
• Laser cutting technology in sheet metal processing
Keep Learning
Ultrasonic Welding Guide: How It Works, Materials, Applications, and Benefits
Key Takeaways - Ultrasonic welding uses high-frequency mechanical vibrations to create solid-state welds without melting materials - It works exceptionally well for thermoplastics and many metals, especially dissimilar combinations - The process is fast, clean, and requires no additional adhesives or fillers - Different applications require specific frequency and power configurations - Initial equipment costs are higher, but operating costs are typically lower than alternative methods Introduction Ult......
Hot Rolled vs Cold Rolled Steel: Key Differences, Cost, and Applications
Key Takeaways • Hot rolled vs cold rolled steel comes down to processing history: hot rolled steel is shaped at high temperature, while cold rolled steel is further processed at room temperature for better surface finish and tighter tolerances. • In sheet metal applications, cold rolled steel is usually preferred for enclosures, panels, and precision parts because it offers smoother surfaces and more consistent thickness. • Hot rolled steel is typically better for structural frames, supports, and heav......
Aluminum vs Stainless Steel: Which Sheet Metal Material Is Better?
Note • Aluminum vs stainless steel is not a one-answer choice; the better material depends on weight, strength, corrosion exposure, fabrication method, and total cost. • Aluminum is much lighter, easier to machine, and often less expensive, making it a strong choice for enclosures, panels, and weight-sensitive sheet metal parts. • Stainless steel offers higher absolute strength, better stiffness, and stronger corrosion resistance in harsh environments such as marine, chemical, and food-processing appl......
Metal Mesh Sheets: Types, Sizes, Materials & Custom Fabrication Guide
What Is a Metal Mesh Sheet? (AI generated) metal mesh sheet showing precise grid structure A metal mesh sheet is a material formed by interlacing, welding, or expanding metal into a network of controlled openings. It is widely used where airflow, visibility, or weight reduction is required without sacrificing structural support. A metal mesh sheet is a sheet formed by interlacing, welding, or expanding metal into a network of openings. Those openings are controlled. Size, spacing, and pattern all affe......
Anchor Fasteners for Sheet Metal: Best Types for Concrete and Industrial Use
What is an Anchor Fastener in Sheet Metal (AI generated) Technician securing a sheet metal enclosure Even the most precisely engineered sheet metal part is useless if it isn’t secured properly. In a real-world installation, parts don't exist in a vacuum. Enclosures have to be bolted to shop floors, brackets have to carry heavy piping, and panels have to withstand constant machine vibration. The stability of the entire assembly depends on how it is connected to the base material, usually concrete or ma......
Sheet Metal Deburring: Methods, Tools & How to Deburr Metal and Aluminum
(AI generated) Sheet metal production workflow In this guide, we’ll cover: - What sheet metal deburring is and why it matters - Common burr formation mechanisms - Deburring methods and their trade-offs - How to deburr different metals effectively - Design tips to reduce burr formation Sheet Metal Deburring Methods (Quick Comparison) Method Best For Speed Notes Manual Small jobs Slow Precise, low cost Abrasive Belt Flat sheets Fast Uniform finish Brush Light burrs Fast Good for deburring aluminum Vibra......