Sheet Metal Finishing: Processes, Types, and Surface Treatment Guide
20 min
- What Is Sheet Metal Finishing
- Why Sheet Metal Surface Finish Matters
- Types of Sheet Metal Finishing
- Sheet Metal Finishing Techniques
- Sheet Metal Finishing Process Step by Step
- Key Parameters That Affect Sheet Metal Finishes
- How to Choose the Right Sheet Metal Finishes
- Key Takeaways for Choosing Sheet Metal Finishing
- Common Issues in Sheet Metal Finishing and How to Fix Them
- FAQ
What Is Sheet Metal Finishing

(AI generated) Technician comparing raw and finished sheet metal panels in a factory environment.
Before a sheet metal part ever reaches assembly, packaging, or a customer's hand, it goes through something critical: sheet metal finishing.
Different applications demand different sheet metal finishes. An outdoor enclosure won't need the same treatment as a medical housing. A structural bracket won't be finished the same way as a visible consumer panel.
At JLCCNC, we see this decision play out every day. Two parts can come off the same laser cutter, same geometry, same material, and still require completely different finishing strategies depending on where they're headed. That's why finishing isn't treated as an add-on. It's part of the engineering discussion from the beginning.
Because once a surface is treated, coated, plated, or textured, that choice follows the part for the rest of its service life.
Before finishing even begins, the part must be properly cut and formed. If you're unfamiliar with the upstream processes, our sheet metal fabrication guide breaks down how parts are manufactured before surface treatment ever enters the picture.
Definition of Sheet Metal Finishing
Sheet metal finishing refers to the collection of mechanical, chemical, and electrochemical processes used to modify the surface of fabricated metal parts after cutting, bending, stamping, or welding.
These finishing processes can include:
- Deburring and edge smoothing
- Polishing and brushing
- Powder coating
- Plating (zinc, nickel, chrome)
- Anodizing
- Passivation
- Painting
Purpose of Sheet Metal Surface Finishing
Finishing serves three primary functions: protection, performance, and appearance. In real-world manufacturing, these often overlap.
Protection
Bare metal is vulnerable.
Carbon steel rusts. Aluminum oxidizes. Stainless steel, while corrosion-resistant, can still suffer from contamination or surface degradation in aggressive environments.
A properly selected sheet metal finishing process can:
- Improve corrosion resistance
- Protect against UV exposure
- Reduce moisture penetration
- Prevent galvanic reactions
- Increase chemical resistance
For example, zinc plating adds sacrificial corrosion protection. Powder coating creates a durable barrier layer. Anodizing thickens aluminum's natural oxide layer to increase environmental durability.
Without finishing, many sheet metal components simply wouldn’t survive their intended service life.
Performance
- Surface condition affects more than corrosion.
- It influences:
- Wear resistance
- Friction behavior
- Electrical conductivity
- Heat dissipation
- Paint adhesion
- Fatigue life
Rough, raw surfaces often lead to stress concentrations that cause parts to fail early. Controlling the finish reduces friction in moving assemblies and ensures paint or coatings actually stick.
In high-precision work, surface quality dictates how parts fit and function. Finishing is a performance variable, not an afterthought.
Appearance
And yes, aesthetics matter.
For consumer products, industrial equipment housings, control panels, or branded enclosures, types of sheet metal finishing are often chosen for visual consistency and brand alignment.
Brushed stainless creates a technical, industrial look. Powder coating allows for controlled color matching and texture variation. Polished finishes signal premium quality.
But even appearance has engineering constraints. Gloss level, texture, and coating thickness must remain consistent across production batches.
A finish that looks good but fails in durability testing is not a successful finish.
Why Sheet Metal Surface Finish Matters

(AI generated) A Worker applying mechanical finishing to a stainless steel sheet using a belt grinder
A sheet metal surface finish isn't a last-minute cosmetic decision. It directly affects how a part performs, how long it lasts, and whether it even functions properly in its final assembly.
Engineers don't specify sheet metal finishing because it looks good on a drawing. They specify it because surface condition changes real-world behavior, corrosion rate, friction, conductivity, cleanability, and even assembly fit.
Downstream processes also depend on it. Welding, painting, bonding, sealing, and electrical grounding all react differently depending on the surface profile and coating.
Functional Importance of Surface Finish
Corrosion Resistance
This is the obvious one, and the most critical in many industries.
Unfinished steel exposed to humidity starts oxidizing almost immediately. In outdoor or marine environments, failure can accelerate fast. A properly selected sheet metal finishing process, zinc plating, powder coating, anodizing, passivation, creates either a barrier layer or sacrificial protection.
Corrosion resistance isn't just about avoiding rust stains. It protects structural integrity, fastener engagement, sealing surfaces, and long-term reliability.
A surface finish can determine whether a part lasts five years or twenty.
Wear Resistance
Moving assemblies introduce friction. Sliding panels, hinges, brackets, or contact interfaces all experience surface interaction.
A rough or improperly treated surface increases friction and accelerates wear. Certain sheet metal finishes reduce surface roughness or introduce harder coatings that extend service life.
In industrial settings, that difference affects maintenance cycles. In consumer products, it affects perceived quality.
Wear starts at the surface. That’s where control matters most.
Electrical / Thermal Performance
Surface treatment can change conductivity.
For example:
- Bare aluminum conducts well.
- Anodizing significantly reduces surface conductivity.
- Certain platings improve grounding reliability.
Thermal dissipation can also be influenced by coating thickness and material choice. In electronics enclosures, this isn’t theoretical, it affects heat transfer performance.
Engineers must align the sheet metal surface finish with electrical grounding, shielding, or thermal management requirements. A finish that improves corrosion resistance but blocks conductivity can create downstream issues.
Cleanability (Medical / Food Applications)
In medical and food-processing environments, surface finish directly impacts hygiene.
Rough surfaces trap contaminants. Micro-crevices can harbor bacteria. Smooth, controlled finishes reduce contamination risk and simplify cleaning protocols.
That's why regulated industries often specify measurable surface roughness values. The finish must support sanitation, not complicate it.
In these sectors, finishing isn't about looks. It's about compliance and safety.
Aesthetic and Industrial Considerations
Branding & Appearance
Surface finish influences perception.
A matte black powder-coated enclosure communicates something different than a polished stainless panel. Texture, gloss level, and color consistency become part of brand identity.
For consumer-facing products, surface consistency matters as much as structural strength.
Even in B2B equipment, visual uniformity signals manufacturing quality.
Consumer-Facing vs Industrial Parts
Not every part needs cosmetic refinement.
Internal brackets inside machinery may prioritize corrosion resistance over appearance. External panels on a control unit may demand both.
Understanding the end-use environment helps determine which types of sheet metal finishing are appropriate. Over-finishing increases cost. Under-finishing increases risk.
The right balance depends on where the part lives and who sees it.
Surface Consistency
Consistency is often overlooked.
A single high-quality part doesn't define production success. Hundreds of parts with uniform sheet metal surface finish do.
Variations in coating thickness, gloss level, or texture create assembly mismatches and visual defects. That’s why finishing processes must be controlled and repeatable.
In manufacturing, repeatability equals reliability.
Types of Sheet Metal Finishing
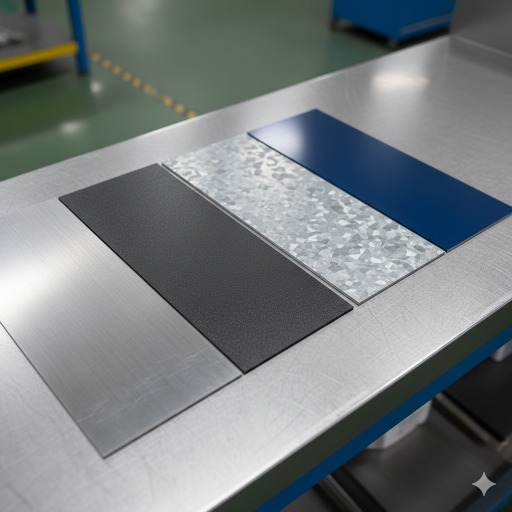
(AI generated)Different types of sheet metal finishes including brushed, powder coated, galvanized, and anodized samples.
In a real shop, we usually stick to the same few finishing processes because they're proven to work. The choice usually boils down to the environment the part will live in, how it needs to look, and the project budget. Here's a breakdown of the main techniques we actually use on the floor and why they're the standard for most jobs.
| Finishing Type | How It Works | Common Uses | Why Engineers Choose It |
| Anodizing | Electrochemical process that thickens the natural oxide layer (mainly on aluminum). | Electronics housings, aerospace panels, visible aluminum parts. | Improves corrosion resistance, adds hardness, can be dyed for color, lightweight. |
| Powder Coating | Dry powder applied electrostatically, then cured in an oven to form a hard protective layer. | Outdoor enclosures, machinery frames, consumer products. | Durable, impact-resistant, consistent finish, wide color range, good corrosion protection. |
| Painting | Liquid coating sprayed or dipped, then air-dried or baked. | Large panels, low-cost industrial parts, custom color jobs. | Lower cost than powder coat, flexible for touch-ups, works on many materials. |
| Electroplating | Thin metal layer deposited using electrical current (zinc, nickel, chrome, etc.). | Fasteners, brackets, electrical components. | Adds corrosion resistance, improves conductivity, enhances wear resistance. |
| Galvanizing | Steel coated with zinc (hot-dip or electro-galvanized). | Structural parts, outdoor steel components. | Sacrificial corrosion protection, long outdoor life, cost-effective for steel. |
| Passivation | Chemical treatment that removes contaminants and enhances stainless steel’s natural oxide layer. | Medical devices, food equipment, precision stainless parts. | Improves corrosion resistance without changing dimensions or appearance. |
| Brushing / Polishing | Mechanical abrasion to smooth or texture the surface. | Decorative panels, stainless appliances, visible parts. | Improves appearance, reduces surface roughness, creates uniform grain pattern. |
| Sandblasting / Surface Texturing | Abrasive media blasted at surface to clean, roughen, or texture. | Pre-coating prep, industrial housings, matte finishes. | Improves coating adhesion, removes scale or oxidation, creates controlled texture. |
Sheet Metal Finishing Techniques

(iSTOCK)
“Types” refers to the final finish applied, while “techniques” describes the mechanism used to achieve that finish.
When people say “sheet metal finishing techniques,” they usually lump everything together. But the way the surface is changed actually matters more than the name of the finish.
Some methods physically scrape or impact the surface.
Some dissolve part of it.
Some build material on top using current.
If you've ever had a coating fail, or plating mess up a tolerance stack, you already know the category matters.
Mechanical Finishing Techniques
This is the hands-on category.
You're physically forcing the surface to change. Abrasive belts. Tumbling media. Blasting grit at it. Even hand polishing, in some shops.
Brushing stainless isn't decorative fluff, it's controlled abrasion. You're knocking down peaks, aligning grain, reducing visible defects. Same with polishing, just taken further. You’re smoothing the surface until light reflects evenly instead of scattering.
Blasting is different. You're not smoothing. You're creating texture. Sometimes to hide defects. Sometimes to prep for powder coat because coatings don't stick well to slick surfaces.
Mechanical finishing is simple in theory, but it's easy to overdo. I've seen parts lose edge definition because someone ran them too long in a tumbler. It removes material. That's the tradeoff. It's predictable, but it's not invisible.
If your drawing tolerance is tight, you don't ignore that.
Chemical Finishing Techniques
Now this is quieter. No sparks. No belts spinning.
The surface changes because you let chemistry do the work.
Passivation on stainless is a good example. You're not adding anything. You're cleaning the surface chemically so the chromium oxide layer can form properly. Done right, nothing looks different. Done wrong, corrosion shows up six months later.
Chemical etching is more aggressive. You're dissolving material evenly across the surface. That's useful when you need uniform removal without mechanical stress.
This category makes sense when distortion is unacceptable. There’s no clamping pressure. No abrasive directionality. Just controlled reaction.
But control is the keyword. Bath concentration drifts. Temperature fluctuates. Timing slips. And suddenly your “controlled” finish isn't so controlled anymore.
Electrochemical Finishing Techniques
This is where electricity gets involved.
Anodizing aluminum doesn't just coat it. It grows the oxide layer. The material itself changes. That's why anodized parts feel harder. It's not paint. It's a conversion.
Plating is the opposite idea. You're laying down another metal entirely. Zinc. Nickel. Chrome. Whatever the job calls for.
Engineers run into trouble here when they forget that plating adds thickness. Typical electroplating thickness ranges from 5 to 25 microns, depending on specification. Not a lot, microns, but enough to mess with threads or press fits if you pretend it doesn't exist.
Electrochemical sheet metal finishes are powerful because they can dramatically change corrosion behavior or conductivity. But they're not neutral. They alter the surface in measurable ways.
And that's the point.
You don't choose a sheet metal finishing process because it sounds familiar. You choose it because you understand what it's actually doing to the surface.
Once you think in terms of mechanism instead of marketing names, the decision gets clearer.
Sheet Metal Finishing Process Step by Step
(ISTOCK)
On paper, the sheet metal finishing process looks clean. Three boxes. Prep. Apply. Inspect.
In reality, most finishing failures happen before the coating even touches the part.
Surface Preparation
This is where the job is either saved or sabotaged.
You can't coat oil. You can't plate over scale. You can't expect powder to stick to a laser-cut edge covered in oxide.
Preparation usually starts with cleaning. Degreasing. Removing cutting fluids. Stripping fingerprints. Shops use alkaline washes, solvents, ultrasonic cleaning, depends on the part and the contamination.
Then there's mechanical prep. Maybe blasting to create tooth for powder coat. Maybe light abrasion to remove mill scale. Maybe just wiping down stainless before passivation.
Edges matter more than people think. Sharp edges don't hold coating well. The finish pulls away during curing. You end up with thin spots exactly where corrosion likes to start.
If a finish fails, I look at prep first. Not the coating.
Always prep.
Laser-cut edges, in particular, can carry oxide that affects coating adhesion, something we explained in detail in our comparison of laser cutting guide.
Finish Application
Now you actually apply the finish, and this is where process control starts separating good shops from inconsistent ones.
Powder coating? The part is grounded, powder is sprayed electrostatically. Coverage looks even until you miss a recessed corner and don't notice.
Painting? Spray angle matters. Distance matters. Humidity matters. You can see variation if you know what to look for.
Plating? The part goes into a bath. Current density affects thickness. Geometry affects deposition rate. Sharp edges build faster than flat areas.
Anodizing? Time in bath directly changes oxide thickness. Leave it longer, you grow more layer.
This stage is about uniformity. If the operator rushes, if parts are hung poorly, if shielding isn’t considered, the surface won't be consistent.
And inconsistency is what shows up later during assembly.
Curing, Inspection, and Quality Control
Curing sounds simple. “Put it in the oven.”
Except temperature profiles matter. Too cold and the powder doesn't crosslink properly. Too hot and you discolor the finish. Uneven airflow? You get gloss variation across a single panel.
After curing, inspection isn't just visual.
You check coating thickness. Adhesion. Surface defects. Sometimes salt spray resistance if corrosion performance matters.
And here's what engineers forget, finishing affects fit.
So you measure critical dimensions again. Hole diameters. Slot widths. Thread engagement. If tolerances were already tight before finishing, this is where problems show up.
Inspection isn't about catching ugly parts. It's about catching parts that won't assemble.
Key Parameters That Affect Sheet Metal Finishes

(AI generated) Close-up comparison of smooth and rough sheet metal surface textures.
You can run the same sheet metal finishing techniques on two parts and get different results.
Why?
Because finishing reacts to what it's applied to.
Material Type and Compatibility
Aluminum behaves differently from steel. Stainless behaves differently from both.
Aluminum forms oxide instantly. That's why anodizing works so well on it, you’re basically enhancing something it already wants to do.
Carbon steel, on the other hand, needs protection. Leave it exposed and it rusts. Fast. That’s why galvanizing and powder coating are common there.
Stainless is trickier. It resists corrosion already, but contamination or improper prep ruins that advantage. Passivation helps restore the surface chemistry if it's been compromised during fabrication.
You can't treat all metals the same and expect the same result. The base material dictates what finishing techniques are even viable.
Surface Roughness Requirements
Surface roughness (Ra) isn't just a number for inspection reports.
If Ra is too high, coatings flow unevenly. Peaks get coated. Valleys get thin coverage. That shows up as inconsistent gloss or premature corrosion.
If Ra is too low, mirror smooth, some coatings struggle to bond. There's no mechanical grip.
In cosmetic applications, roughness affects how light reflects. Even slight variation becomes visible on large panels.
Engineers sometimes specify a finish but forget to specify the surface roughness underneath it. That's how you end up with inconsistent appearance across batches.
Ra isn't separate from the finish. It sets the stage for it.
If you want a deeper breakdown of how Ra values are measured and specified, our guide on surface roughness in CNC machining explains how these numbers translate to real surface behavior.
Coating Thickness and Tolerance Impact
Here's where assemblies get into trouble.
Every coating adds thickness. Maybe 20 microns. Maybe 80. Sometimes more.
That doesn't sound like much until you coat both sides of a bracket and suddenly your slot is 0.16 mm smaller.
Now your mating tab doesn't fit.
Threads tighten. Press fits get tighter. Electrical grounding surfaces get insulated.
Hole position can even shift effectively if buildup isn't uniform, especially on small features.
If the design was already sitting near tolerance limits, finishing pushes it over the edge.
Good engineering accounts for coating thickness early. Not after the first batch fails to assemble.
How to Choose the Right Sheet Metal Finishes

(AI generated) Powder coated sheet metal enclosure installed in an outdoor industrial environment.
Most bad finish decisions happen because someone picked from a catalog instead of thinking about where the part actually lives.
The right sheet metal finishes aren't chosen by popularity. They're chosen by environment, load, visibility, and budget pressure.
You're not picking a color. You're defining surface behavior.
Selection by Environment and Use Case
Start with the obvious question: where does this part exist?
Indoor office enclosure? The risk is low. You're mostly dealing with handling marks and visual consistency. Powder coating or paint usually does the job.
Outdoor electrical cabinet sitting in humidity year-round? Different story. Now you’re thinking corrosion cycles, UV exposure, maybe salt in the air. Galvanizing plus powder coat(duplex coating system) might make sense. Or anodized aluminum if weight matters.
Corrosive environments change everything. Corrosive environments, such as chemical plants, marine installations, and food processing lines with regular washdowns, significantly increase the demands on a sheet metal finishing process. In those cases, your sheet metal finishing process becomes part of the durability strategy. Not an afterthought.
If the finish fails, the part fails. That's the mindset.
Cost vs Performance Trade-Offs
Every finish has a cost curve.
If you're producing a single prototype, painting might be enough. Quick. Cheap. Flexible.
But if you're running batches of thousands, powder coating often becomes more economical per part and more consistent across production.
Electroplating can look affordable upfront, until you factor in long-term corrosion risk in aggressive environments. Suddenly a “cheaper” finish creates warranty issues two years later.
Think beyond piece price.
Maintenance matters too. A finish that resists scratching and fading reduces field complaints. A finish that chips easily turns into recurring service costs.
Short-term savings can become long-term expense. Engineers who've been burned by that once don't forget it.
Design Tips for Better Finishing Results
Here's where finishing and design collide.
Corners matter. Sharp external corners don't hold coating evenly. Material pulls away during curing, leaving thinner coverage exactly where corrosion likes to start. Slightly radiused edges behave better.
Hole positions matter too. Tight internal corners and deep narrow cavities are hard to coat evenly. Electrostatic spray doesn't magically bend around geometry. If grounding is poor or airflow is restricted, you'll get thin spots.
And then there's hanging.
Every coated part needs a hanging point. Somewhere it attaches during spraying and curing. If you don't design that intentionally, the shop will choose for you. And that spot won't get coated.
Designing small, non-critical hanging tabs or designated contact areas makes finishing cleaner and more predictable.
A lot of finishing problems aren't finishing problems. They're design oversights.
Quick Finish Selection Guide
| Finish | Best Use | Key Benefit |
| Anodizing | Aluminum panels, electronics | Corrosion resistance & hardness |
| Powder Coating | Outdoor enclosures, machinery | Durable, impact-resistant, color options |
| Painting | Prototypes, industrial parts | Flexible, touch-ups possible |
| Electroplating | Fasteners, brackets | Corrosion protection, conductivity |
| Galvanizing | Structural steel, outdoor parts | Long-lasting corrosion protection |
| Passivation | Stainless medical / food parts | Enhances corrosion resistance |
| Brushing / Polishing | Decorative panels | Smooth, uniform appearance |
| Sandblasting / Texturing | Pre-coating prep, matte finishes | Better adhesion, controlled texture |
Tip: Match finish to environment and visibility; combine techniques if needed for performance + aesthetics.
Key Takeaways for Choosing Sheet Metal Finishing
-Sheet metal finishing should be selected based on the environment, not appearance alone.
-Surface preparation determines coating success more than the coating itself.
-Mechanical, chemical, and electrochemical techniques modify surfaces in fundamentally different ways.
-Coating thickness must be considered during design to avoid tolerance issues.
-Material type limits which finishing processes are viable.
-Consistency and process control matter more than finish type in production.
Common Issues in Sheet Metal Finishing and How to Fix Them
Finishing defects usually trace back to prep, environment control, or geometry. Rarely random. Almost always explainable.
| Defect | What It Looks Like | Likely Cause | Practical Fix |
| Peeling / Flaking | Coating separates from surface, especially at edges | Poor surface preparation, contamination, inadequate curing | Improve cleaning and degreasing; verify blast profile; confirm oven temperature and cure time |
| Uneven Coating Thickness | Thin spots in corners, heavy buildup on edges | Poor spray angle, improper grounding, complex geometry | Adjust spray setup; improve grounding; redesign sharp corners or deep recesses |
| Color Variation | Visible shade difference between batches or across part | Inconsistent cure temperature, uneven powder distribution, batch variation | Calibrate oven zones; maintain consistent application distance; use controlled batch materials |
Quality Control and Prevention Tips
Most of these issues are preventable.
Pre-process control is everything. Clean parts properly. Verify surface roughness before coating. Monitor chemical bath concentration if you're plating or passivating.
During application, track temperature, humidity, and grounding. Small environmental shifts can show up as visual inconsistency later.
Inspection shouldn't be a final glance under bright light. Measure coating thickness. Check adhesion. Validate critical dimensions after finishing, especially if tolerances are tight.
Finishing isn't random. It's controllable.
When the process is controlled, defects drop. When shortcuts creep in, problems multiply.
That's usually the difference.
Sheet metal finishing isn't just about how a part looks when it ships. It determines how it performs months, sometimes years, after installation.
If you're developing a new enclosure, bracket, or production component and need finishing that aligns with real-world performance requirements, JLCCNC can support everything from fabrication through surface treatment in one controlled workflow.
Upload your design, specify your requirements, and we'll help you choose a finish that works, not just one that looks good on paper.
Because surfaces aren't decorative.
They're functional.
FAQ
1. What is sheet metal finishing?
It's the post-fabrication treatment applied to improve corrosion resistance, durability, functionality, or appearance.
2. Is sheet metal finishing always required?
No, but any part exposed to wear, moisture, chemicals, or visibility typically needs it.
3. Which finish is best for outdoor sheet metal parts?
Galvanizing, powder coating, or anodizing are commonly used depending on material and exposure severity.
4. Does finishing change part dimensions?
Yes, coatings and plating add thickness that can affect fit, threads, and hole sizes.
5. What's the difference between powder coating and painting?
Powder coating is thicker and more durable, while painting is more flexible for small runs or touch-ups.
6. Why does surface roughness matter before finishing?
Because it directly affects coating adhesion, appearance consistency, and sometimes hygiene.
7. Can multiple sheet metal finishing techniques be combined?
Yes, processes like blasting plus coating or plating plus painting are often layered for performance.
Popular Articles
• 9 Sheet Metal Cutting Problems and Solutions
• Hole cutting in sheet metal: techniques, tolerances and applications
• Introduction to Sheet Metal Processing: Techniques and Tools for Precision
• Bending and Forming Technology in Sheet Metal Processing
• Laser cutting technology in sheet metal processing
Keep Learning
Ultrasonic Welding Guide: How It Works, Materials, Applications, and Benefits
Key Takeaways - Ultrasonic welding uses high-frequency mechanical vibrations to create solid-state welds without melting materials - It works exceptionally well for thermoplastics and many metals, especially dissimilar combinations - The process is fast, clean, and requires no additional adhesives or fillers - Different applications require specific frequency and power configurations - Initial equipment costs are higher, but operating costs are typically lower than alternative methods Introduction Ult......
Hot Rolled vs Cold Rolled Steel: Key Differences, Cost, and Applications
Key Takeaways • Hot rolled vs cold rolled steel comes down to processing history: hot rolled steel is shaped at high temperature, while cold rolled steel is further processed at room temperature for better surface finish and tighter tolerances. • In sheet metal applications, cold rolled steel is usually preferred for enclosures, panels, and precision parts because it offers smoother surfaces and more consistent thickness. • Hot rolled steel is typically better for structural frames, supports, and heav......
Aluminum vs Stainless Steel: Which Sheet Metal Material Is Better?
Note • Aluminum vs stainless steel is not a one-answer choice; the better material depends on weight, strength, corrosion exposure, fabrication method, and total cost. • Aluminum is much lighter, easier to machine, and often less expensive, making it a strong choice for enclosures, panels, and weight-sensitive sheet metal parts. • Stainless steel offers higher absolute strength, better stiffness, and stronger corrosion resistance in harsh environments such as marine, chemical, and food-processing appl......
Metal Mesh Sheets: Types, Sizes, Materials & Custom Fabrication Guide
What Is a Metal Mesh Sheet? (AI generated) metal mesh sheet showing precise grid structure A metal mesh sheet is a material formed by interlacing, welding, or expanding metal into a network of controlled openings. It is widely used where airflow, visibility, or weight reduction is required without sacrificing structural support. A metal mesh sheet is a sheet formed by interlacing, welding, or expanding metal into a network of openings. Those openings are controlled. Size, spacing, and pattern all affe......
Anchor Fasteners for Sheet Metal: Best Types for Concrete and Industrial Use
What is an Anchor Fastener in Sheet Metal (AI generated) Technician securing a sheet metal enclosure Even the most precisely engineered sheet metal part is useless if it isn’t secured properly. In a real-world installation, parts don't exist in a vacuum. Enclosures have to be bolted to shop floors, brackets have to carry heavy piping, and panels have to withstand constant machine vibration. The stability of the entire assembly depends on how it is connected to the base material, usually concrete or ma......
Sheet Metal Deburring: Methods, Tools & How to Deburr Metal and Aluminum
(AI generated) Sheet metal production workflow In this guide, we’ll cover: - What sheet metal deburring is and why it matters - Common burr formation mechanisms - Deburring methods and their trade-offs - How to deburr different metals effectively - Design tips to reduce burr formation Sheet Metal Deburring Methods (Quick Comparison) Method Best For Speed Notes Manual Small jobs Slow Precise, low cost Abrasive Belt Flat sheets Fast Uniform finish Brush Light burrs Fast Good for deburring aluminum Vibra......