CNC Cutting Fluid: Types, Functions, Applications, and Selection Guide
23 min
- What Is Cutting Fluid in Machining?
- How Cutting Fluid Works in Machining
- Cutting Fluid Types and Delivery Strategies
- CNC Cutting Fluid Applications in Manufacturing
- How Cutting Fluid Affects Machining Performance
- Cutting Fluid in CNC Machining Process
- Choosing the Right Machining Coolant
- Cutting Fluid Maintenance and Fluid Management
- Common Cutting Fluid Problems in CNC Machining
- FAQs About Cutting Fluid
Key Takeaways
- Cutting fluid in machining performs four functions simultaneously: cooling the tool and workpiece, lubricating the tool-chip interface to reduce friction, carrying chips away from the cut zone, and protecting machined surfaces from corrosion between operations.
- Different machining operations need different fluid priorities: high-speed aluminum milling may need adhesion control and chip evacuation, threading and tapping need strong lubrication, and grinding requires both cooling and fine filtration.
- Cutting fluid types range from water-based emulsions for general cooling to straight oils for maximum lubrication in difficult threading and broaching operations.
- Fluid management, including concentration control, contamination monitoring, filtration, and disposal, determines whether the coolant system supports production or creates process problems.
- Dry machining and minimum quantity lubrication (MQL) are legitimate alternatives for specific materials and operations where flood CNC coolant creates more problems than it solves.

(AI generated) CNC milling cutter with coolant flow
If you have ever seen a CNC machine covered with coolant, you may wonder why that liquid is necessary. It is not only for cooling—the right cutting fluid affects tool life, surface finish, machining speed, and part consistency. CNC machining generates intense heat at the cutting zone, especially during high-speed milling, turning, drilling, and tapping.
To be specific, the cutting zone on a CNC machine generates temperatures between 400°C and 900°C. Local cutting temperatures can reach 400-900 °C, depending on material, cutting speed, feed rate, and tool geometry.
Without effective cutting fluid, heat concentrates at the tool edge and workpiece, accelerating tool wear, thermal distortion, and surface damage.
Cutting fluid manages that heat and what happens at the tool-chip interface. Choosing and maintaining the right cutting fluid can be the difference between a stable CNC process and one that suffers from rapid tool wear, poor chip control, and inconsistent part quality.
What Is Cutting Fluid in Machining?
Definition of Cutting Fluid
Cutting fluid is a liquid, mist, or gas applied to the cutting zone during machining to control heat, reduce friction, remove chips, and protect the tool and workpiece during material removal.
Why Cutting Fluid Is Used in CNC Machining
Metal cutting generates concentrated heat and mechanical load at the tool-chip interface. Material separation at the cutting edge generates heat through plastic deformation of the chip, friction between the chip and tool rake face, and friction between the tool flank and the machined surface. In production CNC machining, cutting speeds may range from tens to several hundred m/min for steels and several hundred to over 1,000 m/min for aluminum, depending on tool material, coating, machine rigidity, and operation type.
Without cutting fluid in machining, this heat has one destination: the tool. Insert hardness drops, edge geometry changes, and wear accelerates nonlinearly. In some operations, removing coolant can reduce tool life dramatically, especially when heat or built-up edge is the main wear driver. That is not a small difference; it determines whether the process is economically viable.
Main Functions of Cutting Fluid
Cutting fluid supports four main functions: cooling, lubrication, chip evacuation, and corrosion protection. The balance between these functions changes by material and operation. High-speed milling usually prioritizes cooling and chip removal, while tapping and broaching require stronger lubrication.
Cutting Fluid vs Machining Coolant
In shop language, cutting fluid and machining coolant are often used interchangeably. Coolant usually emphasizes heat removal, while cutting fluid is the broader term covering cooling, lubrication, chip evacuation, and corrosion protection. Straight oils used for tapping or broaching are cutting fluids, but they are chosen mainly for lubrication rather than cooling.
At JLCCNC, cutting fluid strategy is built into process planning to support stable tool life and consistent part quality. If you are unsure which coolant approach suits your material and operation, our engineers can review your design before machining starts.

Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
How Cutting Fluid Works in Machining

(AI generated) Chip formation with cutting fluid flow
Cooling vs Lubrication Functions
Cooling removes heat after it is generated, while lubrication reduces friction and helps prevent some heat from being generated in the first place.
| Function | Mechanism | Primary Benefit | Dominant in |
|---|---|---|---|
| Cooling | Convective and conductive heat transfer from tool and workpiece to fluid | Extends tool life, controls dimensional stability | High-speed cutting, grinding, hard materials |
| Lubrication | Reduces friction at tool-chip and tool-workpiece interfaces | Lowers cutting force, improves surface finish | Threading, tapping, broaching, low-speed cutting |
| Chip removal | Fluid flow physically carries chips from the cut zone | Prevents recutting, protects surface finish | Drilling, deep pockets, slot milling |
| Corrosion protection | Chemistry inhibits oxidation on fresh metal surfaces | Maintains workpiece surface quality | All wet machining operations |
Friction Reduction at the Tool-Chip Interface
Two friction zones exist in any cutting operation. The primary zone is at the tool rake face where the chip slides upward and curls away from the cut. Secondary friction occurs at the tool flank where the machined surface slides past the clearance face of the tool. Both contribute to heat and both respond to lubrication, but they respond differently.
The rake-face friction zone operates at pressures where conventional fluid-film lubrication often cannot survive. The chip is pressed against the rake face with enough force to squeeze out most lubricant films. The lubrication that works here is boundary lubrication: polar molecules in the cutting fluid adsorb onto the metal surfaces and reduce adhesive contact even under high pressure. Extreme-pressure (EP) additives go further by reacting with metal surfaces at elevated temperature to form low-shear-strength films that reduce friction even when a full fluid film is absent.
Heat Generation and Thermal Control
In many metal cutting operations, most heat is generated by plastic deformation in the shear zone, often estimated at around 70-80%, with the remaining heat coming from friction at the rake and flank faces. Cutting fluid addresses primarily the secondary and tertiary sources through lubrication, and removes the primary source heat by convective cooling of the chip and tool before that heat can diffuse into the workpiece.
The workpiece thermal effect matters for dimensional stability. A part that heats 20°C above ambient during machining has expanded, a 200mm aluminum part expands approximately 0.092mm. When it cools, dimensions shift back. For tight-tolerance work where dimensional stability during machining matters, controlling workpiece temperature through effective cutting fluid application is as important as the cutting parameters themselves.
Chip Formation and Evacuation Behavior
Chip evacuation is one of the most visible benefits of cutting fluid. Chips that are not cleared from the cutting zone can be recut, damaging surface finish, increasing temperature, and accelerating tool wear.
In deep hole drilling, chip packing without adequate coolant flow produces a drill that's grinding chips rather than cutting metal, and the drill breaks.
Through-tool coolant delivery, high-pressure cutting fluid pumped through the tool body and out the cutting edge, solves chip evacuation in deep holes that flood coolant can't reach effectively. At around 40-70 bar, through-tool coolant can eject chips from deep holes while cooling the drill tip directly at the cutting edge.
Cutting Fluid Types and Delivery Strategies

(AI generated) Different machining fluid types
Water-Soluble and Emulsion Fluids
Water-soluble cutting fluids, typically diluted to about 3-10% concentrate in water, are widely used in production CNC environments. Water's high specific heat capacity and thermal conductivity make it an effective heat transfer medium.. The concentrate adds lubrication additives, corrosion inhibitors, biocides, and emulsifiers that keep the oil fraction suspended uniformly.
Emulsion cutting fluids, also called soluble oils, mix mineral oil, water, and emulsifiers. The oil supports lubrication, while the water provides cooling. Concentration matters: too dilute (below 3%) and the lubrication and corrosion protection suffer; too concentrated (above 12%) and the fluid becomes wasteful, leaves heavier residue on parts, and can affect surface finish. Maintaining concentration with a refractometer is standard practice in any shop running multiple coolant sumps.
Synthetic and Semi-Synthetic Fluids
Synthetic cutting fluids contain no mineral oil. They are water-based solutions with synthetic lubricating compounds. typically at 3-8% concentration. Cleaner than emulsions (no oil mist, easier cleaning of parts), better cooling performance because water fraction is higher, and longer sump life because there's no oil to go rancid. The trade-off is lower lubrication at heavy cuts on ferrous materials.
Semi-synthetic fluids bridge the gap, some mineral oil content for lubrication, mostly water for cooling, synthetic additives for stability. They suit general-purpose CNC machining where neither maximum lubrication nor maximum cooling is the dominant requirement.
Straight Oils and Heavy-Duty Lubricants
Straight cutting oils are mineral or vegetable oils with EP additives. They contain no water and provide strong lubrication but limited cooling.
Used for operations where friction and built-up edge are the primary problems and heat is manageable: threading, tapping, gear hobbing, broaching, and deep thread grinding.
The lack of cooling makes straight oil unsuitable for high-speed cutting where thermal management is critical. For example, straight oil is generally unsuitable for high-speed aluminum face milling because it cannot remove heat efficiently. But tapping a stainless steel threaded hole where built-up edge destroys tap life? Straight oil with sulfur EP additives is the correct choice and emulsion coolant is the wrong one.
MQL and Near-Dry Machining
Minimum quantity lubrication delivers a precisely metered aerosol of vegetable oil or ester-based lubricant, typically 5-100 ml/hour, directly to the cutting zone, compared to the 20-200 liters/hour of a flood coolant system. The microdroplets penetrate the cutting zone through capillary action and provide boundary lubrication without the bulk cooling of flood systems.
MQL works best when lubrication is the dominant requirement and chips can carry most of the heat away without bulk coolant flow. MQL is widely used in aluminum machining, especially when chip evacuation is effective and the main concern is preventing adhesion rather than bulk heat removal. Titanium machining is where MQL struggles, the low thermal conductivity of titanium means chips don't carry heat efficiently, and without flood cooling the heat accumulates at the tool.
Dry Machining and Coolant-Free Cutting
Dry machining without any cutting fluid is viable when the material and operation allow it. Cast iron machining generates abrasive chip debris that emulsion coolant would turn into an abrasive slurry, dry cutting with vacuum chip extraction is often preferable. Some high-speed aluminum operations can run dry with sharp tools, suitable coatings, and strong air blast, but many aluminum alloys still benefit from MQL or light coolant to prevent chip welding and built-up edge. Hard turning of steels above 55 HRC with CBN inserts generates chips hot enough to carry away most of the heat, adding coolant can thermally shock the CBN insert.
The decision to machine dry needs a specific technical reason, not just cost avoidance. Running steel dry without a technical justification is a tool wear problem waiting to happen.
CNC Cutting Fluid Applications in Manufacturing
Cutting Fluid in CNC Milling
Flood coolant is common in CNC milling of steel and stainless steel. High-volume flow across the cutting zone helps carry chips away and reduce heat accumulation in the tool and workpiece. Direction matters: coolant directed at the cutter-workpiece interface, not just flooding the table area. High-pressure coolant (20-70 bar) for difficult materials and deep pockets provides more aggressive chip evacuation than standard low-pressure flood systems.
Aluminum milling at high cutting speeds benefits from MQL or light flood coolant, the concern isn't primarily heat (aluminum conducts heat away rapidly) but chip adhesion. Cutting fluid prevents aluminum chips from welding to the cutter rake face, which would form built-up edge and degrade surface finish. Pure air blast is often adequate for aluminum if the tool geometry is sharp and the chip load is managed correctly.
Cutting Fluid in CNC Turning
Turning generates more concentrated, sustained heat than milling because the cutting is continuous rather than interrupted. The insert stays in the cut continuously, so the thermal load is steadier than in interrupted milling. Consistent flood coolant application to the insert throughout the cut maintains thermal stability, which is why turning insert grades with coolant channels built into the tool holder are standard in production turning.
Through-tool coolant delivery in turning, coolant delivered through the tool holder directly to the cutting edge, improves temperature control significantly over standard flood application. For difficult materials (stainless steel, nickel alloys, titanium) where insert temperature is the limiting factor on tool life, through-tool coolant at 40-70 bar can significantly improve insert life and process stability compared with conventional flood application.
Cutting Fluid in Drilling and Tapping
Drilling is the application where cutting fluid delivery method matters most. Surface flooding has limited benefit in deep holes because fluid may not reach the cutting edge effectively, and chips may struggle to escape through the flute path. Through-tool coolant or peck drilling with retract cycles to clear chips are the correct approaches for holes deeper than 3-4 diameters.
Tapping is the most lubrication-sensitive common machining operation. The tap cuts on the way in and rubs on the way out, with tool-workpiece contact on multiple cutting edges simultaneously. Built-up edge on a tap can degrade thread quality, increase torque, and eventually break the tap. Heavy EP oil or tapping compound applied at the entry prevents the chip welding and friction spike on reversal that destroys tap life in stainless steel and nickel alloys.
How Cutting Fluid Affects Machining Performance
Tool Life and Wear Control
The relationship between cutting fluid application and tool life is direct and significant. In many steel turning operations, removing flood coolant can reduce tool life significantly, especially when heat is the main wear driver. The mechanism is thermal softening of the carbide binder at elevated temperature, accelerating crater wear on the rake face. Consistent cutting fluid application keeps insert temperature in the range where carbide maintains its hardness, and tool life is predictable and manageable.
Thermal cycling, applying coolant intermittently or at inconsistent flow, is more damaging than either consistent coolant or no coolant. The repeated heating and cooling cycles create thermal stress in the tool that causes edge cracking, particularly in interrupted cuts where the tool already sees cyclic thermal loading. Consistent application is the requirement, not just adequate volume.
Surface Finish and Dimensional Stability
Cutting fluid improves surface finish through two mechanisms. Reduced friction at the tool-chip interface produces cleaner chip separation with less tearing of the machined surface. Lower cutting temperature reduces the tendency of workpiece material to smear or adhere to the cutting edge, which would then transfer that adherent material back to the machined surface.
Dimensional stability during machining depends on workpiece temperature staying consistent. A part that heats unevenly, hotter in the center than at the ends, measures consistently only when it's cooled uniformly. Machining fluid that provides consistent, even cooling across the workpiece maintains dimensional stability during the operation, which is why systematic coolant coverage matters rather than just occasional flooding.
Cutting Speed and Productivity
Effective cutting fluid application allows higher cutting speeds by keeping the thermal balance manageable at those speeds. The relationship isn't linear, there's no universal multiplier for how much cutting speed cutting fluid enables, but in practical terms, Thermal-limited operations can often run faster with optimized coolant delivery, but the improvement depends on material, tool grade, pressure, and chip control.
High-pressure coolant systems (40-150 bar) enable cutting speed increases on difficult materials that standard flood systems can't achieve. Inconel 718 turning at 70 m/min with high-pressure through-tool coolant achieves comparable or better tool life to the same operation at 50 m/min with flood coolant, the productivity gain from higher speed while maintaining acceptable tool life is the economic justification for high-pressure coolant system investment.
Thermal Distortion and Accuracy
Thermal distortion from machining affects accuracy in two ways. The workpiece grows during machining and shrinks back to room temperature after, if measurements are taken hot, they don't reflect the room-temperature dimension. If the workpiece grows non-uniformly, the geometry changes in ways that aren't correctable by thermal expansion calculation alone.
The second effect is machine thermal state. Long production runs heat the machine structure, which changes the effective tool length and spindle position relative to the fixture. Consistent cutting fluid application helps stabilize machine temperature by removing heat from the work zone before it can transfer into the machine structure. High-volume flood coolant systems with temperature control, chillers that maintain coolant at constant temperature, provide the most effective thermal management for precision production machining.
Cutting Fluid in CNC Machining Process
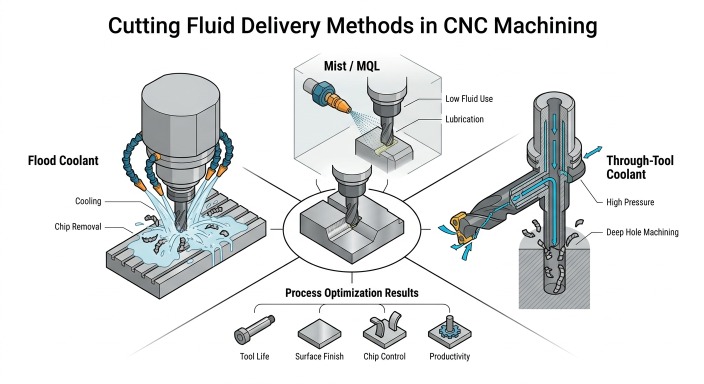
(AI generated) engineering infographic
Fluid Delivery Methods: Flood, Mist, Through-Tool
Flood delivery, high-volume, low-pressure coolant flow from fixed nozzles or adjustable hoses, is the most common cutting fluid delivery method in CNC machining. Flow rates may range from 20-200 L/min, depending on machine size and operation. The primary function is heat removal from the cutting zone and chip evacuation from the part surface. Nozzle positioning matters: coolant aimed at the cutting zone rather than at the workpiece surface provides more effective heat transfer at the point of generation.
Mist systems atomize cutting fluid at much lower flow rates (0.1-1 liter/hour) and deliver it as a fine aerosol. Mist systems reduce fluid consumption, simplify cleanup, and may eliminate sump management. The trade-off is health concerns from airborne mist in confined spaces, mist systems require enclosed machines with extraction to meet occupational exposure limits. MQL has largely replaced mist in new installations because MQL achieves better cutting zone penetration at lower total oil consumption.
Through-tool delivery pressurizes cutting fluid through channels in the tool body and out at the cutting edge, putting the fluid exactly where it does the most work rather than relying on bulk flow to reach the cutting zone. Through-tool delivery is common on modern indexable turning tools for difficult materials, available in many drill bodies for deep-hole drilling, and useful for internal features where surface flooding is inadequate.
Chip Evacuation and Lubrication
High-pressure through-tool coolant can deliver lubrication directly to the cutting edge while ejecting chips from holes, grooves, and internal features. However, coolant cannot fully compensate for poor chipbreaker geometry or incorrect cutting parameters, especially with long, stringy chips in stainless steel or aluminum.
Process Optimization with Coolant
Cutting fluid should be treated as a process variable, not just a support fluid. Changing the cutting fluid type, concentration, pressure, or delivery method changes the cutting process, tool life, surface finish, achievable cutting speed, and chip morphology all respond. A process optimization program that considers only cutting speed, feed, and depth of cut without considering cutting fluid application is incomplete.
Choosing the Right Machining Coolant
Material Considerations
Aluminum: water-soluble emulsion at 5-8% or MQL with vegetable oil ester. Goal is preventing aluminum adhesion to tool rake face and managing the light heat load at high cutting speeds. Avoid heavy oils before anodizing unless the cleaning process is validated, because residue can affect anodize quality.
Steel (carbon and alloy): water-soluble emulsion at 5-8% for general milling and turning. Through-tool high-pressure for deep drilling. Heavy EP oil or sulfur-based straight oil for threading, broaching, and tapping where built-up edge on ferrous materials is the primary concern.
Stainless steel: water-soluble synthetic or semi-synthetic at 8-10%, high-pressure delivery preferred. Stainless steel work-hardens quickly and tends to adhere to the cutting edge. Coolant selection should emphasize both cooling and boundary lubrication, often with additives that reduce built-up edge and adhesive wear. EP additives specifically formulated for austenitic stainless prevent the adhesion that destroys inserts in this material.
Titanium: high-pressure flood coolant (40-70 bar through tool) with water-soluble fluid at 8-10%. The low thermal conductivity of titanium requires aggressive heat removal, standard flood coolant may be insufficient for aggressive titanium cutting, especially in deep cuts or high-duty-cycle production. High-pressure through-tool coolant is often preferred. MQL is not recommended for production titanium machining for this reason.
Choosing the right machining coolant depends on three inputs: material, operation, and delivery method. A stainless steel tapping operation may need a very different fluid from high-speed aluminum milling, even if both are run on the same CNC machine.
Operation Type Selection
High-speed milling: cooling priority, emulsion or synthetic at moderate concentration, high volume. Threading and tapping: lubrication priority, EP oil or heavy semi-synthetic, low volume at the tool. Deep hole drilling: chip evacuation priority, through-tool delivery at pressure. Grinding: cooling priority with fine filtration to remove swarf from the fluid before it recirculates and scratches the ground surface.
Cost and Maintenance Factors
Fluid cost is not just concentrate purchase price, it's also disposal cost (water-soluble cutting fluids are regulated waste in most jurisdictions), maintenance labor for concentration monitoring and biocide addition, filtration equipment, and the cost of downtime from fluid-related problems. Synthetic fluids typically cost more per liter of concentrate but last longer in the sump and produce less disposal volume per year than emulsions.
The cheapest cutting fluid that does the job is the right answer, not the most sophisticated fluid available. Over-specifying cutting fluid is a real cost without a corresponding benefit.
Cutting Fluid Maintenance and Fluid Management
Fluid Concentration Control
Cutting fluid concentration in a working sump drifts continuously. Water evaporates, parts carry fluid out of the sump, and top-up water can dilute the concentrate. A sump that started at 6% concentration can drift to 3% within a week in a high-production environment. At 3%, corrosion protection fails, lubrication is marginal, and bacterial growth accelerates.
Refractometer measurement of concentration is a two-minute daily task that prevents the problems that develop when concentration drifts outside the specified range. The refractometer measures the refractive index of the fluid, which correlates to concentration, compare the reading to the fluid manufacturer's chart to get actual concentration. Adjust by adding concentrate to bring concentration back to the target range. Track the results.
Contamination and Bacterial Growth
Cutting fluid sumps are warm, nutrient-rich environments, ideal conditions for bacteria and fungi. Bacterial growth produces sulfurous odors (the "Monday morning smell" in shops), consumes biocide additives, produces organic acids that reduce pH and cause corrosion, and can cause skin irritation in operators. Fungal growth clogs filters and coolant lines.
Biocide maintenance, adding approved biocide at manufacturer-specified intervals, keeps microbial counts below problematic levels. pH monitoring is the early warning indicator: pH dropping below 8.5 in a water-soluble cutting fluid indicates biological activity or concentration drift, both of which need immediate attention. Tramp oil, including hydraulic oil, way oil, and gear oil leaking into the coolant sump, is a major nutrient source for bacteria and should be skimmed from the sump surface regularly.
Filtration and Recycling
Cutting fluid carries chips, fines, and wear particles back to the sump after each operation. Without filtration, those particles recirculate and act as abrasives at the tool-chip interface, degrading surface finish and accelerating tool wear. Settling tanks separate coarse chips by gravity. Magnetic separators remove ferrous fines. Paper band filters handle fine particles for sensitive operations like grinding where clean fluid is essential for surface quality.
High-quality filtration extends sump life by removing the organic and metallic contamination that degrades fluid chemistry and feeds bacterial growth. The investment in a decent filtration system pays back in longer sump life, better surface finish, and reduced tool wear in any shop running significant CNC production volume.
Fluid Replacement and Disposal
Even well-maintained cutting fluid needs periodic replacement as the additive package depletes beyond recovery. Biocides exhaust, EP additives are consumed, emulsifiers break down, and the base fluid accumulates contamination that filtration can't remove. Testing frequency, weekly for busy sumps, less frequently for low-volume operations, determines when replacement is needed rather than a fixed calendar interval.
Disposal of water-soluble cutting fluids is regulated as industrial wastewater in most jurisdictions, direct drain disposal without treatment is typically illegal. Specialist waste coolant collection services handle disposal correctly. Reducing coolant generation through better maintenance and MQL implementation where applicable reduces the disposal burden and cost.
Common Cutting Fluid Problems in CNC Machining
| Problem | Root Cause | Effect on Machining | Solution |
|---|---|---|---|
| Poor cooling, tool thermal failure | Insufficient flow rate, wrong fluid type, blocked nozzles | Rapid tool wear, dimensional drift, insert cracking | Increase flow, check nozzle aim, verify concentration, switch to higher-cooling fluid |
| Built-up edge, lubrication failure | Wrong fluid for operation, EP additives depleted, too dilute | Poor surface finish, chip welding to tool, tool breakage in tapping | Switch to EP oil for threading/tapping, increase concentration, add EP additive |
| Foaming | Coolant contaminated with air, wrong fluid type, over-agitation | Coolant pump cavitation, poor cooling effectiveness, overflow | Use anti-foam additive, reduce pump turbulence, check for air ingestion |
| Bacterial contamination | Tramp oil ingestion, biocide depletion, temperature above 30°C | Odor, corrosion, operator skin irritation, filter clogging | Skim tramp oil, add biocide, reduce sump temperature if possible |
| Corrosion on parts | pH drop below 8.0, concentration too low, wrong fluid for material | Surface staining, dimensional loss on stored parts | Adjust concentration, check pH daily, add corrosion inhibitor |
| Surface staining on aluminum | Cutting fluid chemistry incompatible with aluminum, high pH | Cosmetic defects, adhesion problems before anodizing | Switch to aluminum-compatible cutting fluid, verify pH below 9.5 |
| Cutting fluid mist | High pressure with open machine, incorrect nozzle type | Operator health risk, fire risk with straight oil | Enclose machine, reduce pressure, switch to through-tool delivery |
| Hydraulic or way oil leaking into coolant sump | Worn seals, contaminated machine oil | Hydraulic fluid degradation, machine malfunction | Repair leaks, skim tramp oil, and separate machine oil from coolant. |
| Rancid smell after weekend | Bacterial growth in stagnant sump | Operator discomfort, accelerating degradation | Circulate fluid over weekends, add biocide, reduce tramp oil |
| Poor chip breaking | Wrong fluid viscosity affecting chip curl, temperature too low | Long stringy chips packing in the cut zone | Check fluid concentration, review insert geometry for chip breaking |
FAQs About Cutting Fluid
Q: What is cutting fluid in machining?
Cutting fluid is a liquid used during machining to cool the cutting zone, reduce friction, improve tool life, and help remove chips.
Q: What is the difference between coolant and cutting fluid?
Coolant primarily controls heat, while cutting fluid may provide cooling, lubrication, corrosion protection, and chip evacuation.
Q: What is CNC cutting fluid used for?
CNC cutting fluid is used to reduce tool wear, improve surface finish, control temperature, and flush chips away from the cutting area.
Q: What are the main types of cutting fluids?
The main types are straight oils, soluble oils, semi-synthetic fluids, and fully synthetic coolants.
Popular Articles
• Cutting with Precision: A Comprehensive Guide to CNC Water Jet Technology
• CNC Coolant Explained: Types, Maintenance & Safety
• Rake Angle in Machining: Machinists’ Guide to Perfect Cuts
• What Steps Are Taken To Minimize Waste In CNC Machining Processes?
• How EDM Wire Cutting Works: Complete Guide to Precision CNC Wire Cutting
Keep Learning
Types of Rivets: Applications, Materials and Selection Guide
Key Takeaways The main types of rivets include solid, blind, semi-tubular, tubular, drive, and split rivets. Each type is selected according to installation access, material compatibility, and joint requirements. Rivet types and identification on drawings use standard callouts covering head style, material, diameter, and grip length. Different kinds of rivets require different installation methods. Some need access to both sides, others install from one side only. Rivet material must be compatible wit......
Spotface vs Counterbore: Differences, Applications & Selection Guide
Quick Comparison Between Spotface and Counterbore Spotfaces and counterbores are both machined features around holes. A spotface creates a flat seating surface for bolts or washers, while a counterbore creates a recessed cavity that allows screw heads to sit flush or below the surface. The table below provides a simple comparison of spotface and counterbore features. Feature Spotface Counterbore Primary purpose Creates a flat seating surface Creates a flat recess for a fastener head Machining depth Sh......
CNC Workholding: Methods, Best Practices, and Engineering Decisions
CNC workholding refers to the methods used to position and secure a part during machining. It directly affects part dimensions, alignment, and surface finish. In practice, machining errors are rarely caused by the toolpath alone. More often, they originate from poor part positioning, uneven clamping, or material deformation under cutting forces. For operations requiring tight tolerances, like ±0.01 mm, a stable and properly designed workholding setup is just as important as the machine’s spindle accur......
Slip Fit Tolerances: Clearance Control and Assembly Accuracy
Key Takeaways About Slip Fit A slip fit provides controlled positive clearance between a shaft and bore, allowing free assembly without force while limiting excessive play. Typical slip fit clearance ranges from approximately 0.010–0.075 mm on common shaft diameters, though the correct value depends on diameter, application requirements, material behavior, and tolerance system selection. ISO fit classes H7/g6 and H8/f7 are widely used standard references for slip fit applications in CNC machining. Sli......
Countersink Holes: Uses, Symbols, and Drawing Callouts
(AI generated) Flat-head screw sitting flush inside a precision machined countersink hole You’ll see a countersink hole on almost every mechanical drawing that uses flat-head screws. It looks simple, but it rarely behaves that way in production. Small mistakes here show up later as poor fit, loose fasteners, or parts that don’t sit flush. If you’re working with features like a countersink hole, small details decide whether your part assembles cleanly or causes problems later. At JLCCNC, we machine pre......
What Is a Chamfer? A Practical Guide for Machining and Design
In CNC machining and mechanical design, small edge details can have a significant impact on part quality, safety, and manufacturability. A chamfer is one such feature. While it may appear simple, chamfer design directly affects how a part is machined, assembled, and used. Chamfers are widely applied to remove sharp edges, ease assembly, and improve overall part reliability. Engineers use chamfers to improve tool access, accommodate minor misalignment during assembly, and extend part service life. Cham......