EDM Hole Drilling: Process, Capabilities, Applications, and Limitations
19 min
- What Is EDM Drilling
- How EDM Drilling Works
- EDM Drilling Process Types
- What Hole Drilling EDM Machining Can Actually Achieve
- What Controls Hole Quality in EDM Drilling
- EDM Drilling Vs. Conventional Drilling
- When Hole Drilling EDM Becomes Necessary
- Limitations and Trade-offs of EDM Drilling
- Common Problems in EDM Hole Drilling (and How to Solve Them)
- Design Guidelines for EDM Drilled Holes (DFM)
- Typical Applications of EDM Drilling
- EDM Hole Drilling Services at JLCCNC
- FAQ’s About EDM Drilling
Key Takeaways About EDM Drilling
- EDM drilling is a non-contact machining process that removes material through controlled electrical discharge.
- It is used when conventional machining is difficult in hard or heat-treated conductive materials such as tool steel, hardened steel, titanium, and carbide.
- It is suitable for deep, small-diameter holes where tool breakage and wear become critical issues.
- It is commonly used in molds, turbine components, and precision cooling or start hole applications.
EDM hole drilling is used on conductive metals when conventional drilling cannot reach features due to material hardness, depth, or geometry constraints.
It removes material using controlled electrical discharges through a tubular electrode rather than cutting with a rotating tool. This makes it a viable option for hardened steels, carbide parts, and deep, narrow holes. In such parts, tool contact becomes unstable during normal drilling.
In CNC machining environments, EDM drilling is mainly used for starter holes for wire EDM, deep cooling passages in molds, and micro holes in high-precision components.
The process does not rely on mechanical force, so tool breakage and cutting stress are not limiting factors. Instead, control comes from discharge energy, flushing efficiency, and electrode condition.
This article covers:
- How small hole EDM drilling works in actual machining conditions.
- The process types used in industry.
- What hole sizes and depths can realistically be achieved.
- How the quality of holes is controlled, where conventional drilling fails.
- When to use EDM over other techniques.
What Is EDM Drilling
EDM drilling is a non-contact CNC machining process. It creates holes using controlled electrical sparks between a tubular electrode and the workpiece, instead of using cutting force.
In this process, the electrode never physically cuts the material. Material removal occurs through electrical discharge, so no mechanical load is applied to the part. This allows stable hole making in hardened steels, carbide, and other materials where mechanical drills would wear out or break.
How EDM Drilling Works
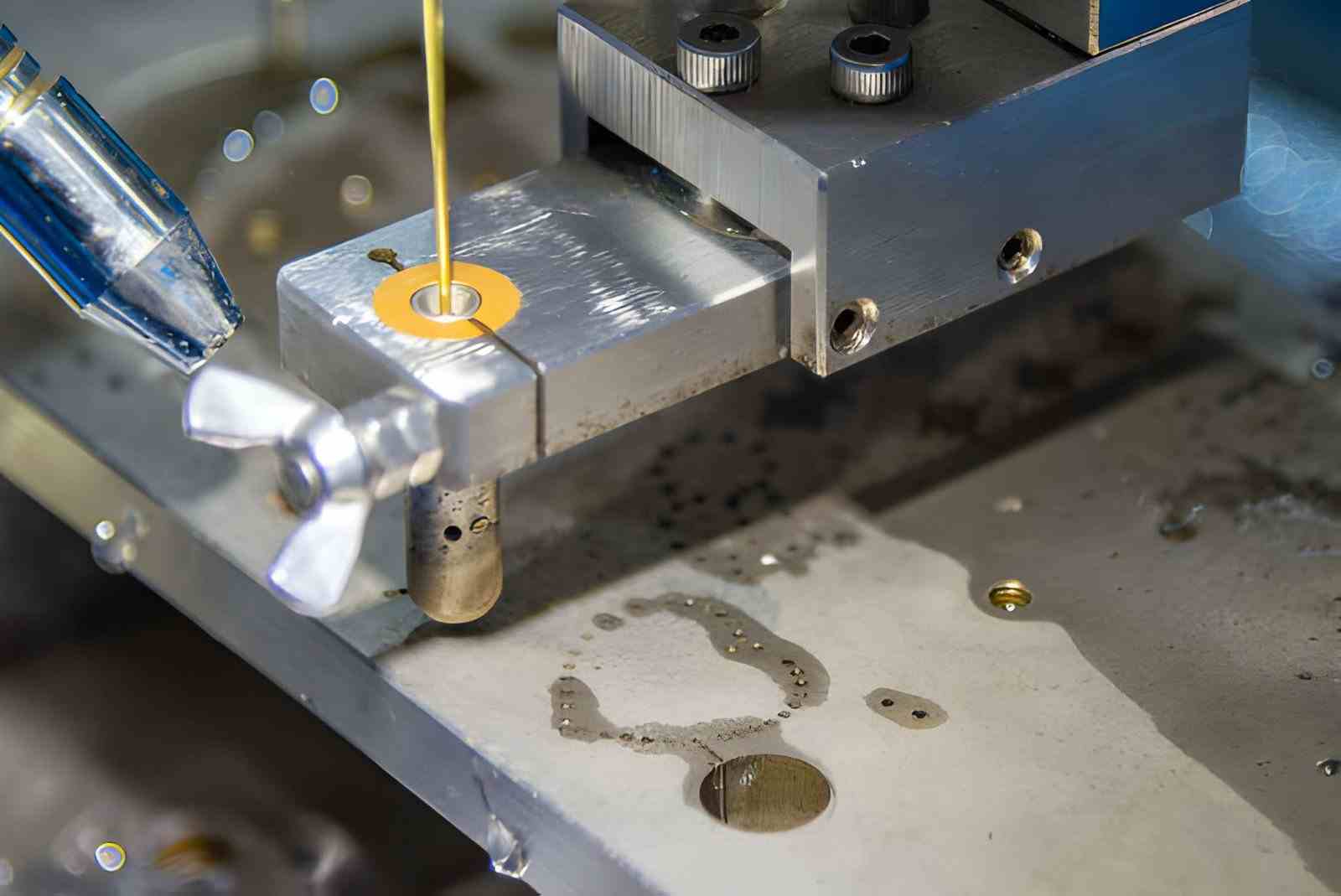
The image shows a close-up of a metal workpiece being cut using an automatic EDM machine. (iStock)
EDM drilling removes material through controlled electrical sparks. The process depends on discharge energy, electrode geometry, and flushing flow to form the precise hole. Each factor directly impacts stability, hole depth, and surface condition.
Electrical discharge erosion mechanism
- A controlled voltage gap (typically in the micron range, around 0.01 - 0.05 mm) is maintained between the electrode and the workpiece, and electrical discharges occur across this gap.
- Each spark often reaches extremely high localized temperatures (several thousand degrees Celsius), melting and vaporizing tiny material zones.
- Repeated pulsed discharges (controlled by pulse-on/off time in microseconds) build the hole gradually. Unstable pulse settings can cause taper or uneven erosion.
Tubular electrode structure and flushing path
- The electrode used is hollow. It allows dielectric fluid (usually deionized water or oil) to pass through the center directly into the machining zone.
- High-pressure flushing (commonly 5 to 20 bar, depending on machine setup) removes debris from deep holes to prevent arc instability and short-circuiting.
- Continuous flushing stabilizes spark gap conditions, which directly influences hole straightness and depth consistency in high aspect ratio drilling.
No cutting force and its practical implications
- The electrode operates without physical contact. So there is effectively zero cutting force on the workpiece surface.
- Thin sections, hardened steel (above 50 to 60 HRC), and brittle materials can be drilled without tool deflection or breakage risk.
- Process stability depends on electrical parameters (current, pulse duration) and flushing efficiency rather than feed force or tool rigidity.
EDM Drilling Process Types
EDM drilling is used in different setups depending on hole size, depth, and how fast the job needs to run.
Some EDM drilling machines are optimized for high penetration rates in thick materials, while others are configured for small-diameter, high-accuracy holes. The hole type also changes how the process is controlled in production.
Fast hole EDM (hole popper systems)
- Used for quick drilling of medium to large diameter holes, usually around 0.3 mm to 3.0 mm in steel and hardened materials.
- Removes material at a high rate, mainly used when the hole is needed as a starting point for another process, like wire EDM.
- Works well on thick plates and mold blocks where speed is more important than surface condition.
- Electrode wears faster in this mode, so it is commonly used for short cycle operations rather than fine finishing.
Small hole EDM drilling (precision-focused setups)
- Used for very small holes, typically between 0.1 mm and 0.5 mm, where conventional drilling cannot operate reliably.
- Works with lower discharge energy to keep the hole shape stable during deep penetration.
- Common in parts like fuel nozzles, cooling channels, and fine venting holes in molds.
- The process is slower, but it provides better control over straightness in long, narrow holes.
Through-hole vs blind-hole processing differences
- Through-holes allow fluid to pass completely through the material, which helps keep debris moving out of the cutting zone.
- Blind holes trap debris at the bottom, so flushing pressure and pauses are needed to keep the process stable.
- Through-holes are easier to control in deep drilling because the discharge area stays cleaner.
- Blind hole work needs more attention to electrode wear since buildup at the bottom can affect hole shape over time.
Table 01: EDM Drilling Process Comparison
In practice, the differences between these EDM drilling modes are not only about hole size or speed. They mainly come from how discharge energy is delivered, how flushing is handled, and how much control is needed to keep the spark stable as depth increases.
| Parameter | Fast Hole EDM (Hole Popper) | Small Hole EDM | Through-Hole Drilling | Blind-Hole Drilling |
|---|---|---|---|---|
| Typical diameter range | 0.3 to 3.0 mm | 0.1 to 0.5 mm | 0.2 to 3.0 mm | 0.2 to 3.0 mm |
| Cutting speed | High removal speed for short cycles | Slow, controlled cutting for accuracy | Medium speed with stable flow | Slower due to trapped debris control |
| Main use | Starter holes, deep entry points | Fine cooling and micro features | Full passage holes in parts | Internal holes that do not pass through |
| Flushing behavior | Continuous flow through the electrode | Controlled low flow through a small channel | Stable evacuation of chips | Needs pressure control to clear debris |
| Hole stability | Stable in short operations | High stability in small diameters | Good consistency in depth | Sensitive to buildup at the bottom |
What Hole Drilling EDM Machining Can Actually Achieve
EDM hole drilling is used when depth, hardness, or geometry makes normal drilling unstable. Its capability is defined by how far it can maintain a stable discharge, not by cutting speed or surface quality.
Hole diameter range and achievable aspect ratios
- Typical working range stays between 0.1 mm and 3.0 mm. This is primarily controlled by electrode tube size and flushing pressure.
- Stable drilling is typically maintained in the 15:1 to 25:1 range, with higher ratios requiring controlled conditions.
Accuracy limits and taper behavior in deep holes
- Diameter control is typically within ±0.02–0.05 mm for shallow holes, but shifts closer to ±0.1 mm as electrode wear increases in longer holes.
- Taper develops naturally in deep drilling because the discharge energy and flushing strength reduce as depth increases.
Surface finish and recast layer presence
- The hole wall surface is formed by melting and re-solidification, which leaves a rougher texture compared to mechanical drilling.
- A thin recast layer remains after machining, which can affect sealing or flow performance in precision applications where post-processing may be required.
What Controls Hole Quality in EDM Drilling
Hole quality in EDM drilling depends on how steady the spark process stays during cutting. Small changes in energy, electrode condition, and flushing flow quickly show up in hole shape, depth stability, and surface condition.
Discharge energy and pulse stability
- Higher discharge energy removes material faster, but it also increases side erosion, which can slightly open up the hole beyond the set diameter.
- If pulse timing is not stable, spark gaps fluctuate, and the hole wall starts showing uneven marks along depth.
Electrode wear and dimensional compensation
- The electrode slowly loses material during drilling, and this directly shifts the hole size if the wear is not adjusted in control settings.
- In long or batch runs, compensation is used so that later holes stay close to the same diameter as the first ones.
Flushing efficiency and debris evacuation
- When flushing is weak, small particles stay inside the hole and disturb the spark path, which affects straightness.
- Good flushing keeps the cutting zone clean, especially in deeper holes where debris naturally builds up at the bottom.
EDM Drilling Vs. Conventional Drilling
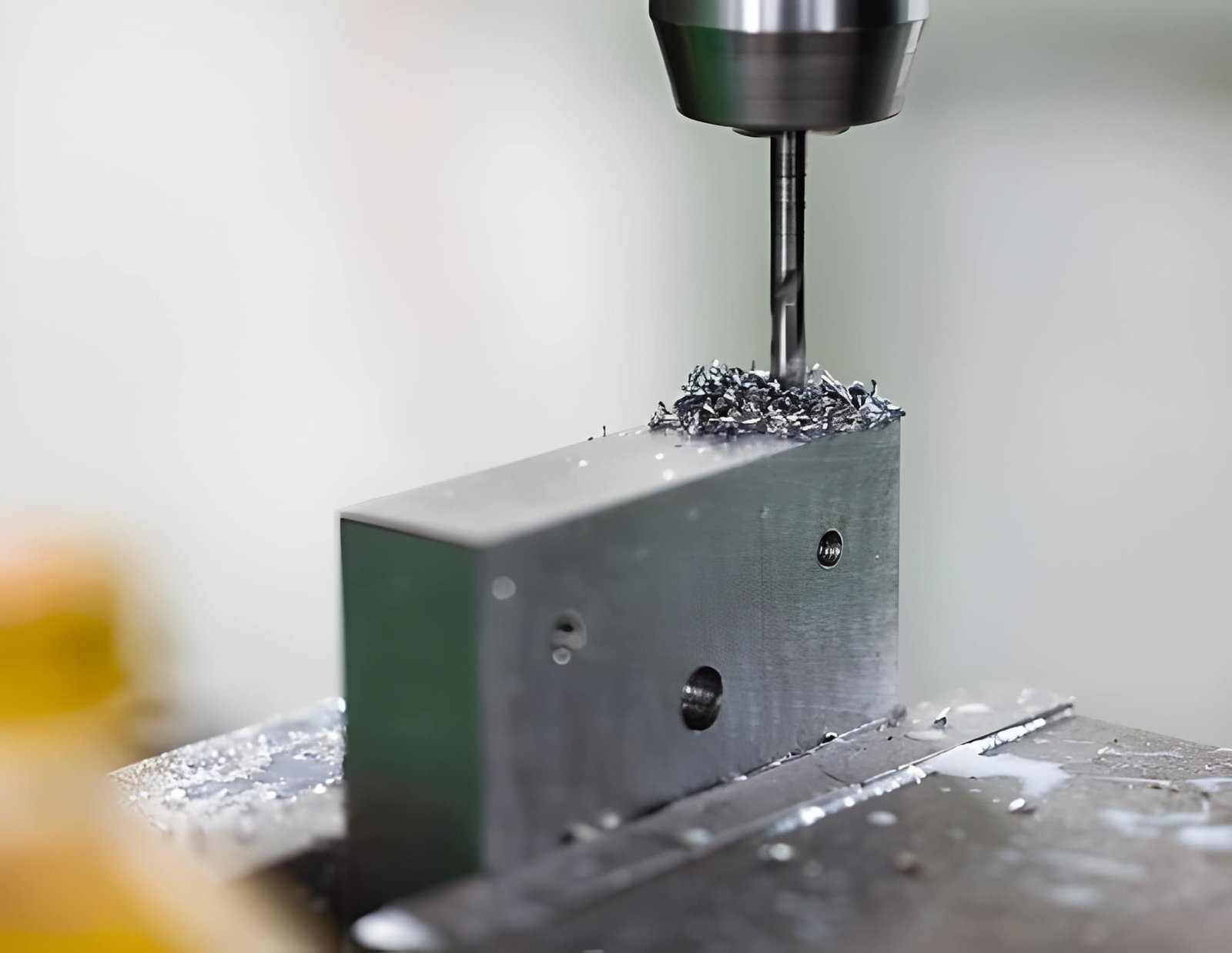
A conventional drilling machine making a hole in a metal workpiece (iStock)
These two processes are used for hole making, but they behave very differently once the material and depth increase. Conventional drilling relies on a rotating tool cutting chips out of the material.
On the other hand, EDM drilling removes material through controlled electrical sparks, so the material condition matters more than cutting force.
In production environments, the decision is not based on “which is better.” It comes from tool wear or failure risk, hole depth stability, and how clean debris evacuation is during the operation.
EDM Drilling Selection Guide: When to Use It vs Other Machining Methods
- Use EDM drilling when drill bits fail early in hardened steel and tool steel parts during pilot or deep hole operations.
- Use EDM drilling when the hole depth is high, and chip removal starts blocking tool progress in conventional drilling.
- Use conventional drilling when holes are standard size in aluminum, mild steel, or other free-cutting materials.
- Use conventional drilling when high production volume is required, and the cycle time per hole directly affects cost.
Table 02: EDM Hole Drilling vs Conventional Drilling
In practice, selection is driven by failure risk rather than preference.
| Factor | EDM Drilling | Conventional Drilling |
|---|---|---|
| Cutting condition | No physical contact, material removed by sparks | Direct cutting with a rotating drill bit |
| Material response | Works on hardened and heat-treated metals without a change in behavior | Cutting resistance increases as material hardness increases |
| Deep hole behavior | Maintains process even in long depth ratios if flushing is stable | Drill deflection, heat buildup, and chip blockage can appear in deep holes |
| Small diameter capability | Can produce very small holes without tool breakage risk | Small drills become fragile and break easily in hard materials |
| Hole path control | Depends on electrode wear and flushing stability | Depends on tool rigidity and machine alignment |
| Surface inside the hole | Slightly rough due to melting and re-solidification | Smoother wall after cutting action |
| Tool consumption | The electrode gradually wears but remains predictable | Drill wear increases sharply in hard materials |
| Production speed | Slower per hole, especially in deep sections | Faster when the material and depth are suitable |
| Setup sensitivity | Depends on electrical settings and flushing pressure | Depends on feed, speed, and chip evacuation |
Decision Hint
- EDM drilling is used when conventional drilling stops being stable. This usually shows up in hardened materials, deep holes, and very small diameters, where drills start breaking or drifting off path.
- Conventional drilling remains the default option for most CNC work because it is faster and easier to control when the material allows clean chip flow.
In practice, EDM is not a replacement for drilling. It is used when the job moves beyond what a mechanical tool can handle safely or consistently.
When Hole Drilling EDM Becomes Necessary
EDM hole drilling is not used as a first option in most CNC work. It becomes necessary when conventional drilling starts failing during actual production. The decision usually comes from tool breakage, unstable hole paths, or when the hole size is too small for mechanical tools to survive.
When conventional drilling fails (tool breakage, drift)
When drills start breaking inside the part or losing alignment during depth, EDM drilling becomes the practical choice. This often happens in hardened steels, deep cavities, or interrupted cuts where the drill cannot maintain a stable path. Instead of forcing repeated tool changes, EDM keeps the process stable because there is no cutting load on the tool.
Micro-hole and high aspect ratio requirements
Very small holes create a different problem in machining. Standard drills lose strength as the diameter reduces, and deep penetration increases the risk of bending or snapping. EDM drilling handles these cases better because hole size is controlled by the electrode, not tool rigidity. It is commonly used when holes are long and narrow, where depth is many times larger than diameter.
Pre-drilling for wire EDM operations
Wire EDM needs a starting hole to pass the wire through the material. In hardened or thick parts, conventional drilling may not reach the required depth safely. EDM drilling is used here to create a clean entry point so the wire EDM process can start without stress on the material or tool failure at the entry stage.
Limitations and Trade-offs of EDM Drilling
EDM drilling solves hard machining problems, but it comes with clear production trade-offs. It is slower than mechanical drilling, consumes electrodes during use, and changes the hole surface due to thermal erosion. These factors directly affect cycle time, cost, and post-processing needs.
Low material removal rate and cycle time impact
- EDM removes material through repeated sparks, so each hole takes longer compared to mechanical drilling.
- In deep holes, cycle time increases further because energy settings must stay stable to avoid process interruption.
Electrode consumption and tooling cost
- The tubular electrode wears during drilling, and longer or batch runs require frequent replacement or compensation.
- For small diameter holes, electrode manufacturing and handling add noticeable cost per job.
Surface integrity (recast layer and heat-affected zone)
- The hole wall is formed by melted and re-solidified material, which leaves a thin recast layer on the surface.
- This thermal layer can affect sealing or flow performance, so secondary finishing may be needed in sensitive applications.
Common Problems in EDM Hole Drilling (and How to Solve Them)
EDM hole drilling issues are usually not caused by a single parameter. In most cases, they come from a combination of flushing conditions, discharge stability, and electrode wear behavior as depth increases.
The key is not just understanding why they happen, but recognizing how they show up during machining.
Taper in Deep Holes
Taper becomes visible when hole depth increases and the discharge conditions at the bottom start to weaken compared to the entry zone. The top section stays relatively stable, while the lower section gradually deviates.
This is usually linked to reduced flushing efficiency and energy loss at depth.
Typical fixes:
- Increase flushing pressure or improve internal flow path
- Reduce feed rate in deeper sections
- Adjust pulse energy to stabilize discharge consistency
Electrode Wear Causing Oversize
As machining progresses, the electrode gradually changes geometry. If this wear is not compensated, later holes tend to run slightly larger than earlier ones.
This effect becomes more obvious in batch production or long drilling cycles.
Typical fixes:
- Apply wear compensation in CNC control
- Use consistent electrode material and condition
- Monitor electrode length during long runs
Unstable Discharge
Unstable discharge shows up as inconsistent spark behavior, often visible through irregular surface texture or interrupted cutting progress.
It is usually linked to improper pulse settings or unstable gap conditions.
Typical fixes:
- Adjust pulse-on/pulse-off timing
- Reduce discharge energy for stability
- Verify gap control and machine parameter consistency
Debris Clogging in Deep Holes
When flushing is not sufficient, debris accumulates inside the hole. This disturbs the discharge path and can cause sudden instability or slow penetration.
It is more common in blind holes or high aspect ratio drilling.
Typical fixes:
- Increase flushing pressure or improve electrode flow channel
- Pause intermittently for debris evacuation in deep cuts
- Prefer through-hole strategy when geometry allows
EDM drilling failure modes seen in production, and how engineers usually stabilize the process.
Design Guidelines for EDM Drilled Holes (DFM)
Designing for EDM drilling is mostly about keeping the hole stable during depth and making sure debris can actually leave the cutting zone. Most issues in production come from tight geometry, weak flushing paths, or unrealistic depth expectations in the drawing.
Recommended diameter-depth combinations
- For most stable production work, holes between 0.3 mm and 1.0 mm behave predictably when depth stays within a 15:1 to 20:1 ratio.
- When depth goes beyond 20:1, the process still works, but the feed needs to slow down, and hole straightness becomes more sensitive to flushing.
- Larger diameters above 1.5 mm are easier to control at depth because the flushing space is naturally better inside the hole.
- Very small holes below 0.3 mm are possible, but they are better suited for short depth features instead of long channels.
Stock allowance for secondary finishing
- When the hole is part of a sealing or flow surface, keeping around 0.02 mm to 0.05 mm allowance helps avoid assembly issues later.
- If the hole will be reamed or honed, EDM should be treated as a rough formation step, not final sizing.
- Tight final tolerance directly from EDM is possible, but it increases cycle time and makes the process less stable in batch work.
- In practice, a small allowance gives more consistent results across multiple parts than targeting the final size in one step.
Designing for effective flushing access
- Straight or open flow paths make a noticeable difference in hole stability, especially in deep drilling.
- Closed or trapped geometries tend to collect debris, which affects straightness and increases electrode wear.
- Entry space should allow electrode alignment without obstruction; otherwise, the starting position becomes inconsistent.
- In multi-hole layouts, spacing should allow flushing pressure to stay balanced across all drilling points.
Table 03: EDM Hole Design Reference Table
| Design Factor | Practical Working Range | What usually decides performance |
|---|---|---|
| Hole diameter | 0.3 mm to 3.0 mm | Smaller sizes depend heavily on flushing stability |
| Depth-to-diameter ratio | 15:1 (safe), 20:1 (common limit), 25:1 (controlled runs) | Depth stability drops once debris removal weakens |
| Stock allowance | 0.02 mm to 0.05 mm | Used when sealing, fitting, or post-finishing is expected |
| Flushing condition | Open or through-flow preferred | Poor flushing is the main cause of taper and instability |
| Geometry access | Clear entry path needed | Obstructed entry leads to poor starting accuracy |
| Hole type choice | Through-hole preferred over blind | Blind holes need tighter control and slower feed |
Typical Applications of EDM Drilling
EDM hole drilling is used when holes are small, deep, or inside hard materials where normal drilling cannot stay stable. The selection is mainly based on the whole function, not the industry itself.
Mold and die venting and cooling holes
EDM hole drilling is used in molds and dies to create venting and cooling holes that standard drills cannot reach. These holes help remove trapped air and control heat during molding. It also works well in hardened tool steel, where drill wear becomes a problem.
Aerospace turbine and fuel nozzle components
EDM hole drilling is used for small cooling holes in turbine blades and fuel nozzles. These parts are made from heat-resistant alloys, so mechanical drilling struggles with tool life and stability. EDM makes these small, deep holes without applying cutting force on the part.
Wire EDM starter hole preparation
EDM drilling is used to make starter holes so the wire can pass through the workpiece. It is mainly used in thick or hardened parts where normal drilling cannot reach safely. The hole acts as the entry point for starting the wire EDM cutting path.
EDM Hole Drilling Services at JLCCNC
At JLCCNC, we provide EDM machining services for hardened materials, deep holes, and small-diameter features. Our engineering team reviews each design to set proper electrode size, flushing method, and process parameters for desired results.
We support prototype and production work with stable control over deep hole drilling, starter holes for wire EDM, and cooling channel features in tooling and precision components. Support includes:
- Free DFM review before machining starts.
- Engineering support for hole size, depth, and flushing setup.
- EDM drilling for hardened steel, tool steel, and carbide.
Upload your CAD file and get an instant online free quote from JLCCNC starting at $1 with lead times as fast as 3 days.

Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
FAQ’s About EDM Drilling
Q: What is EDM drilling used for?
EDM drilling is used to make small and deep holes in hard materials where normal drilling cannot stay stable. It is commonly used for cooling holes, venting holes, and starter holes for wire EDM.
Q:Can an EDM drilling machine drill hardened steel?
Yes, EDM drilling works on hardened steels without being affected by material hardness. Since there is no cutting force, tool hardness does not limit the process.
Q: What is the smallest hole EDM can drill?
EDM drilling can produce holes as small as around 0.1 mm, depending on electrode size and machine control. Smaller holes are slower and need stable flushing to maintain shape.
Q: Is EDM drilling more accurate than conventional drilling?
EDM drilling is stable in hard and deep holes, but it is not always more accurate in surface finish. Conventional drilling can give cleaner walls in soft materials, while EDM is better for depth control in difficult materials.
Q: Why is EDM drilling used before wire EDM?
EDM drilling creates a starting hole so the wire can pass through the part. This is required in thick or solid components where the wire cannot enter directly.
Popular Articles
• Cutting with Precision: A Comprehensive Guide to CNC Water Jet Technology
• CNC Coolant Explained: Types, Maintenance & Safety
• Rake Angle in Machining: Machinists’ Guide to Perfect Cuts
• What Steps Are Taken To Minimize Waste In CNC Machining Processes?
• How EDM Wire Cutting Works: Complete Guide to Precision CNC Wire Cutting
Keep Learning
Types of Rivets: Applications, Materials and Selection Guide
Key Takeaways The main types of rivets include solid, blind, semi-tubular, tubular, drive, and split rivets. Each type is selected according to installation access, material compatibility, and joint requirements. Rivet types and identification on drawings use standard callouts covering head style, material, diameter, and grip length. Different kinds of rivets require different installation methods. Some need access to both sides, others install from one side only. Rivet material must be compatible wit......
Spotface vs Counterbore: Differences, Applications & Selection Guide
Quick Comparison Between Spotface and Counterbore Spotfaces and counterbores are both machined features around holes. A spotface creates a flat seating surface for bolts or washers, while a counterbore creates a recessed cavity that allows screw heads to sit flush or below the surface. The table below provides a simple comparison of spotface and counterbore features. Feature Spotface Counterbore Primary purpose Creates a flat seating surface Creates a flat recess for a fastener head Machining depth Sh......
CNC Workholding: Methods, Best Practices, and Engineering Decisions
CNC workholding refers to the methods used to position and secure a part during machining. It directly affects part dimensions, alignment, and surface finish. In practice, machining errors are rarely caused by the toolpath alone. More often, they originate from poor part positioning, uneven clamping, or material deformation under cutting forces. For operations requiring tight tolerances, like ±0.01 mm, a stable and properly designed workholding setup is just as important as the machine’s spindle accur......
Slip Fit Tolerances: Clearance Control and Assembly Accuracy
Key Takeaways About Slip Fit A slip fit provides controlled positive clearance between a shaft and bore, allowing free assembly without force while limiting excessive play. Typical slip fit clearance ranges from approximately 0.010–0.075 mm on common shaft diameters, though the correct value depends on diameter, application requirements, material behavior, and tolerance system selection. ISO fit classes H7/g6 and H8/f7 are widely used standard references for slip fit applications in CNC machining. Sli......
Countersink Holes: Uses, Symbols, and Drawing Callouts
(AI generated) Flat-head screw sitting flush inside a precision machined countersink hole You’ll see a countersink hole on almost every mechanical drawing that uses flat-head screws. It looks simple, but it rarely behaves that way in production. Small mistakes here show up later as poor fit, loose fasteners, or parts that don’t sit flush. If you’re working with features like a countersink hole, small details decide whether your part assembles cleanly or causes problems later. At JLCCNC, we machine pre......
What Is a Chamfer? A Practical Guide for Machining and Design
In CNC machining and mechanical design, small edge details can have a significant impact on part quality, safety, and manufacturability. A chamfer is one such feature. While it may appear simple, chamfer design directly affects how a part is machined, assembled, and used. Chamfers are widely applied to remove sharp edges, ease assembly, and improve overall part reliability. Engineers use chamfers to improve tool access, accommodate minor misalignment during assembly, and extend part service life. Cham......