Sheet Metal Hemming: Types, Process, and Hem Flange Design
15 min
- What Is Sheet Metal Hemming?
- Sheet Metal Hemming Process
- Types of Hemming in Sheet Metal
- Open Hem vs Closed Hem: Key Differences
- Hemming vs Other Sheet Metal Edge Finishing
- Hem Flange Design Considerations
- Benefits of Sheet Metal Hemming
- Common Hemming Defects and Solutions
- FAQs
What Is Sheet Metal Hemming?

(AI generated) Close‑up of an engineer using calipers to measure the hem flange on a sheet metal panel in a fabrication shop.
If you work with thin metal parts, raw cut edges can create real problems. They remain sharp, bend easily, and often interfere with safe handling and smooth assembly. Sheet metal hemming solves this by folding the edge of a sheet back onto itself in a controlled forming process. The result is a compact hem flange that removes exposed sharp edges, increases stiffness along the panel boundary, and improves overall part performance during handling and assembly. If you want a broader overview of cutting, bending, stamping, and forming processes, you can explore our guide to sheet metal fabrication processes.
Hemming is widely used in fabricated products such as appliance panels, enclosures, automotive body panels, and metal cabinets. The process adds strength without adding material thickness or weight.
If you are designing parts with hemming features, working with an experienced fabrication partner like JLCCNC can help ensure accurate forming, proper tooling selection, and consistent edge quality.
Engineering Definition of Hemming Sheet Metal
(ResearchGate)
Sheet metal hemming is a forming operation in which the edge of a metal sheet is folded back onto itself to create a reinforced edge.
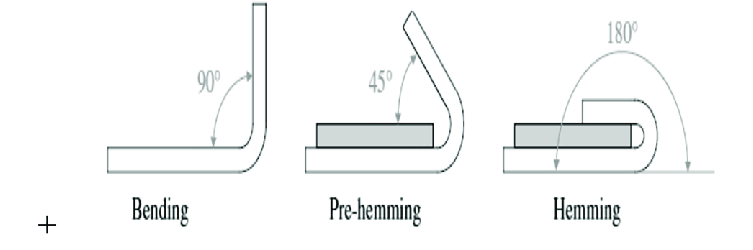
The operation usually happens in two stages:
First, the sheet metal edge is pre-bent to approximately 30–45 degrees using a press brake.
Then, the tool continues the forming action until the edge is flattened against the sheet.
The final result is a hem flange that increases rigidity along the panel edge while reducing exposed sharp edges.
Depending on the design requirements, the fold may remain slightly open or be fully closed.
Sheet Metal Hemming Process

(AI generated) sheet metal being hemmed on a press brake, showing the folded edge forming under punch and die in a fabrication workshop.
Hemming relies on the same mechanical principles used in sheet metal bending. You form a hem by folding the edge of a sheet metal part back onto itself. Shops usually run this operation on a press brake, a hemming die, or a dedicated hemming machine. The goal is to create a tight hem flange along the panel edge without cracking the material.
Most shops treat the hemming process as a finishing step. Cutting and primary bends happen first. Hemming comes near the end because the folded edge stiffens the panel and limits further forming.
The method you choose depends on part size, production volume, and equipment. Press brakes handle low and medium volumes. Automotive plants often rely on automated hemming systems for large panels.
Step by Step Hemming Operation
A standard hemming sheet metal operation follows two forming stages.
First stage. The press brake bends the edge to about 30 to 45 degrees. This step prepares the material for the final fold.
Second stage. The tool continues bending until the flange folds flat against the sheet. This creates the final hem shape.
You may see the process broken into three smaller motions on some machines. Pre bend. Intermediate bend. Final flattening.
Each step reduces strain in the material. That matters when you work with harder metals like stainless steel.
Typical process flow looks like this:
Cut the sheet metal blank using laser cutting or punching.
Form primary bends for the part geometry.
Pre bend the hem flange using a press brake.
Flatten the flange to complete the hem.
This sequence keeps the part stable during forming and prevents distortion near the edge.
Die Hemming
Die hemming uses matched tooling to fold the sheet metal edge in a controlled cavity. The upper tool pushes the flange into the die until it closes.
You will see this method in high volume manufacturing. Automotive body panels often use die hemming because the process produces consistent edges at high speed.
The tooling controls the final geometry of the hem types used in the design. Once the die is built, the machine repeats the same motion for every panel.
Advantages of die hemming include:
High dimensional accuracy
Consistent edge quality
Fast cycle time for mass production
The downside is tooling cost. Custom hemming dies require machining and setup time.
Roll Hemming
Roll hemming uses a rotating tool instead of a fixed die. A roller gradually folds the sheet metal edge while it travels along the panel.
Automotive factories use this technique for large body panels such as doors and hoods. A robotic arm guides the roller along the edge while the tool slowly closes the hem.
The gradual forming motion reduces stress in the material. This approach helps prevent surface distortion in thin sheet metal panels.
Roll hemming works well when parts have long curved edges. The roller follows the contour and forms the hem flange in a continuous motion.
Because the process applies force gradually, it also works well for coated or painted panels that require careful surface protection.
Types of Hemming in Sheet Metal
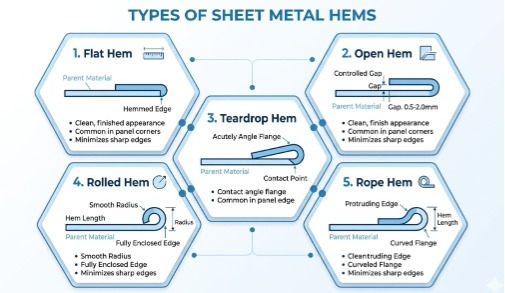
Fabricators choose different hem types depending on material thickness, bend radius limits, and the function of the finished part. Some hems focus on stiffness. Others improve safety or appearance.
The hemming process folds a sheet metal edge into a compact flange. The exact geometry of that fold defines the hem type. Below is a practical reference table that shows how each design behaves in real fabrication work.
Common Sheet Metal Hem Types
Hem Type | How It Looks | Typical Gap | Where You Use It | Key Advantage |
|---|---|---|---|---|
Closed Hem (Flat Hem) | Edge folds completely flat against the sheet | Minimal or nearly closed gap | Appliance panels, automotive body panels, enclosures | Maximum edge stiffness and clean appearance |
Open Hem | Edge folds but leaves a small internal gap | Small gap remains | General fabrication, thicker sheet metal parts | Easier to form, reduces cracking risk |
Teardrop Hem | Edge folds into a rounded loop shape | Curved internal gap | Automotive panels, decorative metal parts | Protects coating and reduces material stress |
Rolled Hem | Edge rolls into a larger circular loop | Large rounded gap | Safety edges, handles, structural edges | Smooth edge with high durability |
Rope Hem | Edge wraps tightly around a wire or rod | Gap defined by wire diameter | HVAC ducts, metal containers, industrial panels | Extremely strong reinforced edge |
This table helps you quickly identify which hem flange works best for your part design and material thickness.
Open Hem vs Closed Hem: Key Differences
The two most common configurations in fabrication are open hem vs closed hem designs. The difference comes down to how tightly the folded edge closes against the sheet.
Feature | Closed Hem | Open Hem |
|---|---|---|
Edge Shape | Fully flattened fold | Fold with visible gap |
Internal Clearance | Minimal | Small controlled gap |
Strength | Higher stiffness along edge | Slightly lower stiffness |
Forming Difficulty | Higher forming force required | Easier to form |
Material Suitability | Thin sheet metals | Medium to thicker sheet metals |
Crack Risk | Higher if radius is too tight | Lower due to internal clearance |
Typical Uses | Appliances, automotive panels | Brackets, cabinets, industrial parts |
You will see closed hems in products where appearance and rigidity matter. Automotive doors and appliance panels often use this design.
An open hem leaves a small gap inside the fold. That gap reduces forming stress and prevents cracking when you work with thicker materials or coated sheet metal.
When you design parts that use sheet metal hemming, you should match the hem type to the material thickness, bend radius, and forming equipment available in the shop.
Hemming vs Other Sheet Metal Edge Finishing
Engineers use several methods to finish sheet metal edges. Hemming is one option. Curling and simple edge folding also appear in fabrication drawings.
Each method changes the edge geometry in a different way. When you understand how they behave, you can choose the right one for your part design.
Hemming vs Curling
Sheet metal hemming folds the edge of a panel back onto itself. The folded edge lies flat against the sheet or stays slightly open depending on the hem design.
Curling forms the edge into a circular loop instead of flattening it.
You will often see curling on parts that require a rounded edge. Metal containers, HVAC ducts, and safety handles commonly use curled edges because the round profile removes sharp surfaces.
Hemming focuses on reinforcement and panel stiffness. Curling focuses on creating a smooth rounded edge.
Feature | Hemming | Curling |
|---|---|---|
Edge shape | Flattened folded edge | Circular rolled edge |
Typical use | Panels, enclosures, appliance parts | Ducts, containers, handles |
Edge stiffness | Higher due to double layer | Moderate |
Edge safety | Good | Very good because of round profile |
Forming method | Press brake or hemming die | Rolling or specialized forming tools |
When you design panels or structural sheet metal parts, hemming sheet metal usually provides the stronger edge.
Hemming vs Folding
Folding creates a simple bend along the sheet metal edge. The material bends once and stays open at an angle.
Hemming adds another forming step. The edge folds completely back onto the sheet, creating the hem flange.
You will notice the difference when you hold the parts.
A folded edge still feels thin and flexible. A hemmed edge feels thicker and more rigid.
Feature | Hemming | Folding |
|---|---|---|
Edge structure | Edge folded onto itself | Single bend |
Edge stiffness | Higher | Lower |
Edge safety | Cut edge hidden inside fold | Raw edge remains exposed |
Typical use | Appliance panels, cabinets, automotive parts | Brackets, structural bends |
Engineers usually select hemming when the edge requires reinforcement or safe handling. Folding works well for simple bends where edge finishing is not critical.
If your design includes sheet metal hemming, accurate forming and tooling setup make a big difference in part quality. Working with an experienced fabrication partner simplifies that process. Design choices like material thickness, forming complexity, and edge finishing directly influence fabrication cost.
When to Use Sheet Metal Hemming
Sheet metal hemming is most appropriate when the edge of a panel needs reinforcement, improved rigidity, or safe handling without increasing material thickness. It is commonly applied in appliance panels, automotive body panels, metal cabinets, and enclosures where the hem flange provides structural support and hides sharp edges.
The selection of hem types—open hem, closed hem, teardrop, or rolled hem—depends on material thickness, bend radius limitations, and functional requirements such as stiffness, safety, or aesthetic appearance. Hemming sheet metal is especially recommended for thin-to-medium gauge sheets where folding alone would not provide sufficient edge strength or could risk cracking. Engineers also use hemming to maintain dimensional accuracy in assemblies, as the process can control edge length and flatness better than a simple bend or fold.
Hem Flange Design Considerations
In sheet metal hemming, proper hem flange design is essential to ensure the edge forms correctly without cracking, distortion, or incomplete closure. Whether you are designing for different hem types or optimizing a specific hem flange, the key parameters—flange length, bend radius, material thickness, and hem allowance—directly affect how the metal behaves during the hemming sheet metal process.
Flange Length
Flange length is one of the most critical factors in hemming sheet metal. It determines whether the material can be folded back onto itself to form a stable hem flange. As a general rule, the minimum flange length should be about 3× the sheet thickness, while a recommended range is 4–6× the sheet thickness. Different hem types may require slight adjustments, but insufficient flange length often leads to incomplete forming or tool interference.
Bend Radius
Bend radius plays a key role in preventing cracks during sheet metal hemming. A common guideline is to use an inside bend radius of approximately 1× the material thickness, although harder materials may require larger radii. Proper radius selection becomes even more important when forming tighter hem types, as it controls material strain during the fold.
Material Thickness
Material thickness influences the overall behavior of hemming sheet metal, including forming force, bend characteristics, and the selection of suitable hem types. Thinner materials are easier to form into closed hems, while thicker materials often benefit from open hem designs to reduce stress and avoid cracking. Matching material thickness with the appropriate hem flange geometry improves both manufacturability and consistency.
Hem Allowance
In sheet metal hemming, the material stretches along the bend, which affects the final dimensions of the part. Hem allowance compensates for this change by adjusting the flat pattern before cutting. Accurate hem allowance ensures that the final hem flange meets dimensional requirements after forming. Most CAD systems automatically calculate this value based on material properties, bend radius, and selected hem types.
When you match bend radius with material thickness, the sheet metal hemming operation produces consistent, clean edges.
Material selection also affects hemming performance. Ductility, grain direction, and hardness influence how the metal behaves during folding.
Benefits of Sheet Metal Hemming
Engineers rarely add a process unless it solves real problems. Sheet metal hemming earns its place because a simple folded edge improves how a part performs during handling, assembly, and long term use.
A hem takes a thin exposed edge and turns it into a reinforced boundary. You gain safety, stiffness, and a cleaner finished panel. All from one forming step.
When you design parts that people touch, install, or ship in volume, this small feature makes a measurable difference.
Edge Safety
Cut sheet metal edges stay sharp. Anyone who handles raw panels learns that quickly.
A hem removes that hazard. The hemming process folds the edge inward so the exposed cut surface disappears inside the fold. Installers handle the part safely. Assembly teams move panels without gloves catching on sharp edges.
This is particularly important in applications such as cabinets, appliance housings, and electrical enclosures where operators interact directly with the metal surface.
Designers often treat hemming as a built in safety feature. Instead of adding guards or secondary finishing steps, the hem flange solves the problem during forming.
Structural Strength
A thin sheet edge bends easily. Once you fold that edge into a hem, the geometry changes.
The fold increases stiffness along the perimeter of the panel. Engineers sometimes compare the effect to adding a reinforcing rib along the edge.
You will notice the difference immediately when you handle the part. Large sheet metal panels feel more rigid once the hem closes.
This added stiffness helps during shipping and installation. Panels hold their shape better and resist edge deformation.
In many designs, hemming sheet metal allows you to keep the original material thickness while still improving rigidity.
Aesthetic Improvement
Customers notice edges even when they do not think about them.
A raw cut edge shows tool marks and sharp transitions. A hem produces a smooth, continuous boundary that looks intentional.
Manufacturers rely on this detail in consumer products. Appliances, electronics housings, and automotive panels often use hemmed edges because the finished part looks cleaner.
A well designed hem flange also hides small cutting imperfections from earlier processes such as laser cutting or punching.
For visible panels, this simple forming step improves both appearance and perceived quality.
Common Hemming Defects and Solutions
The hemming process looks simple, but poor design or incorrect tooling can produce visible defects. Most issues trace back to material properties, bend radius selection, or insufficient flange length.
Many hemming defects originate from the same forming problems seen in bending operations. Our guide to common sheet metal bending defects explains why issues like cracking and wrinkling occur during forming.
Understanding the common problems helps you design parts that form correctly on the first production run.
Typical Hemming Defects and Prevention Methods
Defect | What Happens | Typical Cause | Practical Solution |
|---|---|---|---|
Cracking | Small fractures appear along the outer bend surface of the hem | Bend radius too small or material too hard | Increase bend radius, extend hem flange length, or choose a more ductile material |
Distortion | Panel edge warps or loses flatness after hemming | Uneven forming pressure or poor flange geometry | Adjust tooling alignment and verify consistent flange dimensions |
Uneven Hem | Hem does not close uniformly along the edge | Variation in flange length or improper tool setup | Maintain consistent flange width and verify press brake calibration |
Most defects appear early during process setup. Once the tooling and hem types match the material thickness and geometry, the operation becomes highly repeatable.
Experienced fabricators often test the hem on a prototype part first. That quick trial confirms that the sheet metal hemming parameters work before full production begins.
FAQs
Q: What is the difference between open hem and closed hem?
An open hem leaves a small gap inside the fold. A closed hem flattens the folded edge completely against the sheet.
Q: What is the minimum hem flange length?
Most designs use a minimum flange length of about three times the sheet thickness.
Q: Can all sheet metals be hemmed?
Most sheet metals can be hemmed. Harder materials like stainless steel require larger bend radii and careful tooling setup.
Q: What thickness is suitable for hemming?
Hemming works best with thin sheet metals. Hemming is most commonly applied to thin sheet metals, typically below 3 mm, although thicker materials can be processed depending on tooling and design.
Q: Is hemming stronger than a normal bend?
Yes. A hem creates a double layer along the edge, which increases stiffness compared with a single bend.
Q: What is hem allowance in sheet metal?
Hem allowance is the adjustment added to the flat pattern to account for material deformation during sheet metal hemming. It ensures the final hem flange dimensions are accurate after the edge is folded.
Q: Is hemming stronger than a normal bend?
Yes. A hem creates a double layer along the edge, which increases stiffness compared with a single bend.
Q: What is the difference between hemming and curling?
Sheet metal hemming folds the edge back onto itself to create a flat or slightly open hem, improving stiffness and safety. Curling forms the edge into a rounded loop, mainly to create a smooth, safe edge rather than increase rigidity.
Popular Articles
• 9 Sheet Metal Cutting Problems and Solutions
• Hole cutting in sheet metal: techniques, tolerances and applications
• Introduction to Sheet Metal Processing: Techniques and Tools for Precision
• Bending and Forming Technology in Sheet Metal Processing
• Laser cutting technology in sheet metal processing
Keep Learning
Ultrasonic Welding Guide: How It Works, Materials, Applications, and Benefits
Key Takeaways - Ultrasonic welding uses high-frequency mechanical vibrations to create solid-state welds without melting materials - It works exceptionally well for thermoplastics and many metals, especially dissimilar combinations - The process is fast, clean, and requires no additional adhesives or fillers - Different applications require specific frequency and power configurations - Initial equipment costs are higher, but operating costs are typically lower than alternative methods Introduction Ult......
Hot Rolled vs Cold Rolled Steel: Key Differences, Cost, and Applications
Key Takeaways • Hot rolled vs cold rolled steel comes down to processing history: hot rolled steel is shaped at high temperature, while cold rolled steel is further processed at room temperature for better surface finish and tighter tolerances. • In sheet metal applications, cold rolled steel is usually preferred for enclosures, panels, and precision parts because it offers smoother surfaces and more consistent thickness. • Hot rolled steel is typically better for structural frames, supports, and heav......
Aluminum vs Stainless Steel: Which Sheet Metal Material Is Better?
Note • Aluminum vs stainless steel is not a one-answer choice; the better material depends on weight, strength, corrosion exposure, fabrication method, and total cost. • Aluminum is much lighter, easier to machine, and often less expensive, making it a strong choice for enclosures, panels, and weight-sensitive sheet metal parts. • Stainless steel offers higher absolute strength, better stiffness, and stronger corrosion resistance in harsh environments such as marine, chemical, and food-processing appl......
Metal Mesh Sheets: Types, Sizes, Materials & Custom Fabrication Guide
What Is a Metal Mesh Sheet? (AI generated) metal mesh sheet showing precise grid structure A metal mesh sheet is a material formed by interlacing, welding, or expanding metal into a network of controlled openings. It is widely used where airflow, visibility, or weight reduction is required without sacrificing structural support. A metal mesh sheet is a sheet formed by interlacing, welding, or expanding metal into a network of openings. Those openings are controlled. Size, spacing, and pattern all affe......
Anchor Fasteners for Sheet Metal: Best Types for Concrete and Industrial Use
What is an Anchor Fastener in Sheet Metal (AI generated) Technician securing a sheet metal enclosure Even the most precisely engineered sheet metal part is useless if it isn’t secured properly. In a real-world installation, parts don't exist in a vacuum. Enclosures have to be bolted to shop floors, brackets have to carry heavy piping, and panels have to withstand constant machine vibration. The stability of the entire assembly depends on how it is connected to the base material, usually concrete or ma......
Sheet Metal Deburring: Methods, Tools & How to Deburr Metal and Aluminum
(AI generated) Sheet metal production workflow In this guide, we’ll cover: - What sheet metal deburring is and why it matters - Common burr formation mechanisms - Deburring methods and their trade-offs - How to deburr different metals effectively - Design tips to reduce burr formation Sheet Metal Deburring Methods (Quick Comparison) Method Best For Speed Notes Manual Small jobs Slow Precise, low cost Abrasive Belt Flat sheets Fast Uniform finish Brush Light burrs Fast Good for deburring aluminum Vibra......