Plastic Welding Explained: Methods, Techniques, and Industrial Applications
20 min
- What Is Plastic Welding?
- Why Plastic Welding Is Used in Manufacturing
- Plastic Welding Process: How Thermoplastic Joining Works
- Types of Plastic Welding Methods
- Design Considerations for Plastic Welding
- Plastic Welding Techniques for CNC Machined Plastic Parts
- Thermoplastic Welding Materials and Compatibility
- Advantages and Limitations of Plastic Welding
- Plastic Welding vs Other Joining Methods
- Choosing the Right Plastic Welding Technique
- FAQs About Plastic Welding
Key Takeaways
- Conventional plastic welding primarily applies to thermoplastics, which soften when heated and solidify again when cooled. Thermosets generally cannot be welded in the same way because they do not remelt after curing.
- A strong weld comes down to four things: clean surfaces, matching the right materials, controlling your heat, and letting it cool down properly.
- There is no single "best" method. Your process depends entirely on the plastic you're using, the shape of the joint, how many parts you're making, and how much stress the piece will take.
- Done right on compatible materials, a good weld can hit 80% to 100% of the strength of the original plastic.

(AI generated) technician performing hot air plastic welding
Plastic welding is a process used to join thermoplastic materials by heating the joint surfaces until they soften, then applying pressure so the materials fuse as they cool. Common plastic welding methods include hot gas welding, hot plate welding, ultrasonic welding, vibration welding, laser welding, and solvent welding. It is widely used in tanks, piping, housings, medical devices, and industrial plastic assemblies.
When a plastic weld fails, the root cause is usually joint design, heat input, material compatibility, or process selection rather than the plastic itself. That is why two polypropylene tanks made from similar material can perform very differently in chemical service depending on how the weld was designed and produced.
Understanding how different plastic welding methods behave in production helps engineers avoid weak joints, distortion, sealing failures, and unnecessary assembly cost later in the process.
What Is Plastic Welding?
Definition of Plastic Welding
Plastic welding is a manufacturing process that joins thermoplastic materials by softening the joint surfaces with heat, pressing them together under controlled pressure, and allowing them to cool into a welded bond.
The key word here is thermoplastic.
Thermoplastics soften predictably when heated above their glass transition or melting temperature and return to solid form when cooled. This allows them to be reshaped and welded without the irreversible chemical curing seen in thermosets.
This is what makes plastic welding possible and why it doesn't work on thermosets like epoxy, polyester resin, or vulcanized rubber, which undergo irreversible chemical cross-linking during their initial cure.
Learn the difference between thermoset and thermoplastic
Why Plastic Welding Is Used in Manufacturing
The main reason is joint integrity. A properly executed thermoplastic weld can produce a joint that behaves much more like the parent material than an adhesive or mechanically fastened connection. There is no separate fastener to loosen, and in many welding methods there is no adhesive layer that can delaminate under load or chemical exposure.
For tanks, pipes, manifolds, and chemical process equipment, welded joints can provide strong sealing performance and chemical resistance without the failure modes associated with many adhesive joints.
In high-volume production, methods such as ultrasonic welding can deliver cycle times of only a few seconds per joint, making them highly competitive for automated assembly.
For high-volume production, thermoplastic welding methods like ultrasonic and hot plate welding achieve cycle times of 1-5 seconds per joint, making them competitive with mechanical assembly on production cost while producing stronger, more reliable joints.
Plastic welding also supports lightweight assembly by eliminating separate fasteners in many non-structural automotive and aerospace components.
Plastic Welding Process: How Thermoplastic Joining Works
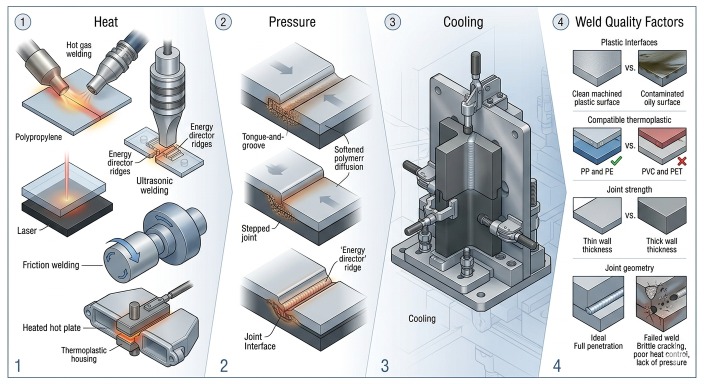
(AI generated) isometric industrial illustration explaining the full thermoplastic welding process
Heat Generation and Material Softening
Every plastic welding process delivers heat to the joint interface. What distinguishes one method from another is how that heat is generated and applied, whether by hot gas, friction, vibration, ultrasound, laser energy, infrared radiation, or direct contact with a heated tool.
The temperature required depends on the thermoplastic being welded. Each polymer has a characteristic processing temperature range where it softens enough to flow and bond without degrading. Typical welding temperatures vary by material and process. Polypropylene is often welded in the approximate range of 220-280°C, rigid PVC around 180-220°C, and high-performance materials such as PEEK at much higher temperatures. The exact range depends on the polymer grade, part geometry, and welding method. Getting temperature right at the joint interface is critical, too low and the material doesn't flow enough to create an intimate bond. Too high and the material degrades, producing a discolored, brittle joint.
Heat must reach the joint interface rather than only the surface. In thicker sections, that may require a process that generates heat internally at the interface or a longer dwell time for thermal conduction, which is why wall thickness strongly affects process selection.
Joining and Cooling Process
Once the joint surfaces reach welding temperature they're pressed together under controlled pressure. The softened material at each surface intermingles at a molecular level, polymer chains from each part diffuse across the interface. This diffusion is what creates weld strength. More diffusion means stronger joints, which is why joint pressure, temperature, and contact time all matter.
Joining pressure brings softened surfaces into contact and promotes material flow across the interface. Too little pressure prevents full contact, while too much can squeeze molten material out of the weld zone and weaken the joint.
Cooling under pressure helps maintain joint geometry until the material resolidifies and develops enough strength to resist movement.
Cooling time depends on section thickness, material thermal conductivity, and ambient conditions. Most plastic welding processes hold pressure through cooling, some for fractions of a second in ultrasonic welding, some for minutes in hot plate welding of thick sections.
Factors Affecting Weld Quality
Weld quality depends mainly on material compatibility, surface condition, joint design, pressure control, and heat input. Identical or closely matched thermoplastics usually produce the strongest welds, while contamination, poor geometry, and incorrect process settings reduce molecular diffusion and joint consistency.
Types of Plastic Welding Methods
Different plastic welding methods are suited to different materials, joint geometries, wall thicknesses, tolerances, and production volumes.
| Plastic Welding Method | How Heat Is Generated | Best For | Typical Materials | Strength & Characteristics | Production Notes |
|---|---|---|---|---|---|
| Hot Gas Welding | Heated air softens joint and filler rod | Large fabricated parts, repairs, tanks, ducts | PP, PE, PVC | Good structural strength when done correctly, highly operator dependent | Slow manual process, common in low-volume fabrication |
| Hot Plate Welding | Heated platen melts both joint surfaces before pressing together | Large flat joints, enclosed housings, fluid containers | PP, PE, ABS | Very strong, uniform welds across large areas | Longer cycle time but excellent consistency |
| Ultrasonic Welding | High-frequency vibration creates frictional heat at interface | Small precision parts, electronics, medical devices | ABS, PC, PS | Fast, clean, highly repeatable | Typical cycle times under 2 seconds |
| Vibration / Friction Welding | Mechanical motion generates interface heat | Large automotive and industrial assemblies | PP, nylon, ABS | Strong welds on irregular geometries | Handles larger parts better than ultrasonic |
| Laser Welding | Laser passes through upper layer and heats interface selectively | Cosmetic assemblies, sealed electronics, medical components | Transparent + absorbent polymer pairs | Extremely clean and precise with minimal visible marking | Requires controlled material pairing |
| Solvent Welding | Chemical solvent softens and fuses surfaces | PVC piping, acrylic assemblies, simple joints | PVC, acrylic | Strong chemical bond when compatible | No heat input but limited material compatibility |
Design Considerations for Plastic Welding

(AI generated) CNC machined plastic components aligned in fixture
Plastic welding problems usually start long before the welding machine turns on.
Most failed thermoplastic welds trace back to part design, inconsistent wall thickness, poor joint geometry, insufficient fixturing, or unrealistic assumptions about how heat moves through polymers. A welding process can only compensate so much for a joint that was never designed to weld properly in the first place.
Joint Design and Weld Geometry
Joint geometry controls how heat concentrates, how pressure distributes, and how load transfers through the weld after assembly.
Simple flat butt joints are rarely ideal because they provide limited alignment and place the entire load directly through the weld interface. Tongue-and-groove joints, lap joints, scarf joints, and energy director features create more controlled heat concentration and improve alignment during assembly.
Ultrasonic welding almost always benefits from molded energy directors, small triangular ridges typically around 0.2-0.5mm high that collapse during welding and focus energy exactly where the bond should form. Without them, ultrasonic energy disperses unpredictably and weld consistency drops quickly.
Joint accessibility also matters, since even a strong weld geometry is ineffective if the tool cannot reach the interface or apply force evenly.
Wall Thickness and Heat Control
Wall thickness changes everything in thermoplastic welding.
Thin sections heat rapidly and cool rapidly. Thick sections take longer to bring the interface to welding temperature and retain heat much longer after joining. That changes both process selection and cycle time.
Uneven wall thickness creates another problem: differential heating. Thin sections soften first while thick sections remain rigid. That imbalance produces distortion, sink, and inconsistent material flow during joining.
Good welded plastic part design keeps wall thickness transitions gradual whenever possible instead of abruptly stepping from thin to thick sections directly beside the weld zone.
Distortion and Shrinkage
Thermoplastics move while cooling.
Polypropylene can shrink around 1-2%. Nylon absorbs moisture after molding and changes dimensionally again later. Large welded panels can warp simply because one side cools faster than the other.
The weld itself also shrinks as the softened polymer resolidifies. If the surrounding geometry restrains that shrinkage unevenly, internal stress builds into the assembly.
Long unsupported flat sections are especially vulnerable. That's why large welded thermoplastic assemblies often include ribs, curvature, or stiffening geometry near weld zones, not just for strength, but to control distortion during cooling.
Fixture and Alignment Requirements
Plastic welding fixtures do more than hold parts in place.
They control alignment, maintain pressure distribution, absorb process vibration, manage thermal expansion, and prevent movement during cooling. Poor fixturing produces weld inconsistency even when process parameters are technically correct.
Ultrasonic welding fixtures need rigid support directly beneath the weld zone or vibration energy gets absorbed by part flex instead of concentrating at the interface. Hot plate welding fixtures need accurate parallelism so the joint surfaces contact the platen evenly.
Alignment tolerance becomes more critical as weld size decreases. Alignment tolerance becomes more critical as weld size decreases, especially in laser and precision assembly applications.
Plastic Welding Techniques for CNC Machined Plastic Parts

(cpsfab) plastic being welded
Plastic welding becomes more complicated once CNC machining enters the picture because machined plastic parts behave differently than molded parts during welding. Machining introduces tighter tolerances, sharper edges, residual stress from cutting, and surface conditions that directly affect how the weld forms.
A molded polypropylene tank and a CNC machined polypropylene manifold may technically use the same polymer, but they rarely weld the same way without process adjustment.
Joining Machined Plastic Components
Plastic welding becomes more complex with CNC machined parts because machined components often have tighter tolerances, sharper edges, and different surface conditions than molded parts. As a result, the welding method is usually selected around geometry, tolerance, and sealing requirements rather than material alone.
Dimensional Accuracy and Weld Tolerance
Welding introduces movement. The only question is how much.
Thermoplastics expand during heating and shrink during cooling. Even when the weld itself is strong, localized shrinkage near the joint can pull machined features slightly out of position.
This matters more on CNC machined parts because nearby bores, ports, grooves, and sealing features may be held to tighter tolerances than typical molded dimensions. Fixture design is therefore critical for controlling geometry while the material softens and resolidifies.
This is why fixture design matters so heavily in thermoplastic welding for machined parts. The fixture is not just holding the components together. It's controlling geometry while the material softens and resolidifies.
Thin-wall parts are especially sensitive. Uneven heating causes differential shrinkage, which creates warping across large flat surfaces. Long unsupported walls tend to bow toward the weld zone as material cools.
Good welding setups try to keep heat input symmetrical and localized rather than flooding the entire assembly with thermal energy.
Surface Preparation and Joint Design
Machined surfaces generally weld better than raw molded surfaces because machining removes oxidized outer skin and exposes fresh polymer underneath.
But surface finish still matters.
A rough machined surface creates inconsistent contact during welding. Deep tool marks trap air pockets and reduce molecular diffusion across the interface. Extremely polished surfaces can also reduce weld consistency because there is less microscopic texture helping the softened material interlock during compression.
Most industrial plastic welding techniques perform best with clean machined surfaces around Ra 1.6-3.2 µm.
Contamination is another major failure source.
Coolant residue, oils from handling, mold release contamination from hybrid molded-machined parts, and moisture absorption in hygroscopic plastics like nylon all reduce weld quality. Even fingerprints become relevant on high-performance laser or infrared welding processes.
Joint geometry matters just as much as surface condition.
Thermoplastic Welding Materials and Compatibility

(AI generated) machined thermoplastic material samples
Not all thermoplastics weld equally well, and some barely weld at all despite looking chemically similar on paper.
Material compatibility determines whether the joint becomes structurally reliable or turns into a weak seam that fails long before the surrounding material does.
Most plastic welding failures trace back to either incompatible polymers or incorrect process temperatures.
ABS and PVC Welding
ABS is one of the easier engineering plastics to weld because it softens predictably and flows well once heated.
Hot gas welding and ultrasonic welding both work effectively on ABS components. The material develops strong molecular diffusion at relatively moderate temperatures, which makes it common for housings, enclosures, automotive interiors, and fabricated plastic assemblies.
PVC behaves differently.
Rigid PVC welds well with hot gas and hot plate methods, especially in ducting, piping, and chemical handling systems. But PVC has a narrower safe temperature range than ABS. Overheating causes thermal degradation and hydrochloric gas release, which weakens the weld and damages surface appearance quickly.
That makes temperature control far more critical during PVC welding than many other thermoplastic welding processes.
Polypropylene and Polyethylene Welding
Polypropylene and polyethylene dominate industrial plastic welding because they resist chemicals extremely well and weld reliably when process parameters are controlled correctly.
Polypropylene is one of the most forgiving thermoplastic welding materials in industrial manufacturing. It softens consistently, flows predictably, and develops strong welds across most standard joining methods.
Polyethylene welds similarly but behaves softer during heating. HDPE in particular expands significantly under heat and can deform easily if fixtures don't support the geometry correctly during cooling.
Both PP and PE have relatively low surface energy, which makes adhesive bonding difficult. Welding solves that problem by eliminating the adhesive interface entirely.
One limitation is stiffness. Even strong welded PE assemblies remain more flexible than welded ABS or engineering thermoplastics.
Engineering Plastics for CNC Manufacturing
Engineering plastics push thermoplastic welding into a much narrower process window.
Engineering plastics such as PEEK, PEI, PPS, nylon, and PVDF usually require tighter temperature control, cleaner joint preparation, and more specialized welding equipment.
often require tighter temperature control, cleaner joint preparation, and more specialized welding equipment.
PEEK is a good example.
The material maintains outstanding chemical resistance and mechanical stability at elevated temperatures, but welding temperatures exceed 350°C and process stability becomes critical. Small temperature variation can mean the difference between excellent molecular diffusion and thermal degradation.
Nylon creates different problems because it absorbs moisture from the atmosphere. Moisture trapped in the material flashes into steam during welding and creates internal porosity inside the weld zone.
Drying nylon before welding is often mandatory for structural joints.
High-performance engineering plastics are absolutely weldable, but they stop being forgiving manufacturing materials. The process has to be controlled properly.
Material Compatibility and Weldability
The strongest thermoplastic welds almost always come from identical materials.
Once different polymers get introduced, weld reliability drops quickly.
Some materials share partial compatibility because their molecular structures behave similarly during melting. Others refuse to bond regardless of heat or pressure because the polymer chains cannot intermingle properly at the interface.
Even within the same polymer family, additives matter.
Glass-filled nylon welds differently than unfilled nylon. Flame-retardant ABS behaves differently than standard ABS. UV stabilizers, fillers, reinforcements, and pigments all influence melt flow and thermal behavior.
This is why experienced manufacturers validate weldability experimentally rather than assuming compatibility from datasheets alone.
On critical assemblies, weld qualification testing usually matters more than theoretical compatibility charts.
Advantages and Limitations of Plastic Welding
Plastic welding solves problems that mechanical fastening and adhesive bonding struggle with, but it also introduces process limitations that need to be understood early in design.
Like most manufacturing methods, it works extremely well when the design matches the process and becomes frustrating when it doesn't.
Advantages of Plastic Welding
The biggest advantage is joint continuity.
A properly welded thermoplastic joint behaves much closer to continuous parent material than a mechanically fastened or bonded connection. There is no separate adhesive layer, no drilled hole concentrating stress, and no hardware introducing corrosion or loosening over time.
Thermoplastic welding also scales efficiently in production.
Ultrasonic welding cycles often complete in under 3 seconds. Hot plate systems handle large assemblies repeatedly with minimal operator involvement. Laser welding produces clean cosmetic seams without secondary finishing.
For high-volume manufacturing, that combination of speed and repeatability matters more than the joining method itself.
Plastic welding also reduces part count.
Instead of designing bosses, inserts, screws, washers, adhesives, or snap features into an assembly, the parts themselves become the structure after welding.
That simplifies both manufacturing and inventory.
Common Welding Challenges
The main challenge is thermal control.
Every thermoplastic welding process introduces localized heat, and plastics move when heated. Parts shrink during cooling, thin walls distort, and unsupported features drift out of alignment if fixtures are weak or heat input is uneven.
Material compatibility is another major limitation.
Some combinations bond partially. Others fail almost immediately under load.
In production welding, contamination is often discovered only after destructive testing reveals weak bonding beneath an otherwise acceptable-looking seam.
Oil residue, moisture, oxidation, coolant contamination, or poor surface preparation all reduce molecular diffusion at the interface. A weld can look visually acceptable while containing weak internal bonding.
Precision assemblies become especially sensitive because small weld movement affects nearby tolerances.
A plastic storage tank can tolerate minor distortion. A CNC machined medical manifold usually cannot.
Durability and Performance Considerations
A properly designed thermoplastic weld can reach 80-100% of parent material strength depending on material, joint geometry, and welding process.
But long-term durability depends heavily on the operating environment.
Heat cycling, UV exposure, chemical attack, creep loading, and vibration all affect welded plastic joints differently depending on the polymer family.
The weld itself is rarely the only engineering concern.
The surrounding material behavior usually determines whether the assembly survives long term.
Plastic Welding vs Other Joining Methods
| Comparison Area | Plastic Welding | Mechanical Fastening | Adhesive Bonding |
|---|---|---|---|
| Joint Principle | Fuses thermoplastic material into a continuous molecular bond | Uses screws, rivets, inserts, or clips to clamp parts together | Uses chemical adhesive layer between surfaces |
| Joint Strength | Typically 80-100% of parent material strength on compatible plastics | Depends on fastener size and local stress concentration | Highly dependent on adhesive type and surface prep |
| Leak Resistance | Excellent for tanks, ducts, fluid systems, and sealed housings | Requires gaskets or seals for fluid-tight assemblies | Good initially but can degrade chemically over time |
| Stress Distribution | Load spreads through the welded interface | Stress concentrates around drilled holes and fastener locations | Load spreads across adhesive layer but weakens under peel loads |
| Production Speed | Ultrasonic welding can run 1-5 second cycles | Moderate assembly speed with manual or automated fastening | Slower due to adhesive application and cure time |
| Added Hardware | None | Requires screws, inserts, washers, clips, or rivets | Requires adhesive materials and dispensing systems |
| Weight Impact | Lowest overall assembly weight | Adds hardware weight | Minimal weight increase |
| Chemical Resistance | Matches parent thermoplastic performance | Fasteners may corrode separately from plastic | Adhesives may degrade under chemical exposure |
| Serviceability | Permanent joint in most cases | Easily disassembled and repaired | Difficult to separate cleanly |
| Cosmetic Appearance | Clean integrated seam possible | Visible fastener heads or attachment points | Usually clean externally |
| Dimensional Stability | Heat can introduce shrinkage or distortion | Minimal thermal distortion | Minimal thermal distortion |
| Best Use Cases | Sealed assemblies, fluid systems, high-volume production | Serviceable products, removable panels, structural mounting | Mixed-material assemblies, low-stress cosmetic bonding |
| Common Limitations | Only works reliably on compatible thermoplastics | Local stress cracking and loosening over time | Cure time, environmental degradation, surface prep sensitivity |
Plastic welding usually wins when sealing, chemical resistance, repeatability, and production speed matter most. Mechanical fastening still makes more sense when the assembly needs maintenance access or disassembly later. Adhesive bonding sits in the middle, useful for mixed materials and cosmetic assemblies where welding is impractical.
While JLCCNC does not currently provide plastic welding, many assemblies that use plastics also include machined housings, brackets, frames, or welded metal parts. For those related manufacturing needs, JLCCNC can support CNC machining and metal welding services as part of the broader production workflow.

Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
Choosing the Right Plastic Welding Technique
The right plastic welding technique is usually the one that solves the manufacturing problem with the least process complexity, not the most advanced equipment.
Material Selection Factors
Material is the first selection filter because it immediately limits which welding processes are practical. Common thermoplastics such as PP, PE, ABS, and PVC each have different thermal behavior, while engineering plastics usually require tighter process control and more specialized equipment. If dissimilar plastics are involved, compatibility should be verified before process selection continues.
Production Volume Considerations
Production volume often determines whether a flexible manual process or a high-speed automated process makes more economic sense. Low-volume fabrication may favor hot gas or extrusion welding, while high-volume assembly often favors ultrasonic or laser welding because of shorter cycle times and better automation potential.
Precision and Surface Finish Requirements
Precision and cosmetic requirements also influence process choice. Methods such as ultrasonic and laser welding are often preferred for smaller precision parts and visible assemblies because they localize heat more effectively and can reduce external marking.
FAQs About Plastic Welding
Q: What is thermoplastic welding?
Thermoplastic welding is a process that joins thermoplastic materials by heating the joint surfaces until they soften and then pressing them together to form a bond as they cool. It only works on plastics that can be melted and resolidified without changing their basic chemical structure.
Q: What materials can be plastic welded?
Most thermoplastics like ABS, PVC, polypropylene, polyethylene, nylon, and PEEK can be welded if the materials are compatible.
Q: What is the strongest plastic welding method?
Hot plate and vibration welding usually produce the highest structural weld strength on large thermoplastic assemblies.
Q: Can CNC machined plastic parts be welded?
Yes, CNC machined thermoplastic parts are commonly welded in industrial assemblies, fluid systems, and precision housings.
Q: What is the difference between thermoplastic welding and adhesive bonding?
Thermoplastic welding fuses the base material itself while adhesive bonding joins parts using a separate chemical layer between surfaces.
Popular Articles
• Cutting with Precision: A Comprehensive Guide to CNC Water Jet Technology
• CNC Coolant Explained: Types, Maintenance & Safety
• Rake Angle in Machining: Machinists’ Guide to Perfect Cuts
• What Steps Are Taken To Minimize Waste In CNC Machining Processes?
• How EDM Wire Cutting Works: Complete Guide to Precision CNC Wire Cutting
Keep Learning
Types of Rivets: Applications, Materials and Selection Guide
Key Takeaways The main types of rivets include solid, blind, semi-tubular, tubular, drive, and split rivets. Each type is selected according to installation access, material compatibility, and joint requirements. Rivet types and identification on drawings use standard callouts covering head style, material, diameter, and grip length. Different kinds of rivets require different installation methods. Some need access to both sides, others install from one side only. Rivet material must be compatible wit......
Spotface vs Counterbore: Differences, Applications & Selection Guide
Quick Comparison Between Spotface and Counterbore Spotfaces and counterbores are both machined features around holes. A spotface creates a flat seating surface for bolts or washers, while a counterbore creates a recessed cavity that allows screw heads to sit flush or below the surface. The table below provides a simple comparison of spotface and counterbore features. Feature Spotface Counterbore Primary purpose Creates a flat seating surface Creates a flat recess for a fastener head Machining depth Sh......
CNC Workholding: Methods, Best Practices, and Engineering Decisions
CNC workholding refers to the methods used to position and secure a part during machining. It directly affects part dimensions, alignment, and surface finish. In practice, machining errors are rarely caused by the toolpath alone. More often, they originate from poor part positioning, uneven clamping, or material deformation under cutting forces. For operations requiring tight tolerances, like ±0.01 mm, a stable and properly designed workholding setup is just as important as the machine’s spindle accur......
Slip Fit Tolerances: Clearance Control and Assembly Accuracy
Key Takeaways About Slip Fit A slip fit provides controlled positive clearance between a shaft and bore, allowing free assembly without force while limiting excessive play. Typical slip fit clearance ranges from approximately 0.010–0.075 mm on common shaft diameters, though the correct value depends on diameter, application requirements, material behavior, and tolerance system selection. ISO fit classes H7/g6 and H8/f7 are widely used standard references for slip fit applications in CNC machining. Sli......
Countersink Holes: Uses, Symbols, and Drawing Callouts
(AI generated) Flat-head screw sitting flush inside a precision machined countersink hole You’ll see a countersink hole on almost every mechanical drawing that uses flat-head screws. It looks simple, but it rarely behaves that way in production. Small mistakes here show up later as poor fit, loose fasteners, or parts that don’t sit flush. If you’re working with features like a countersink hole, small details decide whether your part assembles cleanly or causes problems later. At JLCCNC, we machine pre......
What Is a Chamfer? A Practical Guide for Machining and Design
In CNC machining and mechanical design, small edge details can have a significant impact on part quality, safety, and manufacturability. A chamfer is one such feature. While it may appear simple, chamfer design directly affects how a part is machined, assembled, and used. Chamfers are widely applied to remove sharp edges, ease assembly, and improve overall part reliability. Engineers use chamfers to improve tool access, accommodate minor misalignment during assembly, and extend part service life. Cham......