Soft Machining: Meaning, Methods, Applications, and Differences from Hard Machining
22 min
- What Is Soft Machining?
- Soft Machining Process
- What Materials Are Commonly Used in Soft Machining?
- Process Control Parameters in Soft Machining
- What Types of Tools and Tooling Systems Are Used in Soft Machining?
- Benefits and Limitations of Soft Machining
- Soft Machining vs Hard Machining
- What Are the Common Challenges in Soft Machining and How Can They Be Overcome?
- What Are the Common Applications of Soft Machining?
- Is Soft Machining Expensive?
- Soft Machining vs Alternative Processes
- How to Design Parts Optimized for Soft Machining?
- When to Use Soft Machining Services (and How to Choose a Supplier)
- FAQ about Soft Machining
Key Takeaways
• Soft machining is performed before final heat treatment, when the material is still easier to machine.
• It is used to remove bulk material, establish geometry, and leave a controlled allowance for later finishing.
• Compared with hard machining, soft machining is more efficient for early-stage material removal, while hard machining focuses on final accuracy.
• Allowance, stress distribution, and datum stability are the main variables that determine whether the part remains predictable after heat treatment.
• Soft machining is widely used for heat-treated mechanical parts, prototypes, and low-volume production.
What Is Soft Machining?

(AI generated) CNC lathe machining soft steel shaft with smooth chip formation
In many heat-treated parts, most material removal happens before the part reaches its final hardness.
Soft machining generally refers to machining a workpiece before final heat treatment, when the material is still in a softer and easier-to-cut condition. However, before heat treatment changes everything. The material cuts easier, tools last longer, and you can move fast without fighting the part.
The purpose is to establish the main geometry, remove bulk material, and prepare features while the material is still easy to machine.
After that comes heat treatment, heat treatment changes the material state.
The idea is that hard machining is just more expensive per minute than soft machining, slower feed rates, faster tool wear, more machine time. So if you can remove 80% of the material while it's soft and cheap, why would you leave that work for when it's hard and expensive?
It's not a rule someone wrote down. It's just cost per part logic. The numbers push you toward doing as much as possible early.
At JLCCNC, we handle soft machining in manufacturing as part of a full CNC workflow. That means roughing, semi-finishing, heat treatment coordination, and final machining are planned as one integrated workflow. You don’t just get parts cut. You get a process that holds shape through every stage, from raw stock to final tolerance.

Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
Soft Machining Process

(AI generated) rough machined block, semi-finished part, and near-finished geometry
Soft machining is not just a sequence of operations performed before heat treatment. It is a controlled stage of manufacturing where geometry is established, stress is managed, and stock is intentionally left so the part can be corrected later.
The engineering goal is not simply to machine the part while it is easy to cut. The goal is to prepare the workpiece so that heat treatment and final machining remain predictable.
Process Stages and Their Engineering Role
Roughing
Roughing typically uses more aggressive parameters to maximize material removal. High removal rates, large stepovers, and no concern about surface finish yet. The goal is simple geometry and stable stock, not accuracy. Reference surfaces get established here, and everything else follows from them.
Semi-Finishing
This is where most shops either get it right or create problems for later. Semi-finishing brings features close to size, cleans up surfaces, and sets up the datums you'll rely on after heat treatment. You're reducing cutting forces, improving consistency, and preparing the part to behave predictably when the temperature goes up.
This stage also helps condition the part mechanically. By making material removal more even and reducing abrupt stock differences, semi-finishing helps control stress distribution and lowers the risk of unpredictable distortion later.
If you skip this step or rush it, the stress distribution becomes uneven. Uneven stress means more distortion and that means harder finishing.
Post-Heat-Treatment Finishing
After heat treatment, finishing operations such as hard machining or grinding are used to compensate for dimensional change and bring critical surfaces to the final size.
If the earlier soft machining stages were well controlled, this final stage becomes a correction and precision step rather than a rescue operation.
Process Control Variables
The soft machining process is controlled not only by operation order, but also by a small number of engineering variables that determine how the part behaves later. These variables are what make the difference between a predictable workflow and a part that becomes difficult to recover after heat treatment.
Allowance
Allowance is the amount of material intentionally left on selected surfaces before heat treatment. It is one of the most important control variables in soft machining.
If too little material is left, there may not be enough stock to correct distortion or size change afterward. If too much is left, the finishing stage becomes more expensive because more material must be removed under harder cutting conditions.
That is why allowance is not just extra stock. It is a planned buffer that balances distortion correction capability against the cost of final machining.
Stress Distribution
Stress distribution is another key part of process control. Material removal changes how internal stress is balanced inside the workpiece, and uneven machining can make that imbalance worse.
If one side of a part is machined heavily while another side remains thick, the part may respond unevenly during heat treatment. That can lead to distortion, shifting geometry, or difficulty holding final dimensions.
For that reason, soft machining is often planned with symmetry and balance in mind. Uniform material removal helps reduce residual stress concentration and improves dimensional predictability later in the process.
Datum Stability
Datum stability is critical whenever the part will be re-clamped after heat treatment. The reference surfaces created during soft machining must remain usable enough to support accurate positioning in later operations.
If those datums are poorly placed, weak, or too sensitive to thermal change, the part becomes harder to align and measure after heat treatment. That directly affects finishing accuracy.
In practice, engineers do not just machine reference surfaces for convenience. They create them so the part can be located again reliably after the material state changes.
Why This Process Is Controlled So Carefully
Soft machining works well because most material is removed when the part is easier to cut. But the real value of the process is not speed alone. It is control.
Engineers use soft machining to establish geometry, manage stress, preserve datum integrity, and leave the right allowance for later correction. When those variables are controlled properly, heat treatment becomes easier to manage and final machining becomes more predictable.
What Materials Are Commonly Used in Soft Machining?
You’ll see soft machining used across a wide range of metals, but the common thread is this: the material is in a condition that’s easy to cut before it reaches its final strength or hardness.
The choice of material isn’t random. It directly affects cutting behavior, tool life, and how stable the soft machining process feels on the machine.
Common Materials in Soft Machining
| Material | Typical Condition in Soft Machining | Why It’s Used | Machining Behavior |
|---|---|---|---|
| Carbon Steel | Annealed or normalized | Cost-effective, widely available | Stable cutting, moderate tool wear |
| Alloy Steel | Pre-hardened or annealed | Higher strength after heat treatment | Slightly higher cutting forces, still manageable |
| Aluminum | As-received (no heat treatment yet) | Lightweight, easy to machine | Very low cutting resistance, high speed machining |
| Brass | As-received | Precision parts, good surface finish | Excellent machinability, minimal tool wear |
This is the practical side of soft machining in manufacturing. You’re working with materials before they become difficult to cut, which keeps the process efficient and predictable.
How Material Condition Affects Machinability
Material type matters, but condition matters more.
In soft machining, materials are usually annealed or normalized. That reduces hardness and internal stress, which makes cutting smoother and more consistent. Tools last longer, and you can push higher feed rates without instability.
Once the same material goes through heat treatment, everything changes. Hardness increases, chips become more difficult to control, and tool wear accelerates. That’s the shift you see in soft machining vs hard machining.
Even within the same material, condition changes behavior. For example, annealed alloy steel machines cleanly, while the hardened version requires slower speeds and more rigid setups. Aluminum stays easy to cut, but its softness can cause built-up edge if cutting parameters aren’t controlled.
So when you define what is soft machining, you’re really defining the material state. The process works because the material is still cooperative. Once that changes, the entire machining strategy has to adapt.
Process Control Parameters in Soft Machining
In soft machining, the parameters don’t just control cutting. They control how stable the part will be after heat treatment and how much work you create for the finishing stage.
You’re balancing speed, tool life, and future accuracy. Push too hard, and you introduce stress or distortion. Play it too safe, and you lose efficiency.
Cutting Speed, Feed Rate, and Depth of Cut
These three define how aggressively you remove material during the soft machining process. But they don’t act independently. You adjust them together based on material condition and feature type.
| Parameter | What You Control | If Too High | If Too Low | What You Want |
|---|---|---|---|---|
| Cutting Speed | Spindle RPM relative to material | Heat buildup, tool wear increases | Poor efficiency, built-up edge in some materials | Stable cutting with controlled temperature |
| Feed Rate | Tool movement per revolution | Surface tearing, higher cutting force | Rubbing instead of cutting, poor chip formation | Consistent chip load and smooth material removal |
| Depth of Cut | Material removed per pass | Tool deflection, vibration, dimensional drift | Too many passes, wasted cycle time | Balanced removal without compromising stability |
In practice, the best parameters are not the most aggressive ones. They are the ones that keep cutting forces predictable and prevent the workpiece, tool, or fixture from moving out of a stable condition.
Tolerance, Surface Finish, and Dimensional Stability
This is where soft machining in manufacturing becomes strategic.
You’re not chasing final tolerance yet, but what you do here determines how easy finishing will be later.
| Parameter | What It Affects | Practical Reality in Soft Machining |
|---|---|---|
| Tolerance | Dimensional accuracy before heat treatment | Final size is usually achieved later |
| Surface Finish | Contact quality and stress distribution | Semi-finish critical areas to avoid stress concentration |
| Dimensional Stability | How the part behaves during heat treatment | Uniform material removal reduces distortion risk |
A common mistake is trying to achieve final tolerances during the soft machining process. That usually backfires because heat treatment shifts dimensions anyway.
What you want instead is consistency. Uniform stock allowance, stable geometry, and surfaces that don’t introduce unnecessary stress.
What Types of Tools and Tooling Systems Are Used in Soft Machining?
In soft machining, tooling is less about surviving extreme hardness and more about removing material efficiently while keeping the process stable. You have more flexibility than in hard machining, but that doesn’t mean anything goes. Poor tool or fixture choices here show up later as distortion, chatter marks, or inconsistent stock for finishing.
Common Cutting Tool Materials
Tool selection in the soft machining process is driven by material condition, cutting speed, and cost control. Since the material is still soft, you don’t need ultra-hard tooling for most operations, but you still need consistency.
| Tool Material | Where It’s Used | Why It Works in Soft Machining |
|---|---|---|
| High-Speed Steel (HSS) | Low-speed operations, drilling, simple features | Tough, forgiving, cost-effective for general work |
| Carbide (Solid or Insert) | Milling, turning, high-speed roughing | Higher cutting speeds, better wear resistance |
| Coated Carbide (TiN, TiAlN, etc.) | Alloy steels, longer runs | Reduces friction, extends tool life, improves surface quality |
Carbide dominates most soft machining in manufacturing today because it allows higher speeds and better consistency. HSS still shows up in simpler setups or lower-volume work where cost matters more than cycle time.
Tool Holders, Fixtures, and Workholding Systems
Cutting tools don’t work alone. In soft machining, the way you hold the tool and the part often matters just as much as the tool itself.
| System | Role in the Process | What You’re Controlling |
|---|---|---|
| Tool Holders (ER collet, hydraulic, shrink fit) | Secure the cutting tool in the spindle | Runout, vibration, tool stability |
| Workholding (vise, chuck, collet systems) | Holds the part during machining | Part movement, repeatability, alignment |
| Fixtures (custom or modular) | Locate and support complex parts | Consistent positioning across operations |
In the soft machining process, rigidity is key. Even though cutting forces are lower than in hard machining, poor workholding still leads to deflection and dimensional variation.
For example, a long shaft machined without proper support will bend slightly under cutting load. It may measure fine initially, but after heat treatment, that small error becomes harder to correct.
Tool holders also matter more than people expect. Excessive runout reduces tool life and affects surface finish, especially during semi-finishing stages where you’re preparing for final accuracy.
Benefits and Limitations of Soft Machining
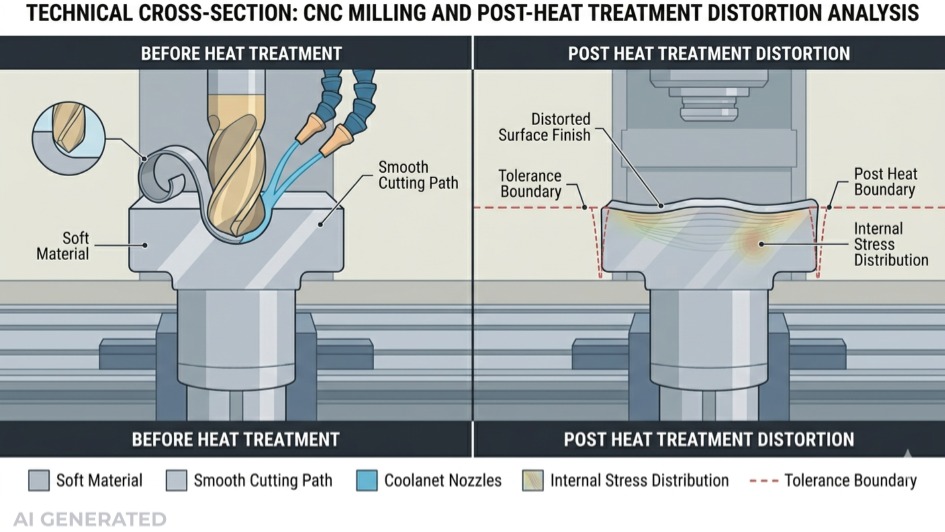
diagram comparing a metal workpiece being cut before and after heat treatment
Every advantage here comes with a condition attached. That's not a disclaimer.. It's just how the process works.
The material is easier to machine in the soft state, but dimensional changes after heat treatment must still be expected.
Pre-hardened material cuts cleanly. You can push speeds, take deeper passes.
Then heat treatment happens and the geometry shifts. Internal stresses release unevenly, parts warp slightly, and the surfaces you spent time on are no longer exactly where you left them. That's not a failure, it's expected. The whole process is built around it. But if you go in thinking soft machining produces finished geometry, you'll be surprised.
Flexibility early, commitment later
Complex features are easier to machine in the soft state. You can adjust parameters, iterate on geometry, and make changes without hitting tool limits. That makes soft machining genuinely useful in development and early production.
The catch is surface integrity. What you do in this stage affects how the material responds to heat treatment. Uneven stock removal or poor surface condition can introduce stress concentrations that show up as distortion later, sometimes in places you didn't expect.
What you're actually buying
Soft machining buys you speed and flexibility at the stage where most material removal happens. The process works well when you treat it as preparation. It creates problems when you treat it as completion.
Soft Machining vs Hard Machining

(AI generated) metal workpiece being cut on a lathe or milling machine
The difference between soft machining vs hard machining isn’t just hardness, as you may think. It’s when you cut the material, how the material behaves, and what you expect to achieve at that stage.
One is about shaping parts efficiently. The other is about finishing accurately under tougher conditions.
Differences in Material State and Process Timing
The timing defines the process.
| Factor | Soft Machining | Hard Machining |
|---|---|---|
| Material State | Pre-heat treatment (annealed or normalized) | Post-heat treatment (hardened) |
| When It Happens | Early stage of manufacturing | Final or near-final stage |
| Purpose | Remove bulk material, define geometry | Achieve final dimensions and surface finish |
| Machining Behavior | Lower cutting forces, stable cutting | High cutting forces, more sensitive to vibration |
What is soft machining? As we discussed earlier, you’re working with material that’s easy to cut and forgiving. And in hard machining, the same material resists cutting, and every parameter matters more.
Differences in Cost, Tool Wear, Accuracy, and Application
| Factor | Soft Machining | Hard Machining |
|---|---|---|
| Cost per Operation | Lower (faster material removal) | Higher (slower cutting, specialized tools) |
| Tool Wear | Low to moderate | High, especially on hardened steels |
| Accuracy | Moderate (allowance left for finishing) | High (final tolerances achieved here) |
| Surface Finish | Semi-finished | Fine finish, often functional surfaces |
| Typical Use | Roughing, semi-finishing, feature creation | Final machining, precision features, tight tolerances |
In soft machining in manufacturing, the focus is speed and efficiency. You remove most of the material while the part is easy to cut.
In practice, soft machining and hard machining are not competing choices. They are usually two stages of the same manufacturing workflow. Soft machining removes most of the material before heat treatment, while hard machining or grinding is used later when final tolerance, geometry, or surface quality must be controlled.
What Are the Common Challenges in Soft Machining and How Can They Be Overcome?
The soft machining process is stable compared to cutting hardened material, but problems still show up if the setup isn’t controlled. Most issues come from material behavior and process inconsistency.
Controlling Deformation, Burrs, and Dimensional Variation
In soft machining, the material is easier to cut, but also easier to deform.
Thin walls or long features can deflect under cutting force. That leads to dimensional variation even if your toolpath is correct. The fix is straightforward. Reduce cutting load, support the part properly, and sequence operations so critical features are machined last.
Burrs are another common issue, especially in aluminum and low-carbon steels. They form when material flows instead of shearing cleanly. Sharp tools, proper cutting speed, and a light finishing pass usually solve it.
Dimensional variation often comes from uneven material removal. If one side of the part is machined heavily while the other isn’t, internal stress redistributes. Balanced machining helps keep the part stable.
Improving Tool Life and Process Consistency
Tool life in soft machining in manufacturing is generally good, but inconsistency still happens.
Unstable setups, excessive runout, or poor chip evacuation reduce tool life quickly. Once wear starts, dimensions drift and surface finish drops.
The fix is not complicated. Use rigid tool holding, keep cutting parameters consistent, and avoid pushing tools beyond stable limits just to save time. Consistency matters more than peak speed.
A stable soft machining process produces predictable parts. That’s what you want before heat treatment.
What Are the Common Applications of Soft Machining?
Soft machining is used anywhere parts go through heat treatment and still need accurate geometry afterward. It handles the bulk of shaping before the material reaches its final hardness.
Automotive, Industrial, and General Mechanical Parts
In automotive and industrial production, soft machining is standard for parts that require strength after heat treatment.
Engine components, transmission parts, and industrial mechanisms are typically machined in a soft state first. This allows fast material removal and consistent geometry before hardening.
Shafts, Gears, Housings, and Precision Components
Common parts produced using the soft machining process include shafts, gears, and housings.
Shafts are roughed and semi-finished before hardening, then ground to final size. Many gears are cut in the soft state and then heat treated, with tooth grinding or other finishing operations applied later when accuracy and surface quality require it. Housings and precision components follow the same logic.
That’s the role of soft machining in manufacturing. It builds the part efficiently while leaving room for final precision where it actually matters.
Prototyping and Low-Volume Production
Soft machining is also well suited to prototyping and low-volume production, where process flexibility matters as much as production efficiency.
In soft machining, you’re working with material that cuts easily. That means you can change toolpaths, tweak dimensions, and rerun parts without fighting tool wear or long cycle times.
For prototypes, this matters. You can adjust geometry quickly and get another part the same day. The soft machining process gives you that flexibility because you’re not locked into hardened material or complex finishing steps yet.
There’s no need for specialized tooling in most soft machining in manufacturing setups. Standard carbide tools handle the job, and fixtures can stay simple.
For low-volume production, that keeps costs down. You’re not investing heavily in tooling just to make a few parts. You machine, adjust, and move on. That’s why soft machining often comes up in early-stage development work.
Is Soft Machining Expensive?
Short answer: not usually, especially during the roughing and semi-finishing stages.
Cost Factors in Soft Machining
The cost of the soft machining process comes from machine time, tooling, and setup. Because material is easy to cut, machining is faster and tool wear is lower. That keeps per-part cost relatively low during roughing and semi-finishing.
The real cost consideration is what comes after. Heat treatment and finishing operations add to the total.
Soft Machining vs Hard Machining Cost Considerations
In soft machining vs hard machining, the cost split is clear.
In heat-treated part workflows, soft machining is usually more economical for bulk material removal because cutting speeds are higher and tool wear is lower. Hard machining is slower, requires more rigid setups, and increases tool consumption.
But you don’t eliminate one with the other. Soft machining reduces the workload in the expensive finishing stage. That’s where the overall cost benefit comes from.
Soft Machining vs Alternative Processes
| Process | Where It Fits | Key Trade-Off |
|---|---|---|
| Soft Machining | Low to medium volume, flexible geometry | Fast setup, high flexibility, material waste higher than forming |
| Casting | Complex shapes in higher volumes | Lower machining needed, but tooling cost and lead time are high |
| Forging | High-strength parts with simple geometry | Excellent material properties, limited design flexibility |
| Additive Manufacturing | Complex internal features, low volume | Minimal waste, slower and higher cost per part |
Soft machining in manufacturing sits in the middle. It gives you flexibility without the upfront cost of casting or forging, and it’s more practical than additive for most standard geometries.
How to Design Parts Optimized for Soft Machining?
Good design makes the soft machining process faster, more stable, and less dependent on rework after heat treatment. Bad design does the opposite. It pushes problems into the finishing stage where everything costs more.
Geometry, Allowance, and Feature Design Considerations
In soft machining in manufacturing, geometry should support clean material removal and predictable behavior after heat treatment.
You don’t design for final size at this stage. You design for controlled excess material. That means leaving machining allowance on critical surfaces so distortion can be corrected later.
Avoid sharp internal corners where possible. They concentrate stress and can distort during heat treatment. Keep features accessible so tools can reach without long overhangs or unstable setups.
If you understand what is soft machining, you design knowing the part will change later. That mindset prevents over-finishing early in the process.
How to Reduce Rework After Heat Treatment
Rework happens when the soft machining process is inconsistent.
Uniform material removal is the first control point. If one side is heavily cut and the other is not, the part will move during heat treatment. Balanced machining reduces that risk.
When to Use Soft Machining Services (and How to Choose a Supplier)
You use soft machining services when you need parts shaped efficiently before heat treatment or when design flexibility is still high. The supplier matters because process control directly affects final accuracy.
When Soft Machining Is the Right Choice
Soft machining is the right choice when parts will be heat treated later, when geometry is still evolving, or when you need fast material removal at low cost.
It is not ideal for fully finished parts that require tight tolerances without secondary operations.
CNC Capability and Heat Treatment Coordination
A capable supplier understands the full soft machining process, not just cutting.
The supplier should coordinate heat treatment and finishing.
Good soft machining in manufacturing setups plan roughing, semi-finishing, and post-heat-treatment machining as one workflow.
Tolerance and Quality Control Capabilities
Tolerance control in soft machining vs hard machining is different. The supplier should clearly separate pre-heat and post-heat tolerances.
They should also measure distortion risk and leave correct allowances for finishing. Without that, parts will drift out of spec after hardening.
Lead Time and Cost Considerations
Soft machining is usually faster per operation, but total lead time depends on heat treatment and finishing steps.
A good supplier will optimize the sequence so machining and heat treatment don’t create delays between stages. Cost efficiency comes from reducing rework, not just cutting faster.
If your part requires soft machining before heat treatment, choosing a supplier with strong process control matters as much as choosing the right material or toolpath. At JLCCNC, we plan soft machining, heat treatment coordination, and final machining as one connected workflow, helping reduce distortion risk, rework, and overall production cost. Upload your design to JLCCNC to get a manufacturing review and production-ready quote.
Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
Soft machining is not simply the easy stage of CNC work. It is the stage where cost, geometry, and distortion control are planned before heat treatment. When used correctly, it reduces finishing time, improves predictability, and lowers total manufacturing cost.
FAQ about Soft Machining
Q: What is soft machining?
It is machining done before heat treatment when the material is still easy to cut and shape.
Q: What is the difference between soft machining and hard machining?
Soft machining shapes the part in a softer state, while hard machining finishes it after heat treatment.
Q: What materials are commonly used in soft machining?
Carbon steel, alloy steel, aluminum, and brass in their pre-hardened or annealed states.
Q: What are the main soft machining methods?
Turning, milling, drilling, and semi-finishing operations before heat treatment.
Q: Why is soft machining used before heat treatment?
Because it allows faster cutting, lower tool wear, and controlled geometry before the material becomes harder and more difficult to machine.
Popular Articles
• Cutting with Precision: A Comprehensive Guide to CNC Water Jet Technology
• CNC Coolant Explained: Types, Maintenance & Safety
• Rake Angle in Machining: Machinists’ Guide to Perfect Cuts
• What Steps Are Taken To Minimize Waste In CNC Machining Processes?
• How EDM Wire Cutting Works: Complete Guide to Precision CNC Wire Cutting
Keep Learning
Types of Rivets: Applications, Materials and Selection Guide
Key Takeaways The main types of rivets include solid, blind, semi-tubular, tubular, drive, and split rivets. Each type is selected according to installation access, material compatibility, and joint requirements. Rivet types and identification on drawings use standard callouts covering head style, material, diameter, and grip length. Different kinds of rivets require different installation methods. Some need access to both sides, others install from one side only. Rivet material must be compatible wit......
Spotface vs Counterbore: Differences, Applications & Selection Guide
Quick Comparison Between Spotface and Counterbore Spotfaces and counterbores are both machined features around holes. A spotface creates a flat seating surface for bolts or washers, while a counterbore creates a recessed cavity that allows screw heads to sit flush or below the surface. The table below provides a simple comparison of spotface and counterbore features. Feature Spotface Counterbore Primary purpose Creates a flat seating surface Creates a flat recess for a fastener head Machining depth Sh......
CNC Workholding: Methods, Best Practices, and Engineering Decisions
CNC workholding refers to the methods used to position and secure a part during machining. It directly affects part dimensions, alignment, and surface finish. In practice, machining errors are rarely caused by the toolpath alone. More often, they originate from poor part positioning, uneven clamping, or material deformation under cutting forces. For operations requiring tight tolerances, like ±0.01 mm, a stable and properly designed workholding setup is just as important as the machine’s spindle accur......
Slip Fit Tolerances: Clearance Control and Assembly Accuracy
Key Takeaways About Slip Fit A slip fit provides controlled positive clearance between a shaft and bore, allowing free assembly without force while limiting excessive play. Typical slip fit clearance ranges from approximately 0.010–0.075 mm on common shaft diameters, though the correct value depends on diameter, application requirements, material behavior, and tolerance system selection. ISO fit classes H7/g6 and H8/f7 are widely used standard references for slip fit applications in CNC machining. Sli......
Countersink Holes: Uses, Symbols, and Drawing Callouts
(AI generated) Flat-head screw sitting flush inside a precision machined countersink hole You’ll see a countersink hole on almost every mechanical drawing that uses flat-head screws. It looks simple, but it rarely behaves that way in production. Small mistakes here show up later as poor fit, loose fasteners, or parts that don’t sit flush. If you’re working with features like a countersink hole, small details decide whether your part assembles cleanly or causes problems later. At JLCCNC, we machine pre......
What Is a Chamfer? A Practical Guide for Machining and Design
In CNC machining and mechanical design, small edge details can have a significant impact on part quality, safety, and manufacturability. A chamfer is one such feature. While it may appear simple, chamfer design directly affects how a part is machined, assembled, and used. Chamfers are widely applied to remove sharp edges, ease assembly, and improve overall part reliability. Engineers use chamfers to improve tool access, accommodate minor misalignment during assembly, and extend part service life. Cham......