What Is Die Casting? Process, Materials, and Applications
20 min
- What Is Die Casting
- The Die Casting Process Step by Step
- Die Casting Materials and Alloy Selection
- Aluminum Die Casting Explained
- Die Cast Parts and Their Industrial ApplicationsAutomotive ComponentsAutomotive manufacturing is one of the largest users of die cast parts, engine components, transmission housings, brackets, structural components, and increasingly, large structural castings that replace what used to be multiple stamped and welded steel parts. Aluminum die casting specifically has grown in automotive as manufacturers chase weight reduction for fuel efficiency and, more recently, EV range.Electronics and Consumer ProductsLaptop and phone housings, camera bodies, power adapter shells, connector housings, die cast parts are everywhere in electronics because the process delivers the combination of thin walls, fine detail, and dimensional consistency that consumer products need at the volumes they're produced in. Zinc die casting in particular shows up a lot in small connector and hardware components where fine detail and plating finish matter.Industrial Equipment and Machinery PartsPump housings, gearbox casings, valve bodies, motor enclosures, industrial equipment relies on die cast parts for components that need complex internal geometry (cooling fins, internal passages, mounting bosses) produced economically at the production volumes industrial equipment manufacturers run.Advantages of Die Casting
- Limitations of Die Casting
- Die Casting vs Other Manufacturing Processes
- Design Guidelines for Die Cast Parts
- Common Die Casting Defects and Solutions
- CNC Machining After Die Casting
- Cost Factors in Die Casting
- When to Choose CNC Machining Instead of Die Casting
- FAQ About Die Casting
Key Takeaways
- Die casting is a metal casting process that forces molten metal into a reusable steel mold under high pressure, producing parts with tight tolerances and good surface finish at high volume.
- Aluminum die casting is the most common form by far, thanks to its combination of light weight, decent strength, and good corrosion resistance.
- The die casting process runs through mold preparation, injection, cooling, and ejection in a cycle that can repeat every few seconds to minutes depending on part size.
- Die cast parts dominate automotive, electronics, and industrial equipment because the process produces complex shapes economically once tooling is paid for.
- Die casting materials are mostly aluminum, zinc, and magnesium alloys, each suited to different combinations of strength, weight, and cost.
- Die casting is most economical at medium to high volume, while tooling cost often makes CNC machining the better choice for prototypes and low-volume production.
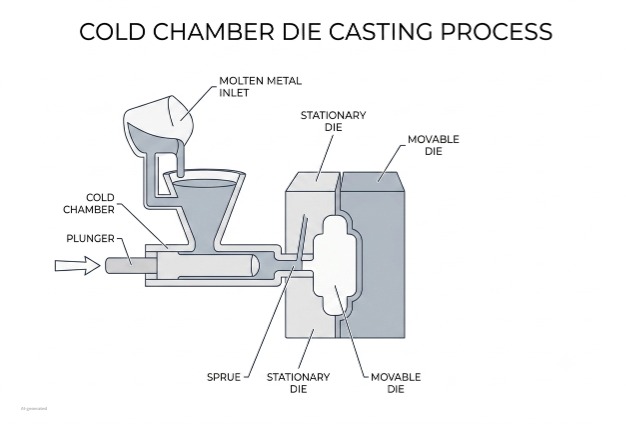
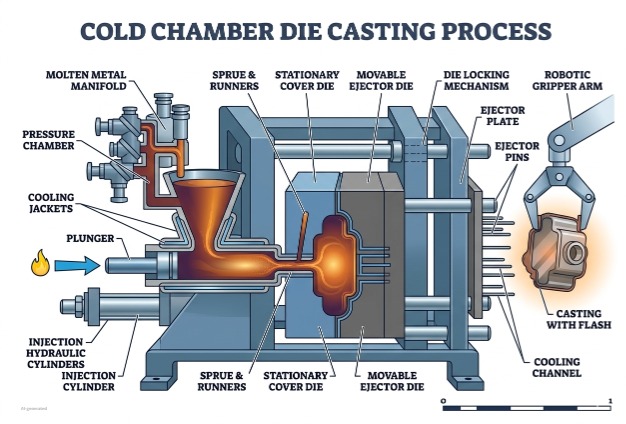
(AI generated) Cold chamber die casting process
Pick up almost any small aluminum housing, hinge bracket, motor casing, or adapter shell, and there is a good chance it started as molten metal forced into a steel mold under high pressure. Die casting is widely used in manufacturing because it can produce complex metal parts quickly, consistently, and economically at volume.
This guide explains what die casting is, how the process works, which materials are commonly used, and when die casting makes sense compared with CNC machining.
At JLCCNC, drawings and production requirements are reviewed against manufacturing standards before die casting or CNC secondary machining begins. This helps reduce avoidable issues with process selection, tolerances, and feature manufacturability.

Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
What Is Die Casting
Definition of Die Casting
Die casting is a manufacturing process where molten metal is forced under high pressure into a steel mold cavity, called a die, where it cools and solidifies into the shape of the cavity before being ejected as a finished or near-finished part.
Why Die Casting Is Widely Used in Manufacturing
Once the die is built, the cost of each additional part is relatively low and is driven mainly by material, machine time, and energy use. Once the die is built, the cost of each additional part can become very low at production volume, especially compared with machining the same geometry from billet. Compare that to machining the same part from billet, where every single part carries the full machining time and material waste regardless of how many came before it.
The other reason die casting dominates: it produces geometry that would be expensive or impossible to machine economically. Internal ribs, bosses, complex outer contours, and integrated mounting features can often be formed in a single shot. A die cast part might replace what would otherwise be three or four machined and assembled components.
The Die Casting Process Step by Step
(AI generated) Die casting process
Mold Preparation and Lubrication
Before each shot, the die cavity is sprayed with a release agent that serves two main purposes. It helps the solidified part release cleanly from the die without sticking or tearing, and it helps control the temperature of the die surface, which affects how the metal flows and solidifies.
Die temperature management matters more than people expect. A die that's too cold causes the molten metal to start solidifying before it fully fills the cavity, leaving incomplete sections. A die that's too hot extends cycle time because the part takes longer to cool enough for ejection. In production, die temperature is managed within a steady operating range that balances fill quality, cooling time, and part release.
Molten Metal Injection
The molten metal, held in a furnace at the correct temperature for the alloy, gets transferred into the shot chamber and then injected into the closed die under pressure. In hot chamber machines, the injection mechanism sits directly in the molten metal bath, which is common for zinc and magnesium alloys with lower melting points. In cold chamber machines, molten metal is ladled into a separate shot sleeve for each cycle, which is the standard approach for aluminum die casting because aluminum's higher melting point would damage hot chamber components over time.
The injection itself happens fast, often well under a second for the cavity fill. That speed is what allows thin walls and fine detail, but it also means any air trapped in the cavity has very little time to escape, which is one of the main reasons porosity can form if venting and process control are not well managed.
Cooling, Solidification, and Part Ejection
Once the cavity is full, the metal needs to cool enough to hold its shape under the ejection forces. Cooling time depends on wall thickness, part mass, and the die's own temperature, thicker sections take longer to solidify through their full thickness, even if the surface looks solid.
Ejector pins push the part out of the die once it's solid enough. The part at this stage is often called the "shot" and includes not just the part itself but the runner and gate system, the channels the metal flowed through to reach the cavity, which gets trimmed off in a secondary operation. The die closes again almost immediately, and the cycle repeats.
Die Casting Materials and Alloy Selection
Aluminum is the most widely used die casting material.
Zinc Die Casting Alloys
Zinc alloys, most commonly Zamak grades, have a lower melting point than aluminum, which means faster cycle times and longer die life since tthe die is exposed to less thermal stress per cycle. Zinc die cast parts are heavier than aluminum for the same volume, but they have excellent dimensional stability, can hold very fine detail, and take plating finishes exceptionally well, which is why zinc shows up a lot in decorative hardware, connectors, and small precision components.
Magnesium and Other Die Casting Materials
Magnesium is the lightest commonly die cast metal, significantly lighter than aluminum for the same volume. It's used where weight reduction is the priority and the part doesn't face a particularly aggressive environment, since magnesium generally needs more careful corrosion protection than aluminum in demanding environments. Magnesium die casting shows up in laptop and camera housings, automotive seat frames, and other weight-sensitive applications.
Other die casting materials exist, including some copper-based and specialized alloys, but they are far less common because of higher melting temperatures, tooling demands, and cost.
Aluminum Die Casting Explained
Common Aluminum Die Casting Alloys
A few aluminum alloys cover the vast majority of aluminum die casting work. A380 is the general-purpose workhorse, good combination of castability, strength, and cost, used across automotive and general industrial applications. ADC12 is essentially the Japanese-standard equivalent to A380, with very similar composition and properties, common in parts originating from Asian supply chains. Some applications also use AlSi10Mg or similar low-copper alloys when corrosion performance or pressure tightness is prioritized, though alloy availability depends on the supplier and casting route.
A380 vs ADC12 vs AlSi10Mg
A380 and ADC12 are close enough in composition that they are often treated as interchangeable. Both are aluminum-silicon-copper alloys, typically with about 8-11% silicon and 1.5-3.5% copper. The differences are subtle enough that for most applications, whichever one your supplier's region defaults to is fine.
AlSi10Mg differs by replacing most of the copper content with magnesium. This changes the alloy's behavior, generally better corrosion resistance than A380/ADC12 because copper is one of the elements that makes aluminum alloys more susceptible to corrosion, and better pressure tightness, which matters for parts that need to hold fluid or gas without leaking. The trade-off is slightly lower as-cast strength compared to A380, though some low-copper cast alloys may offer better response to post-processing or specialized heat-treatment routes, depending on porosity control and supplier capability.
Mechanical Properties
A380 and ADC12 typically deliver tensile strength in the low- to mid-300 MPa range, depending on section thickness, process control, and test condition. AlSi10Mg in its as-cast condition runs somewhat lower in tensile strength but can improve significantly with heat treatment (commonly the T6 condition), where elongation also improves, giving a better balance of strength and toughness for parts that might see impact loading.
Corrosion Resistance
All aluminum die casting alloys form a natural oxide layer that provides baseline corrosion resistance, but the alloying elements matter for how well that holds up. The copper content in A380 and ADC12 makes them somewhat more prone to corrosion in aggressive environments compared to AlSi10Mg's lower copper content. For parts in outdoor, marine, or chemical exposure environments, AlSi10Mg or post-cast treatments like anodizing or powder coating become more important considerations regardless of which base alloy is chosen.
CNC Machining Considerations
Die cast aluminum parts often need secondary CNC machining for features the die can't produce to final tolerance, and the alloy choice affects how that machining goes. A380 and ADC12, with their higher silicon content, are more abrasive to cutting tools than wrought aluminum alloys like 6061, the silicon particles act almost like embedded abrasive, accelerating tool wear. This isn't a dealbreaker, but it means tooling life expectations and cutting parameters for machining die cast aluminum differ from machining billet aluminum, and shops that do both regularly account for this in their process planning.
Die Cast Parts and Their Industrial Applications</h2
Automotive Components
Automotive manufacturing is one of the largest users of die cast parts, engine components, transmission housings, brackets, structural components, and increasingly, large structural castings that replace what used to be multiple stamped and welded steel parts. Aluminum die casting specifically has grown in automotive as manufacturers chase weight reduction for fuel efficiency and, more recently, EV range.
Electronics and Consumer Products
Laptop and phone housings, camera bodies, power adapter shells, connector housings, die cast parts are everywhere in electronics because the process delivers the combination of thin walls, fine detail, and dimensional consistency that consumer products need at the volumes they're produced in. Zinc die casting in particular shows up a lot in small connector and hardware components where fine detail and plating finish matter.
Industrial Equipment and Machinery Parts
Pump housings, gearbox casings, valve bodies, motor enclosures, industrial equipment relies on die cast parts for components that need complex internal geometry (cooling fins, internal passages, mounting bosses) produced economically at the production volumes industrial equipment manufacturers run.
Advantages of Die Casting
High Production Efficiency
Once the die is built and the process is dialed in, cycle times can run from a few seconds for small zinc parts to a couple of minutes for larger aluminum parts. Depending on part size and cycle time, a single die casting machine may produce large production volumes per day. The labor input per part is minimal, much of the process is automated, with operators primarily managing the machine and handling secondary operations like trimming.
Excellent Dimensional Accuracy
Because the part forms against a precision-machined steel die, dimensional accuracy is good straight out of the process, typically within a small fraction of a millimeter on many dimensions, depending on part geometry and die condition. For features that need tighter tolerances than the as-cast accuracy provides, secondary CNC machining addresses just those specific features rather than the whole part.
Superior Surface Finish and Repeatability
Die cast surfaces are often smooth enough for many applications and can provide a good base for paint, powder coating, or plating after any required prep work. And because every part comes from the same die cavity, part-to-part consistency is high, part 10,000 looks essentially identical to part 1, assuming the die itself hasn't worn significantly.
Limitations of Die Casting
High Tooling Costs
This is the big one. A production die for a moderately complex part can run anywhere from $15,000 to well over $100,000 depending on size, complexity, and the number of cavities. That cost has to be amortized across the parts produced, which means die casting only makes economic sense once volume is high enough to spread that tooling cost down to a reasonable per-part contribution.
Material and Size Restrictions
Not every metal can be die cast economically, the process works best with alloys that have relatively low melting points and good fluidity when molten, which is part of why aluminum, zinc, and magnesium dominate. Higher melting point metals are much harder on tooling and less common. Part size is also constrained by machine size, very large parts need correspondingly large (and expensive) die casting machines and dies, which pushes the economics even further toward needing high volume to justify.
Challenges with Low-Volume Production
If you need only a few dozen parts, die casting is usually not economical because tooling cost dominates the total project cost. Even at a few hundred or low thousands of parts, the math often still favors other processes unless the geometry is genuinely difficult to produce any other way. Die casting's economics are built around volume, and below a certain threshold, that advantage simply doesn't exist.
Die Casting vs Other Manufacturing Processes
| Manufacturing Process | Best Use Case | Advantages | Limitations |
|---|---|---|---|
| CNC Machining | Prototypes, low-volume production, design iterations, ultra-tight tolerances | No tooling cost, no minimum order quantity, easy design changes, excellent precision | Higher per-part cost that remains relatively constant as volume increases |
| Die Casting | Medium to high-volume production, complex metal parts | Very low per-part cost at scale, fast cycle times, produces complex geometry in a single operation | High upfront tooling cost, design changes are expensive after tooling is made |
| Die Casting + CNC Machining (Hybrid) | High-volume parts requiring both complex geometry and precision features | Combines die casting's cost efficiency with CNC machining's accuracy, reduces overall machining time | Requires secondary operations and additional process planning |
Here’s a detailed guide on CNC machining vs casting
Design Guidelines for Die Cast Parts
Wall Thickness Recommendations
Thinner walls fill faster and cool faster, which helps cycle time, but walls that are too thin risk incomplete fill before the metal solidifies. Aluminum die casting commonly works well in the 2-4 mm range for general structural walls, though thinner local sections may be possible depending on the part and process. Uniform wall thickness throughout a part is generally preferred, abrupt transitions from thick to thin sections create uneven cooling rates that contribute to internal stress and defects.
Draft Angles
Every surface that runs parallel to the direction the die opens needs some amount of draft, a slight taper, so the part can release from the die without dragging or sticking. Without adequate draft, the part can gall against the die surface during ejection, damaging both the part's surface finish and, over time, the die itself. Draft angle requirements vary by surface depth and texture, but designing it in from the start avoids expensive die rework later.
Ribs and Reinforcement Features
Ribs are one of die casting's strengths, adding stiffness to a part without adding the mass that a uniformly thicker wall would require. Rib thickness relative to the wall it's attached to matters: a rib that's too thick relative to the adjoining wall cools more slowly than the wall around it, which can cause sink marks or porosity at the base of the rib. Keeping rib thickness proportional to wall thickness avoids this.
Bosses and Mounting Features
Bosses, those raised cylindrical features for screw bosses or alignment pins, follow similar logic to ribs. They need enough wall thickness to be functional but not so much that they create a thermal mass that solidifies unevenly relative to the surrounding geometry. Bosses are also a common location for secondary machining, since the as-cast hole often needs to be drilled, tapped, or reamed to final size.
Avoiding Porosity and Shrinkage Defects
Good design for die casting anticipates where porosity and shrinkage are likely to occur and designs around them. Avoiding large, thick, isolated masses of material, which cool slower than their surroundings and are prone to internal shrinkage, and maintaining consistent wall thickness throughout both reduce the likelihood of these defects forming in the first place, rather than relying entirely on process tuning to manage them after the fact.
Designing Parts for CNC Secondary Machining
If a part is known to need secondary machining for certain features, designing those features with machining in mind from the start helps. This means leaving appropriate stock material where machining will remove material, providing clear and accessible reference surfaces for fixturing, and avoiding designs where the cast geometry would interfere with tool access to the features that need machining.
Common Die Casting Defects and Solutions
| Defect | What Causes It | Common Solutions |
|---|---|---|
| Porosity | Air trapped during high-speed injection or gas released from molten metal during solidification creates small internal voids. | Optimize gate design, reduce turbulence, adjust injection speed, and use vacuum-assisted die casting to remove trapped air before filling. |
| Shrinkage | Metal contracts as it solidifies. If additional molten metal cannot feed the area, internal voids form, especially in thick sections. | Design uniform wall thicknesses, avoid isolated heavy sections, and improve feeding paths during solidification. |
| Flash | Excess metal escapes at the parting line, slides, or ejector pin areas due to wear, inadequate clamping force, or die misalignment. | Increase clamping force, maintain die components, repair worn parting surfaces, and optimize process parameters. |
| Cold Shut | Two molten metal flow fronts meet but fail to fuse completely because they cool before joining. | Improve gate design, optimize metal flow paths, increase melt temperature, and adjust injection speed to maintain proper fill conditions. |
Here’s a detailed guide on metal casting defects
CNC Machining After Die Casting
Why Secondary Machining Is Required
As-cast die cast parts are good, but "good" isn't always good enough for every feature on a part. Mounting holes that need to align precisely with mating components, sealing surfaces that need to be flatter than as-cast tolerance allows, or threaded holes that simply can't be cast directly, these all need machining after the part comes out of the die.
Improving Tolerances
As-cast tolerances on die cast parts are typically in the range of a few tenths of a millimeter to around half a millimeter depending on part size and feature. For features that need tighter than that, bearing bores, precision mounting patterns, sealing faces, CNC machining brings those specific features down to whatever tolerance the application requires, often in the hundredths of a millimeter range.
Typical CNC Operations
The most common secondary operations on die cast parts are drilling and tapping holes that weren't (or couldn't be) cast to final size, milling flat reference or sealing surfaces, boring precision bores for bearings or shafts, and machining mounting faces that need to sit flush against another component. These operations typically target a small number of critical features rather than reworking the entire part.
Cost Factors in Die Casting
Tooling
This is the dominant cost factor for the overall project, even though it doesn't show up in the per-part price directly, it's amortized across the production run. Tooling cost depends on part size, complexity, number of cavities in the die, and the expected die life (how many shots it needs to survive before wearing out).
Material
Material cost per part is relatively predictable, it's mostly a function of part volume (how much metal goes into it) and the current price of the alloy. Aluminum, zinc, and magnesium all fluctuate in price based on commodity markets, and at high volumes, material cost becomes a meaningful portion of total part cost even though it's small per individual part.
Production Volume
This is where die casting's economics either work or don't. The tooling cost gets divided across however many parts the die produces over its life, at low volume, that division leaves a large tooling contribution per part; at high volume, the tooling contribution per part shrinks toward negligible, and material plus process cost dominates instead.
Finishing
Depending on the application, die cast parts might need anything from nothing extra at all to a full sequence of trimming, secondary machining, surface treatment (anodizing, plating, powder coating), and assembly. Each of these adds cost, and for parts where appearance or corrosion resistance matters significantly, finishing cost can be a substantial portion of total per-part cost, sometimes more than the casting itself.
When to Choose CNC Machining Instead of Die Casting
Prototyping
Building a die before you know if the design works is backwards, if the design changes after the die is cut, you're either living with the change limitations of die modification or cutting a new die entirely. CNC machining lets you validate the design with real parts in real material before committing to tooling.
Low-Volume Production
If total production volume is in the dozens to low hundreds, die casting's tooling cost almost never pays back. CNC machining at this volume, while more expensive per part than die casting would theoretically be at high volume, is dramatically cheaper overall because there's no tooling investment to recover.
Rapid Design Iteration
Products still in active development, where the design might change multiple times before settling, are poorly suited to die casting, every design change either means die modification (expensive, slow) or a new die (very expensive, slow). CNC machining means each iteration is just a new program, with no tooling consequence.
Tight-Tolerance Parts
If a part is dominated by features that need tolerances tighter than as-cast die casting accuracy throughout, not just on one or two features that could be machined afterward, but pervasively, machining the whole part from billet may simply be more practical than die casting plus extensive secondary machining on nearly every dimension.
FAQ About Die Casting
Q: What is die casting?
Die casting is a manufacturing process where molten metal is injected under high pressure into a reusable steel mold (the die), where it cools and solidifies into the part's shape before being ejected. It's known for producing complex metal parts with good dimensional accuracy and surface finish at high production volumes.
Q: What materials are used in die casting?
The most common die casting materials are aluminum, zinc, and magnesium alloys. Aluminum die casting is the most widely used due to its balance of light weight, strength, and corrosion resistance. Zinc alloys offer excellent fine detail and dimensional stability, while magnesium offers the lightest weight among commonly die cast metals.
Q: What are the advantages of die cast parts?
Die cast parts offer high production efficiency at volume, good dimensional accuracy straight from the die, smooth surface finish that's often ready for painting or plating with minimal prep, and high consistency from part to part since every part comes from the same die cavity.
Q: Why is aluminum commonly used for die casting?
Aluminum die casting is popular because aluminum is lightweight, has reasonable strength for its weight, resists corrosion reasonably well on its own, and conducts heat effectively, useful for housings around electronics or motors. It also has good castability, allowing it to fill thin sections and complex geometry reliably.
Q: How does die casting compare to CNC machining?
Die casting requires significant upfront tooling investment but delivers very low per-part cost at high volume, along with the ability to produce complex geometry in one shot. CNC machining has no tooling cost and is far more economical at low volumes or for prototypes and parts in active development, but per-part cost stays relatively high regardless of volume compared to die casting at scale.
Popular Articles
• Cutting with Precision: A Comprehensive Guide to CNC Water Jet Technology
• CNC Coolant Explained: Types, Maintenance & Safety
• Rake Angle in Machining: Machinists’ Guide to Perfect Cuts
• What Steps Are Taken To Minimize Waste In CNC Machining Processes?
• How EDM Wire Cutting Works: Complete Guide to Precision CNC Wire Cutting
Keep Learning
Chatter in Machining: Causes, Effects, and How to Reduce It
CNC milling operation producing visible chatter marks on an aluminum workpiece Quick Chatter Diagnosis Checklist Symptom Most Likely Cause First Action High-pitched squeal Regenerative chatter Change spindle speed ±15% Chatter only in deep pockets Excessive tool overhang Shorten tool Chatter on thin walls Low workpiece rigidity Improve fixturing Chatter after tool replacement Runout / holder issue Check tool holder Chatter only during finishing DOC too small / rubbing Increase feed or adjust speed It ......
What Is Tool Offset in CNC? Types, Setup & Best Practices
CNC tool offset setup with measurement overlay Key Takeaways CNC offsets connect programmed intent with actual cutter position. Length data guides Z-axis depth control. Radius data protects part size during contour milling. Geometry values define the cutter's measured baseline. Wear values support fine correction during production. Verified data lowers scrap risk before full machining. Good offset habits protect tools, fixtures, and parts. In the context of CNC machining , tool offset is the quiet set......
Trochoidal Milling: Complete Guide to High-Efficiency CNC Machining
Key Takeaways Trochoidal milling combines circular cutter motion with continuous forward feed. The cutter normally engages 5 to 20% of its diameter instead of making a full-width cut. A smaller engagement angle limits force changes during slotting and pocket roughing. Low radial engagement often allows greater axial depths of cut than conventional slot milling. CAM software calculates the circular path automatically from the selected machining parameters. This strategy is widely applied to titanium, s......
What Is Die Casting? Process, Materials, and Applications
Key Takeaways Die casting is a metal casting process that forces molten metal into a reusable steel mold under high pressure, producing parts with tight tolerances and good surface finish at high volume. Aluminum die casting is the most common form by far, thanks to its combination of light weight, decent strength, and good corrosion resistance. The die casting process runs through mold preparation, injection, cooling, and ejection in a cycle that can repeat every few seconds to minutes depending on p......
First Angle vs Third Angle: Understanding Orthographic Projection Methods
Key Takeaways Orthographic projection is the system that lets a 3D part be represented through multiple 2D views, front, top, side, and so on. First angle projection and third angle projection are the two standard methods for arranging those views, and they place views in opposite positions relative to the object. First angle projection is the ISO standard used across most of Europe, India, China, Russia, and many other countries following ISO standards Third angle projection is the standard in the Un......
Micro EDM Machining: Capabilities, Materials, and Applications for Precision Components
Key Takeaways About Micro EDM Machining Only electrically conductive materials can be machined. Hole diameters can reach below 50 μm on specialized equipment. The process produces almost no mechanical cutting force, making it suitable for thin or delicate features. Surface integrity still requires attention because recast layers and heat-affected zones may remain after machining. Micro EDM is often combined with CNC machining, with milling producing the main geometry before EDM finishes critical micro......