Self Tapping Screws: Types, Thread Design, Applications & Custom Sourcing
15 min
- What Are Self Tapping Screws & How Do They Work?
- Types of Self Tapping Screws & Thread Engineering
- Self Tapping Screws for Different Materials
- Self Tapping Screws Manufacturing Process
- Self Tapping Screws Size Guide & Load Capacity Basics
- How to Choose the Right Self Tapping Screws
- Self Tapping Screws vs Self Drilling Screws
- How to Source High-Quality Self Tapping Screws Reliably
- Custom Self Tapping Screws & Small-Batch Manufacturing
- FAQ About Self Tapping Screws
In my 12 years working as a fastener engineer for manufacturing and product development teams, I’ve seen self tapping screws cause more avoidable assembly failures than almost any other small component. Pick the wrong thread type for your substrate, size the pilot hole incorrectly, or skimp on coating quality, and you’ll deal with stripped threads, cracked plastic, or loose parts mid-use. This guide breaks down every engineering detail you need to know, from thread design to reliable sourcing for both mass production and custom small-batch projects.

What Are Self Tapping Screws & How Do They Work?
Quick Answer
Self tapping screws create mating threads during installation and are commonly used for sheet metal, plastics and thin composites. They differ from self drilling screws because most require a pilot hole before fastening.
Core engineering definition
Self tapping screws are threaded fasteners designed to create or form mating threads during installation, eliminating the need for a separate tapping operation that’s required for standard machine screws.
Unlike machine screws:
- Self tapping screws create threads during fastening
- Usually require a pilot hole (depending on substrate thickness and hardness)
- Cut out or displace material to form a tight, secure fit
Working principle
The installation process follows 4 core steps:
1. Pilot hole preparation (adjust size based on substrate material and screw diameter)
2. Screw penetration under controlled torque
3. Thread cutting or thread forming to create matching mating threads
4. Clamping and load transfer between the two assembled parts
The underlying engineering principle relies on localized plastic deformation of the substrate, either through material displacement or cutting, plus friction between the engaged threads to create long-term retention. In my experience, A large proportion of failures of self tapping screw failures trace back to incorrect pilot hole sizing, not the screw itself.
Key structural features
Typical self tapping screws have 4 core design elements that set them apart from standard fasteners:
- Pointed tip for easy alignment and initial penetration
- Hardened thread profile that’s harder than the substrate material
- High flank engagement for maximum holding strength
- Torque-resistant head design to prevent cam-out during installation
Self tapping screws vs regular screws
Many new product developers mix up these common fastener types, so the table below breaks down the key differences:
| Type | Thread creation | Pilot hole | Reusability | Best use |
|---|---|---|---|---|
| Self tapping screw | Creates threads during installation | Usually required | Limited | Sheet metal, plastic, thin composite |
| Machine screw | Requires pre-threaded hole | Required | High | Repeat disassembly and assembly |
| Wood screw | Penetrates soft wood directly | Optional | Moderate | Wood and wood composites |
Types of Self Tapping Screws & Thread Engineering
Thread design is the single most important factor in self tapping screw performance, and choosing the wrong type for your application will almost always lead to failure.
Classification by thread mechanism
Thread-cutting screws
These have a sharp cutting flute at the tip that removes material as the screw is driven in, leaving no excess debris behind.
Features:
- Cutting flute removes substrate material
- Lower installation torque required
- Ideal for hard, rigid materials
Best for:
- Aluminum
- Sheet steel
- Harder plastic substrates like acrylic
Chip buildup causes thread stripping. It’s that simple, so always clear debris between installations for thread-cutting variants.
Thread-forming screws
These have no cutting flutes, and instead displace material to form mating threads without generating any chips.
Features:
- Displaces material rather than removing it
- No chip generation, ideal for enclosed assemblies
- Stronger thread engagement than cutting variants
Best for:
- Thermoplastics like ABS, PC, and nylon
- Soft metals like brass and aluminum
- Low-vibration indoor assemblies
Thread rolling screws
These are a high-performance variant of forming screws that cold-form mating threads, reducing stress concentration in the substrate for longer service life.
Features:
- Cold forms threads without damaging substrate grain structure
- Reduced stress concentration at the thread root
- 30-40% better fatigue resistance than standard forming screws
Thread rolling screws are commonly preferred these for automotive and industrial applications that see regular vibration or load cycling.
Types by head style
Head style affects both assembly accessibility and finished appearance, with 4 common options:
- Pan head: Rounded, low-profile head for general use
- Countersunk head: Flush fit for applications where a smooth surface is required
- Hex washer head: High torque transfer for heavy-duty construction use
- Truss head: Wide, low-profile head for thin plastic and sheet metal to prevent pull-through
Types by drive style
Drive style directly impacts assembly speed and cam-out resistance:
- Phillips: Common, low-cost, but prone to cam-out under high torque
- Torx: High torque transfer, minimal cam-out, ideal for automated assembly
- Hex: Highest torque capacity, best for heavy-duty construction applications
- Slotted: Easy to adjust with common tools, but not ideal for high-torque use
Self Tapping Screws for Different Materials
Matching your screw type to your substrate material is non-negotiable for reliable performance.
Self tapping screws for metal
For sheet metal and rigid metal assemblies, thread-cutting screws with hardened steel construction are the standard choice.
Selection factors:
- Fine thread for better engagement in thin metal
- HRC 45+ hardness to avoid thread deformation during installation
- Pilot hole sized to 80-85% of the screw’s outer diameter
Common applications include sheet metal brackets, HVAC assemblies, and metal furniture framing.
Self tapping screws for plastic
Plastic is far more prone to cracking and stress damage than metal, so thread-forming screws are almost always the better choice.
Engineering considerations:
- Minimize installation torque to avoid stress cracking
- Use coarse threads to distribute load evenly across the plastic substrate
- Pilot hole sized to 70-75% of the screw’s outer diameter
Recommended for use with ABS, PC, nylon, and acrylic, though you may need to adjust pilot hole size for reinforced composites.
For instance, one of my consumer electronics clients last year switched from thread-cutting to thread-forming screws for their PC device housings, and significantly reduced cracking failures in their first production run.

Construction applications
Self tapping screws are widely used in commercial and residential construction for their fast installation and high holding strength.
Key requirements for construction use:
- Corrosion-resistant coating (zinc plating or Dacromet) for outdoor exposure
- Vibration-resistant thread design for load-bearing assemblies
- High load capacity for structural use
Common uses include roofing, framing, drywall installation, and facade assembly.
Automotive applications
Automotive self tapping screws need to withstand regular vibration, temperature fluctuations, and exposure to chemicals and moisture.
Key requirements:
- High fatigue resistance to avoid loosening over time
- Durable coating to resist corrosion from road salt and chemicals
- Consistent thread quality for automated assembly lines
Used for interior trim, under-hood components, exterior body panels, and wiring harness mounting.
Self Tapping Screws Manufacturing Process
Many new product teams assume all self tapping screws are CNC machined, but that’s rarely the case for mass production.
Engineering correction
Self tapping screws are not typically CNC-manufactured products for large runs. Industrial mass production relies primarily on:
- Cold heading
- Thread rolling
- Heat treatment
- Surface finishing
CNC machining is mainly used for:
- Prototypes and design validation
- Low-volume custom screw orders
- Non-standard geometries that can’t be produced with cold heading
For teams that need non-standard custom screws for prototyping or small production runs, CNC machining is the fastest, most cost-effective option.
Step 1: Cold heading
Cold heading uses high pressure to form the screw head and shank from wire stock in a single operation.
Purpose:
- Form the screw head to the required design
- Create the uniform shank diameter
Advantages:
- High production speed (up to hundreds of parts per minute)
- Low per-unit cost for mass production
- Excellent material strength from cold working
Step 2: Thread rolling
Thread rolling uses hardened dies to press the thread profile into the screw shank, rather than cutting it.
Purpose:
- Form the precise thread profile
- Increase thread strength by aligning the material grain structure
Benefits:
- Full grain continuity for better fatigue resistance
- Smoother thread surface for lower installation torque
- Higher production speed than cutting
Step 3: Heat treatment
Heat treatment hardens the screw to ensure it is harder than the substrate material it will be installed into.
Purpose:
- Control hardness to avoid thread deformation during installation
- Improve torque resistance and holding strength
Typical hardness range for self tapping screws is HRC 45–60, adjusted based on the target substrate.
Step 4: Surface finishing
Surface finishing protects the screw from corrosion and adjusts friction for consistent installation torque.
Common finishes:
- Zinc plating: Low-cost, basic corrosion resistance for indoor use
- Zinc-nickel: High corrosion resistance for automotive and outdoor use
- Nickel plating: Decorative finish with good corrosion resistance
- Dacromet: Extreme corrosion resistance for construction and marine use
- PTFE coating: Low friction for easy installation in plastic assemblies
Self Tapping Screws Size Guide & Load Capacity Basics
Incorrect sizing is one of the most common causes of self tapping screw failure, so it’s critical to get these details right.
Size terminology
Self tapping screws are defined by 3 core dimensions, available in both metric and imperial sizing systems:
- Diameter: The outer width of the screw shank
- Pitch: The distance between adjacent threads
- Length: The total length of the screw from the tip to the underside of the head (for countersunk screws, length includes the head)
Always confirm which sizing system your supplier uses before placing an order to avoid mismatched parts.
Pilot hole sizing
Pilot hole size is the single most important factor in thread quality and holding strength.
Pilot hole size controls:
- Installation torque required
- Final holding force
- Risk of thread stripping or substrate cracking
Typical sizing ratios:
- Soft materials (plastic, soft aluminum): 70–75% of the screw’s outer diameter
- Hard metals (steel, stainless steel): 80–85% of the screw’s outer diameter
Some thin sheet metal applications may allow pilot-hole-free installation depending on screw design and substrate characteristics.
Load capacity factors
The holding strength of a self tapping screw depends on 4 core factors, not just the screw itself:
- Substrate material thickness
- Length of thread engagement in the substrate
- Screw diameter and thread pitch
- Tensile strength of the substrate material
Always test pull-out and shear load for critical applications before full production to avoid field failures.
Torque considerations
Over-tightening is a far more common problem than under-tightening for self tapping screws:
Over-tightening causes:
- Thread stripping in the substrate
- Screw shank fracture
- Reduced clamp load over time as the substrate relaxes
Use a torque wrench for critical assemblies to ensure consistent torque across all installations.
How to Choose the Right Self Tapping Screws
Follow this 4-factor model to select the right screw for your application, every time.
Material compatibility
First, match the screw type and thread design to your substrate material:
- Metal: Thread-cutting screws, hardened steel construction
- Plastic: Thread-forming screws, coarse pitch
- Composite: Test both cutting and forming screws to find the best fit for your specific composite material
Mechanical requirement
Next, define the mechanical loads the screw will see in use:
- Shear load: Choose larger diameter screws with higher tensile strength
- Pull-out load: Increase thread engagement length and use finer threads
- Vibration: Use thread-locking coating or locking washers to prevent loosening
Environment
Consider the operating environment the assembly will be exposed to:
- Humidity or outdoor exposure: Choose corrosion-resistant coating like zinc-nickel or Dacromet
- Chemical exposure: Use stainless steel or PTFE-coated screws
- Extreme temperature: Avoid plating that will degrade at high or low temperatures
Production scale
Your production volume will determine the most cost-effective manufacturing method:
- Prototype: CNC machined custom screws for fast turnaround
- Maintenance or small production runs: Off-the-shelf screws or small-batch CNC custom parts
- Mass production: Cold-headed screws for lowest per-unit cost
Common selection failures
Common selection failures include cost teams thousands of dollars in rework, so avoid them at all costs:
- Wrong pilot hole size for the substrate
- Incorrect screw hardness for the material
- Poor coating choice for the operating environment
- Overloading the screw beyond its rated load capacity
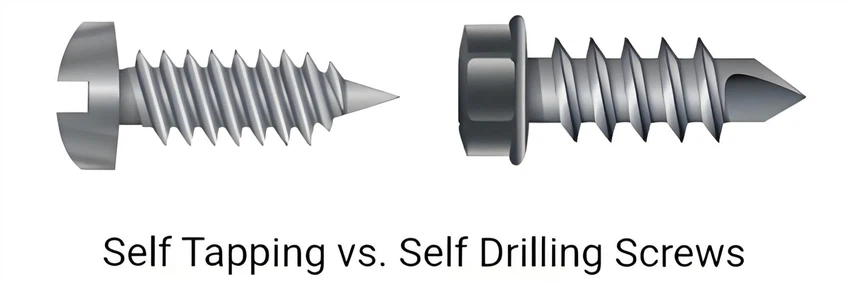
Self Tapping Screws vs Self Drilling Screws
This is one of the most common questions I get from new product developers, and mixing up these two fastener types will lead to major installation issues.
| Type | Drill tip | Pilot hole | Best material |
|---|---|---|---|
| Self tapping | No | Usually yes | Thin metal, plastic |
| Self drilling | Yes (integrated drill tip) | No | Thicker steel over 2mm |
| Machine screw | No | Pre-threaded hole | Repeated assembly |
- Use self tapping screws for controlled, high-precision assembly of thin materials
- Use self drilling screws for faster field installation where drilling pilot holes is not practical
- Use machine screws for serviceable assemblies that will be disassembled regularly
How to Source High-Quality Self Tapping Screws Reliably
Sourcing high-quality self tapping screws doesn’t have to be complicated, but there are a few key details to check to avoid low-quality parts.
Quality indicators
Always ask for these test reports from any supplier before placing a bulk order:
- Thread accuracy report (to ensure consistent fit)
- Hardness test report
- Salt spray testing results for corrosion resistance
- Torque performance test data
If a supplier refuses to provide these reports, walk away—they’re almost certainly cutting corners on quality.
Local vs global suppliers
There are pros and cons to both local and global sourcing options:
Local suppliers:
- Shorter logistics times for off-the-shelf parts
- Higher per-unit cost, especially for custom parts
- Limited capability for non-standard custom designs
Global suppliers:
- Lower pricing for both off-the-shelf and custom parts
- Broader manufacturing capability for custom designs
- Longer lead times for mass production
MOQ and pricing logic
Pricing and minimum order quantities (MOQ) vary widely based on manufacturing method:
- Prototype CNC custom screws: Low MOQ (often as low as 1 unit) with higher per-unit cost
- Cold-headed mass production: High MOQ (usually 10,000+ units) with very low per-unit cost
If you need small-batch custom self tapping screws for prototyping or low-volume production, CNC machining is almost always the most cost-effective option, as you won’t have to pay for expensive cold heading tooling.
Supplier red flags
Avoid suppliers that show any of these red flags:
- Unclear testing standards or no access to quality reports
- Hidden fees for coating or custom geometry
- Outsourced production with no control over manufacturing quality
- No clear lead time guarantees for custom orders
Custom Self Tapping Screws & Small-Batch Manufacturing
For applications where off-the-shelf screws don’t meet your requirements, custom self tapping screws are the best solution.
When custom screws make sense
Custom screws are worth the investment if you have any of these requirements:
- Non-standard geometry that’s not available off-the-shelf
- Rare material requirement (such as titanium or specialized alloy)
- Prototype validation before mass production
- Special coating or tolerance requirement for high-precision applications
CNC machined self tapping screws
As noted earlier, CNC machining is not used for mass production of self tapping screws, but it is the ideal solution for custom small-batch orders:
Used primarily for:
- Prototypes and design validation
- Specialty fasteners for low-volume products
- Non-standard geometries that can’t be produced with cold heading
CNC machined screws offer full design flexibility, with no tooling costs required for small runs.
What to prepare for quoting
To get an accurate quote for custom self tapping screws, have these details ready:
- 3D CAD file of the screw design
- Required material specification
- Surface finish and coating requirements
- Order quantity
- Tolerance requirements for critical dimensions
Most custom fastener vendors make you wait days for a quote, but JLCCNC provides instant pricing so you can move forward immediately.

Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
FAQ About Self Tapping Screws
Q: Can self tapping screws be used on thick metal sheets?
Yes, but you will need to drill a pilot hole first, and for metal thicker than 3mm, self drilling screws are usually a more efficient option. For very thick metal, you may be better off using machine screws with pre-tapped holes.
Q: What pilot hole size should I use?
As a general rule, use a pilot hole 70-75% of the screw’s outer diameter for soft materials like plastic and soft aluminum, and 80-85% for hard metals like steel. Always test on scrap material first to confirm the right size for your application.
Q: Are self tapping screws reusable?
In most cases, self tapping screws have limited reusability, as removing them can damage the formed threads in the substrate. If you need a reusable fastener, use a machine screw with a pre-tapped hole instead.
Q: What affects load capacity?
Load capacity depends on a combination of screw diameter, thread engagement length, substrate material strength, and installation torque. Always test load capacity for critical applications before full production.
Q: What's the MOQ for custom screws?
MOQ varies by manufacturing method: CNC machined custom screws have MOQs as low as 1 unit, while cold-headed mass production screws usually have MOQs of 10,000 units or more.
Q: How long is lead time?
Standard cold-headed mass production lead times range from 2-4 weeks, while CNC machined custom small-batch orders from JLCCNC can ship in as little as 3 days with global delivery available.
Popular Articles
• Cutting with Precision: A Comprehensive Guide to CNC Water Jet Technology
• CNC Coolant Explained: Types, Maintenance & Safety
• Rake Angle in Machining: Machinists’ Guide to Perfect Cuts
• What Steps Are Taken To Minimize Waste In CNC Machining Processes?
• How EDM Wire Cutting Works: Complete Guide to Precision CNC Wire Cutting
Keep Learning
Types of Rivets: Applications, Materials and Selection Guide
Key Takeaways The main types of rivets include solid, blind, semi-tubular, tubular, drive, and split rivets. Each type is selected according to installation access, material compatibility, and joint requirements. Rivet types and identification on drawings use standard callouts covering head style, material, diameter, and grip length. Different kinds of rivets require different installation methods. Some need access to both sides, others install from one side only. Rivet material must be compatible wit......
Spotface vs Counterbore: Differences, Applications & Selection Guide
Quick Comparison Between Spotface and Counterbore Spotfaces and counterbores are both machined features around holes. A spotface creates a flat seating surface for bolts or washers, while a counterbore creates a recessed cavity that allows screw heads to sit flush or below the surface. The table below provides a simple comparison of spotface and counterbore features. Feature Spotface Counterbore Primary purpose Creates a flat seating surface Creates a flat recess for a fastener head Machining depth Sh......
CNC Workholding: Methods, Best Practices, and Engineering Decisions
CNC workholding refers to the methods used to position and secure a part during machining. It directly affects part dimensions, alignment, and surface finish. In practice, machining errors are rarely caused by the toolpath alone. More often, they originate from poor part positioning, uneven clamping, or material deformation under cutting forces. For operations requiring tight tolerances, like ±0.01 mm, a stable and properly designed workholding setup is just as important as the machine’s spindle accur......
Slip Fit Tolerances: Clearance Control and Assembly Accuracy
Key Takeaways About Slip Fit A slip fit provides controlled positive clearance between a shaft and bore, allowing free assembly without force while limiting excessive play. Typical slip fit clearance ranges from approximately 0.010–0.075 mm on common shaft diameters, though the correct value depends on diameter, application requirements, material behavior, and tolerance system selection. ISO fit classes H7/g6 and H8/f7 are widely used standard references for slip fit applications in CNC machining. Sli......
Countersink Holes: Uses, Symbols, and Drawing Callouts
(AI generated) Flat-head screw sitting flush inside a precision machined countersink hole You’ll see a countersink hole on almost every mechanical drawing that uses flat-head screws. It looks simple, but it rarely behaves that way in production. Small mistakes here show up later as poor fit, loose fasteners, or parts that don’t sit flush. If you’re working with features like a countersink hole, small details decide whether your part assembles cleanly or causes problems later. At JLCCNC, we machine pre......
What Is a Chamfer? A Practical Guide for Machining and Design
In CNC machining and mechanical design, small edge details can have a significant impact on part quality, safety, and manufacturability. A chamfer is one such feature. While it may appear simple, chamfer design directly affects how a part is machined, assembled, and used. Chamfers are widely applied to remove sharp edges, ease assembly, and improve overall part reliability. Engineers use chamfers to improve tool access, accommodate minor misalignment during assembly, and extend part service life. Cham......