Blanchard Grinding: Process, Applications and When to Use It
13 min
- What Is Blanchard Grinding? (Process, Definition, and How It Works)
- How Blanchard Grinding Affects Surface Finish and Accuracy
- Blanchard Grinding vs Other Grinding Methods
- When Should You Use Blanchard Grinding
- Blanchard Grinding Machine Configuration
- Process Constraints and Trade-Offs
- Blanchard Grinding Cost: Key Factors That Affect Pricing
- Typical Applications of Blanchard Grinding
- FAQ’s About Blanchard Grinding
Key Takeaways About Blanchard Grinding
- Blanchard grinding is an early-stage process used to remove excess stock and level large flat parts after cutting or heat treatment.
- It prioritizes high material removal rate over surface finish, typically leaving a circular pattern and moderate flatness variation.
- It is not suitable for final precision surfaces where tight flatness or smooth contact is required.
- It is used before surface grinding or CNC finishing, based on part condition and required accuracy.
Blanchard grinding is typically applied to large plates that come off cutting operations with excess thickness and uneven surfaces. Instead of correcting this condition through milling or multiple light grinding passes, Blanchard grinding reduces the plate to a usable thickness in fewer cycles. The part is held on a rotating table while a vertical wheel cuts across the surface, resulting in a large contact area and higher material removal rates compared to standard surface grinding.
From an engineering perspective, it is typically used as an early-stage CNC grinding process rather than a final finishing operation. It is used to clean scale, remove saw marks, and bring the thickness closer to size before tighter operations begin. The result is not a perfectly flat face, and the surface shows a circular pattern, but for many base plates and structural parts, that level of finish is acceptable at this stage.
This guide covers:
- How Blanchard grinding works in real shop conditions
- Where it is used in the machining sequence before CNC milling and surface grinding.
- How surface pattern, heat, and contact behavior affect results
- Comparison with surface, cylindrical, and jig grinding
- Selection criteria based on stock condition and part size
- When it is preferred over milling or surface grinding
What Is Blanchard Grinding? (Process, Definition, and How It Works)
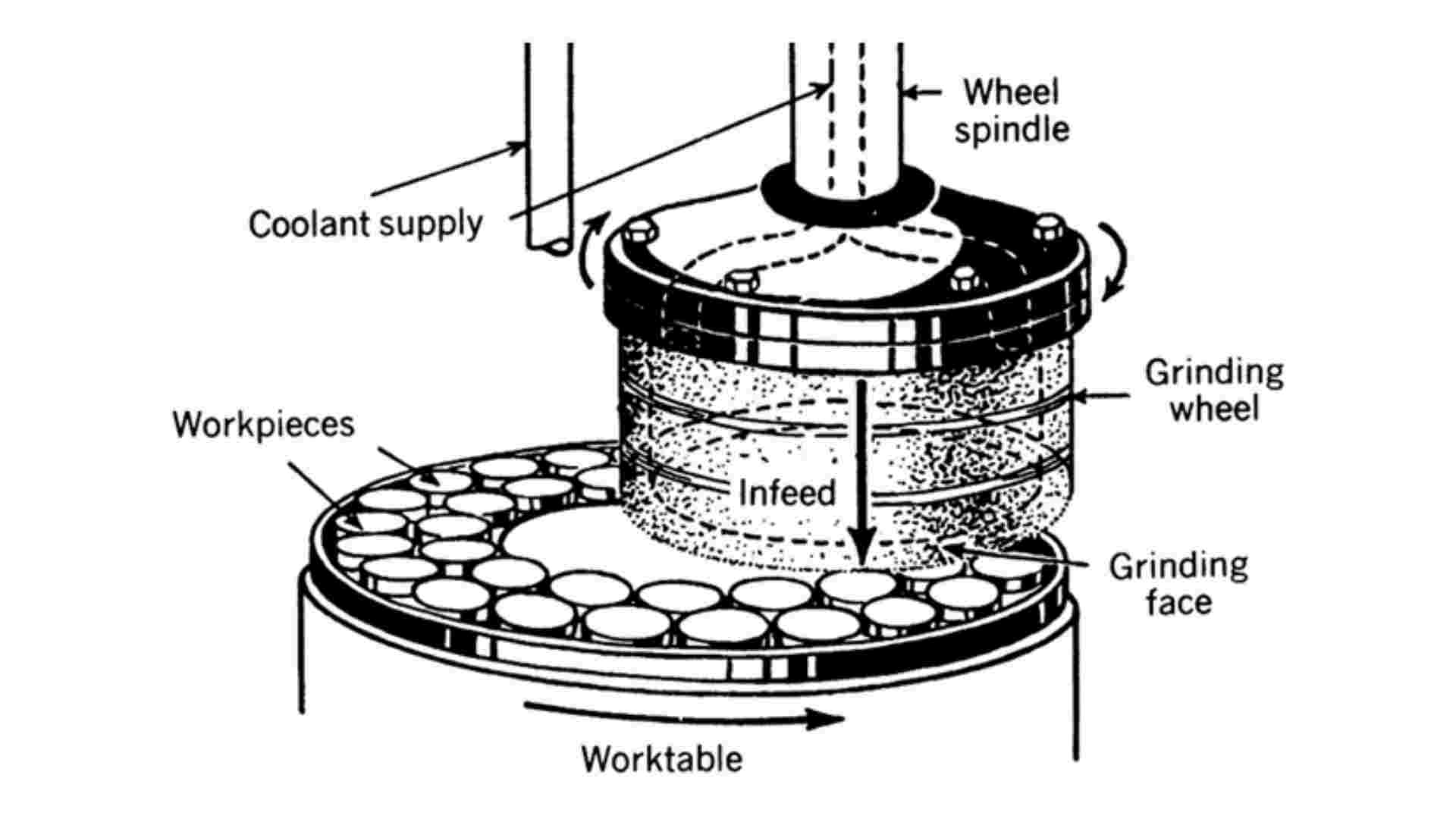
The image shows a labeled illustration of the Blanchard grinding process, including the grinder, tool, feed direction, and wheel rotation. (Ref: https://engineerharry.wordpress.com )
Blanchard grinding is a rotary surface grinding process that uses a vertical spindle and a rotating magnetic table to remove large amounts of material from flat workpieces.
Rotary Table Motion and Vertical Spindle Interaction
The part is placed on a magnetic table that keeps rotating during the cut. The wheel comes down from above and stays in contact while the table moves under it. Because of this rotation, the wheel continuously sweeps across the full surface.
Multi-Point Abrasive Contact and Material Removal Behavior
Unlike milling tools with defined cutting edges, the grinding wheel removes material through abrasive grains. It has many small abrasive points, and each one removes a tiny amount of material as it passes over the surface. This creates a constant rubbing and cutting action across the face. The load is spread out, but the surface finish and flatness depend on how the wheel is dressed and how heat builds during the run.
How Blanchard Grinding Affects Surface Finish and Accuracy
Blanchard grinding does not behave like fine surface grinding. The result depends on plate size, stock condition, and how the wheel contacts the surface during rotation. You often see variation across the part, so it is important to understand what the process can actually hold before setting tight requirements.
Surface Finish Pattern and Typical Roughness Range
- You will see a circular swirl pattern on the surface. This comes from the rotating table during grinding.
- Typical surface roughness is often in the range of 1.6–3.2 µm Ra, depending on wheel condition and grinding parameters.
- If you need a smoother finish, plan a follow-up surface grinding step after Blanchard.
Flatness and Parallelism in Large Workpieces
- Large plates may not achieve uniform flatness across the entire surface due to heat and contact spread.
- Thickness can vary slightly from center to edge due to uneven heat distribution and non-uniform wheel contact, especially on wider parts.
- If your part needs tight flatness, leave stock for a final finishing operation.
Process-Induced Variability and Non-Uniform Contact
- The wheel does not contact all areas equally at the same time, which can leave slight variation across the surface.
- Heat buildup during long runs can cause minor distortion, especially on thinner plates.
- For better results, use staged grinding and avoid removing all stock in one heavy pass.
Blanchard Grinding vs Other Grinding Methods
Cylindrical grinding machine finishing steel shaft for automotive parts. (iStock)
Blanchard grinding is typically used at an earlier stage than precision grinding methods. It focuses on stock removal and plate conditioning, while surface, cylindrical, and jig grinding are used to control final size, geometry, and finish. The choice depends on whether you are preparing material or finishing a functional surface.
Comparison Snap
Blanchard grinding vs surface grinding is one of the most common decisions when dealing with flat parts.
| Parameter | Blanchard Grinding | Surface Grinding | Cylindrical Grinding | Jig Grinding |
|---|---|---|---|---|
| Spindle orientation | Vertical | Horizontal (most common) | Horizontal | Vertical |
| Work motion | Rotary table | Reciprocating table | Rotating workpiece | Fixed part, precise spindle movement |
| Contact area | Large surface contact | Line contact | Line contact | Point contact |
| Material removal rate | High | Medium to low | Low | Very low |
| Surface finish (Ra) | ~1.6 - 3.2 µm | ~0.2 - 1.6 µm | ~0.2 - 0.8 µm | ~0.05 - 0.4 µm |
| Flatness capability | Moderate | High | Not for flat surfaces | Very high (localized) |
| Parallelism control | Moderate | High | High (round parts) | Very high |
| Part size range | Large plates and blocks | Small to medium parts | Shafts and round parts | Small precision features |
| Typical use stage | Pre-finishing | Final finishing | Final finishing | Ultra-precision finishing |
| Surface pattern | Circular swirl | Linear grinding marks | Cylindrical pattern | Fine uniform finish |
Blanchard grinding is used when the part still has excess stock and needs to be brought closer to size quickly. It is not intended to produce final flatness or fine surface finish. Precision grinding methods take over after this stage to control geometry and surface quality.
When to Choose Each Grinding Method
Selection depends primarily on whether the operation is material preparation or final geometry control:
- Use Blanchard grinding when working with large plates that need thickness correction before finishing.
- Use surface grinding when flatness and surface contact matter in assembly.
- Use cylindrical grinding for shafts and round components.
- Use jig grinding when small features need tight tolerances and a uniform fine finish.
In most production workflows, Blanchard grinding is followed by a precision grinding step if the drawing requires more strict and tighter control.
When Should You Use Blanchard Grinding
Blanchard grinding is chosen based on the part condition and the stage the part is in. It is mainly used to correct thickness and surface condition before moving to tighter operations.
Large Flat Parts Requiring Fast Stock Removal

The image shows a group of flat metal spare parts finished by a grinding process. (iStock)
After cutting processes like plasma or flame cutting, plates often carry scale and uneven thickness. Instead of spending time leveling this with milling, Blanchard grinding is used to quickly clean the surface and bring the plate closer to uniform thickness.
Pre-Machining Before Precision Finishing
When a part still needs surface grinding later, it is not practical to remove all stock in the final step. Blanchard grinding is used first to take down the bulk, so the finishing operation only handles light correction and final sizing.
Cost-Driven Flatness Improvement for Plates
Some parts only need to sit stably during assembly, but do not meet tight flatness specs. In these cases, Blanchard grinding provides a workable surface without adding extra machining steps, which helps control overall cost.
Blanchard Grinding Machine Configuration
Blanchard grinding machines are built for fast removal on flat surfaces, but performance depends on how the spindle, table, and control system are set up. Each configuration affects stock removal rate, surface pattern, and repeatability.
Vertical Spindle and Wheel Orientation
- The grinding wheel is mounted vertically and cuts using the wheel face, not the edge.
- Typical wheel diameter ranges from 600 mm to 1200 mm, which allows wide surface contact per pass.
- Spindle speed varies with wheel diameter and material, typically set to maintain stable cutting speed rather than a fixed RPM range.
Rotary Magnetic Chuck and Workholding Behavior
- The workpiece sits on a rotating magnetic chuck used for workholding during grinding.
- Table rotation speed is usually around 5 to 25 RPM, adjusted based on part size and material removal rate.
- Uneven stock or non-flat surfaces can reduce full magnetic contact, which may affect initial stability during grinding.
CNC vs Manual Systems and Process Control
- Manual machines depend on operator control for downfeed and cycle timing, which can lead to variation between batches.
- CNC systems control wheel feed rates, typically in the range of 0.01 to 0.05 mm per pass, depending on material and accuracy requirements, improving repeat consistency.
- CNC setups help maintain more stable results in production runs where multiple plates need similar thickness and surface conditions.
Process Constraints and Trade-Offs
Blanchard grinding behaves differently from precision grinding because the wheel stays in continuous contact while the table rotates. That setup makes it useful for fast stock removal, but it also sets limits on finish and accuracy in certain applications.
Surface Pattern Limitations for Functional Surfaces
- The surface shows a circular grind pattern from the rotating table motion.
- This finish works for base plates and structural parts where appearance and sealing are not critical.
- When a drawing calls for full face contact or smooth sliding, this surface usually needs a second finishing step.
Heat Generation and Risk of Thermal Distortion
- Long contact time between the wheel and the workpiece can raise the surface temperature.
- Thin plates and uneven stock conditions tend to show slight movement after grinding.
- Cooling flow and lighter infeed help keep the surface from pulling or warping during the cycle.
Limitations in Tight-Tolerance Finishing
- Thickness variation across large faces stays within the general machining range rather than the fine finishing range.
- Center and edge can show small differences depending on part size and stock condition.
- When drawings call for tighter flatness, surface grinding is normally used after this stage.
Blanchard Grinding Cost: Key Factors That Affect Pricing
Blanchard grinding cost depends primarily on stock removal volume, plate size, and batch efficiency.
Large plates take more machine time because each pass covers more area. When there is heavy extra material, the process also needs more cycles, which increases running time. If parts are run in batches, the cost per piece usually comes down because setup time is shared across all parts.
The process is efficient for rough stock removal, but the cost increases when tighter thickness control or repeated inspection is required.
Cost Structure vs Material Removal Efficiency
- Most of the cost comes from machine running time, not setup complexity.
- Higher stock removal increases wheel wear and reduces cycle efficiency per part.
- When parts arrive with heavy excess material, Blanchard grinding reduces milling or multiple roughing passes, which can lower total machining cost.
Impact of Part Size, Thickness, and Batch Volume
- Large plates take longer per cycle because the wheel must cover more surface area.
- Thick or uneven stock increases grinding passes and dressing frequency.
- Higher batch volumes reduce cost per part since setup and wheel dressing are shared across more pieces.
When It Reduces Overall Machining Cost
- When raw plates come with heavy saw and flame-cut stock
- When the milling time would exceed the grinding time for the same material removal
- When multiple plates are processed in one batch with similar thickness requirements
Cost Impact Overview
| Factor | High Impact on Cost | Low Impact on Cost |
|---|---|---|
| Part size (large surface area) | Longer cycle time per part | Small plates with quick coverage |
| Stock removal volume | More passes, more wheel wear | Light cleanup after cutting |
| Batch size | High setup efficiency in large runs | Single-piece jobs with repeated setup |
| Thickness variation | Extra passes for leveling | Pre-machined flat stock |
| Tolerance requirement | More inspection and controlled feed | General structural flatness |
| Wheel dressing frequency | High in heavy stock jobs | Low in light finishing runs |
In most cases, Blanchard grinding cost is lower than milling for large flat stock removal, but higher than surface grinding when tight tolerances are required.
Typical Applications of Blanchard Grinding
Blanchard grinding is used when large flat parts come from cutting or heat treatment with uneven faces and extra stock. It is applied before machining or assembly steps where the surface still needs material removal to become usable.
Materials Commonly Used in Blanchard Grinding
Blanchard grinding is most commonly used on ferrous metals rather than non-ferrous ones, because standard magnetic workholding strongly favors that distinction. This is one practical example of the difference between ferrous and non-ferrous metals in machining applications.
In practice, the process is most often applied to carbon steel, alloy steel, tool steel, and cast iron, especially when large flat parts need thickness correction before finishing.
Steel Plates and Structural Components

The image shows a steel plate with circular drilled holes and a finished surface. (iStock)
- Base plates cut from flame or plasma cutting are used in machine frames where the surface still shows cutting marks.
- Thick steel blanks are used for fixture bodies; however, the one face remains rough after sawing.
- Fabrication plates are used in welded assemblies where the cut surface is not level across the full area.
Machine Bases and Load-Bearing Interfaces
- Motor mounting plates are used in industrial setups if the contact face after cutting is not even across the plate.
- Pump base plates are used in process equipment where the surface must sit properly during installation.
- Support plates are used under heavy machine structures where uneven cut faces affect how parts sit together.
Pre-Finish Preparation for CNC Machining
- Rough steel or aluminum blocks are used for CNC machining, where excess material needs to be removed before milling.
- Die and mold blocks after heat treatment, where the surface still carries distortion from cutting and thermal processing.
- Large billets are used for machining parts, where starting directly on CNC would take longer due to uneven stock conditions.
For large flat parts that require both stock removal and precision finishing, combining Blanchard grinding with CNC machining is often the most efficient approach.
At JLCCNC, we support CNC milling, surface grinding, and finishing workflows to help you move from rough stock to final parts efficiently.
Upload your CAD file to get an instant quote starting from $1, with lead times as short as 3 days.

Precision CNC Machining Service
Professional manufacturing, fast turnaround, and quality assurance.
FAQ’s About Blanchard Grinding
Q: What is Blanchard grinding used for in machining?
Blanchard grinding is used on large flat steel parts that come from cutting or heat treatment with uneven surfaces. It removes extra stock so the part can move into machining and assembly without heavy material issues in later steps.
Q: Why does Blanchard grinding leave a circular pattern?
The pattern comes from the rotating table combined with the vertical grinding wheel. As the part turns under the wheel, each pass overlaps the previous one, which creates a visible circular swirl on the surface.
Q: Blanchard grinding vs surface grinding: which is more accurate?
Blanchard grinding is not used for tight finishing work. Surface grinding gives better control over flatness and surface finish, while Blanchard grinding is mainly used earlier to reduce stock and prepare the part.
Q: How much does Blanchard grinding cost?
Cost depends on how much material needs to be removed and the size of the part. Larger plates and heavier stock take more machine time, while lighter cleanup work costs less because it runs faster on the machine.
Popular Articles
• Cutting with Precision: A Comprehensive Guide to CNC Water Jet Technology
• CNC Coolant Explained: Types, Maintenance & Safety
• Rake Angle in Machining: Machinists’ Guide to Perfect Cuts
• What Steps Are Taken To Minimize Waste In CNC Machining Processes?
• How EDM Wire Cutting Works: Complete Guide to Precision CNC Wire Cutting
Keep Learning
CNC Workholding: Methods, Best Practices, and Engineering Decisions
CNC workholding refers to the methods used to position and secure a part during machining. It directly affects part dimensions, alignment, and surface finish. In practice, machining errors are rarely caused by the toolpath alone. More often, they originate from poor part positioning, uneven clamping, or material deformation under cutting forces. For operations requiring tight tolerances, like ±0.01 mm, a stable and properly designed workholding setup is just as important as the machine’s spindle accur......
Slip Fit Tolerances: Clearance Control and Assembly Accuracy
Key Takeaways About Slip Fit A slip fit provides controlled positive clearance between a shaft and bore, allowing free assembly without force while limiting excessive play. Typical slip fit clearance ranges from approximately 0.010–0.075 mm on common shaft diameters, though the correct value depends on diameter, application requirements, material behavior, and tolerance system selection. ISO fit classes H7/g6 and H8/f7 are widely used standard references for slip fit applications in CNC machining. Sli......
Countersink Holes: Uses, Symbols, and Drawing Callouts
(AI generated) Flat-head screw sitting flush inside a precision machined countersink hole You’ll see a countersink hole on almost every mechanical drawing that uses flat-head screws. It looks simple, but it rarely behaves that way in production. Small mistakes here show up later as poor fit, loose fasteners, or parts that don’t sit flush. If you’re working with features like a countersink hole, small details decide whether your part assembles cleanly or causes problems later. At JLCCNC, we machine pre......
What Is a Chamfer? A Practical Guide for Machining and Design
In CNC machining and mechanical design, small edge details can have a significant impact on part quality, safety, and manufacturability. A chamfer is one such feature. While it may appear simple, chamfer design directly affects how a part is machined, assembled, and used. Chamfers are widely applied to remove sharp edges, ease assembly, and improve overall part reliability. Engineers use chamfers to improve tool access, accommodate minor misalignment during assembly, and extend part service life. Cham......
Cutting Plexiglass: Methods, Tools, and Best Practices
Key Takeaway The best way to cut plexiglass depends on thickness, edge quality requirements, and production volume. Thin plexiglass under 6mm scores and snaps cleanly with a utility knife. Medium thickness up to 12mm cuts well with a fine-tooth saw blade at controlled speed. Thick plexiglass above 12mm or complex shapes need a CNC router or CO₂ laser cutter. Cutting plexiglass without cracking requires proper support within 50-100mm of the cut line, correct blade type, and controlled feed rate. CNC an......
Fillet in CNC Machining: How to Choose Radii, Reduce Cost, and Compare Chamfers
Fillets are functional features in CNC machining—not decorative ones. Their radius and placement affect tool selection, cycle time, and part strength, especially in internal corners where cutting tools limit what can be produced. This guide explains what fillets are, how they’re machined, how they compare with chamfers, and how to choose radii that balance performance and cost. Fillet in CNC Machining [image source: https://www.shutterstock.com/ AI Edited] What Is a Fillet in CNC Machining? In enginee......